1.本发明涉及夹子的自动化生产设备领域,尤其涉及的是一种生产效率高、成本低、废品率低的夹子全自动化装配机。
背景技术:
2.夹子是生活中极为常见的日用品,属于一种小商品,随处可见,可夹在衣架上,防止风把晾晒好的衣服、袜子吹跑;可夹住头发,不让刘海垂下来;可夹在书里当书签用;也可以夹在耳朵上当耳环等等;由此可见,夹子的市场需求与用量巨大。
3.例如图1和2所示的常用塑料夹子,图1是现有技术中常用塑料夹子的主视图,图2是现有技术中常用塑料夹子的立体分解图;该塑料夹子10由塑料材质的凸柱夹臂110、凹孔夹臂120和金属材质的卡簧130组成,凸柱夹臂110的圆形凸柱(相当于转轴)与凹孔夹臂120圆形凹孔(相当于转轴孔)相互嵌合,卡簧130的端部卡在凸柱夹臂110与凹孔夹臂120之间,用于闭合自锁凸柱夹臂110与凹孔夹臂120的下端,由此构成一个完整的塑料夹子100。
4.但是,该夹子的组装过程,目前很多生产企业仍然依靠传统的手工生产模式或人工辅助下的半机械化、半自动化模式,显然,用手工生产这种夹子的劳动成本会使产品的价格过高,这与日用小商品价格不高的特点将形成供需突出的矛盾,就会制约市场的供应。
5.这种传统生产模式的工作量大、效率低和成本高,而且人工按压卡簧也会增加劳动强度,这在当今市场竞争激烈和各种成本因素日趋上涨的环境下,是难以适应市场供应需求的;特别是近年来,劳动力供求关系正从过去的“买方市场”逐步转为“卖方市场”,结构性短缺问题日益显现。
6.因此,开发针对日用品的自动化生产设备,将有重大的现实意义,将有广阔的市场前景和巨大的市场空间;据调查,在这样的社会背景和市场环境下,近年来也有少数企业开发了针对夹子组装的自动化专用设备,但在现有已知的夹子自动组装机中,夹子的装配是一步步进行的,并要借助转盘来实现,设备结构比较复杂;即先通过气缸驱动,夹片安装机构将夹片安装在夹座中,然后转盘转动一个工位,再通过气缸驱动,将卡簧安装在位于夹座中的夹子上,然后通过气缸驱动,将销轴安装在夹子上,最后通过气缸驱动,压铆钉机构对销轴的两端进行压制;在该装配过程中,气缸的驱动是依次进行的,即一个气缸完成一个驱动动作,才能带动下一个气缸进行下一个驱动动作,而气缸每完成一个驱动动作需要一定的时间,所有的气缸依次完成驱动动作就需要大量的时间,导致夹子装配机结构复杂(即成本高)以及故障率高(导致废品率高)和装配效率低。
技术实现要素:
7.为解决上述技术问题,本发明提供全自动夹子装配机,生产效率高、成本低、废品率低。
8.本发明的技术方案如下:全自动夹子装配机,用于自动装配由凸柱夹臂、凹孔夹臂和卡簧组成的夹子,该全自动夹子装配机包括主工作台、电气控制装置和储料振动分拣机
构;电气控制装置设置在主工作台之上,用于控制各功能机构的动作顺序和动作时间;储料振动分拣机构位于主工作台的周边,分别用于存储和分拣凸柱夹臂、凹孔夹臂和卡簧;该全自动夹子装配机还包括成品卸料机构、卡簧按压机构和两个夹臂定位推送压接机构;两个夹臂定位推送压接机构和成品卸料机构均水平设置在主工作台之上,且成品卸料机构的动作方向与两个夹臂定位推送压接机构的动作方向均相垂直;卡簧按压机构垂直设置在主工作台之上,且卡簧按压机构的动作方向与两个夹臂定位推送压接机构和成品卸料机构的动作方向均相垂直;两个夹臂定位推送压接机构对称且相向设置,且两个夹臂定位推送压接机构的动作方向相反;每个夹臂定位推送压接机构均包括一定位斜块、一侧定位块、一压紧块、一压紧气缸和一推进气缸;定位斜块的斜面用于支撑定位凸柱夹臂或凹孔夹臂的外平面,侧定位块的侧面用于支撑定位凸柱夹臂或凹孔夹臂的侧平面;压紧气缸用于水平移动压紧块,使其内侧与定位斜块的斜面和侧定位块的侧面共同形成用于卡住凸柱夹臂前部或凹孔夹臂前部的定位型腔;在凸柱夹臂和凹孔夹臂均进入各自的定位型腔的状态下,两个夹臂定位推送压接机构的推进气缸用于水平移动各自的定位斜块、侧定位块、压紧块和压紧气缸,使凸柱夹臂与凹孔夹臂相互压接;推进气缸的动作方向和压紧气缸的动作方向在水平面内相互垂直,且两个夹臂定位推送压接机构的推进气缸的动作方向相反;卡簧按压机构包括卡簧导向块、楔形导向块、导向块垫板、卡簧压板和按压气缸;卡簧导向块上横向设置有适配卡簧通过的型腔槽,卡簧导向块的背面与楔形导向块、导向块垫板上的卡簧过槽共同构成用于定位和按压卡簧的定位通槽;在凸柱夹臂与凹孔夹臂相互压接的状态下,按压气缸用于垂直移动卡簧压板,使卡簧穿过定位通槽并被压入到凸柱夹臂和凹孔夹臂之间;成品卸料机构包括推料杆和推料气缸,推料杆的前半部横向设置在卡簧按压机构的导向块垫板中可移动,推料气缸用于移动推料杆推出夹子成品;推料气缸的动作方向与按压气缸的动作方向在垂直平面内相互垂直。
9.所述的全自动夹子装配机,其中:每个夹臂定位推送压接机构还包括一限位挡杆和挡杆支承块,限位挡杆的轴心线平行定位斜块的斜面,且限位挡杆的轴心线垂直侧定位块的定位平面;限位挡杆固定在挡杆支承块的上端,并通过压紧气缸水平移动挡杆支承块带动限位挡杆移动,使其与定位斜块的斜面之间形成用于卡住凸柱夹臂尾翼或凹孔夹臂尾翼的定位间隙;在凸柱夹臂和凹孔夹臂均进入各自定位型腔的状态下,推进气缸通过水平移动挡杆支承块和限位挡杆,在凸柱夹臂与凹孔夹臂在相互压接的过程中,使其尾翼始终贴合在相应的定位斜块的斜面之上。
10.所述的全自动夹子装配机,其中:每个夹臂定位推送压接机构都有一固定在主工作台台面之上的底板,定位斜块和侧定位块均固定在底板靠内侧的顶面上,且侧定位块位于定位斜块的斜面处,与定位斜块和底板用于定位凸柱夹臂或凹孔夹臂的侧平面、外平面和下端;底板中间纵向固定有一推进导轨,推进导轨上滑动连接有一推进滑块,推进滑块上连接有一固定垫板,固定垫板上固定有一隔离支承板和一l形滑槽板;l形滑槽板的背面横向固定有一压紧导轨,压紧导轨的长度方向与推进导轨的长度方向相互垂直,且压紧导轨上滑动连接有一压紧滑块,压紧滑块的背面横向固定有一l形连接导向板,压紧块连接在l形连接导向板的背面,并位于l形连接导向板的长边端部,l形连接导向板的短边端部设置
有长圆形开口槽;压紧气缸固定在隔离支承板与l形滑槽板之间的固定垫板上,且压紧气缸的轴向沿压紧导轨的长度方向设置,压紧气缸的气缸杆端部连接有一轴套,轴套的外侧壁上设置有一圈适配l形连接导向板短边端部的开口槽卡入的环形槽;隔离支承板的外侧面连接有一前支承板,底板的一端垂直固定有一后支承板,推进气缸横向固定在后支承板上,推进气缸的轴向沿推进导轨的长度方向设置,且推进气缸的气缸杆前端连接在前支承板上。
11.所述的全自动夹子装配机,其中:在两个夹臂定位推送压接机构和卡簧按压机构之间的主工作台之上垂直固定有一背板,背板的长度方向沿两个夹臂定位推送压接机构的动作方向设置;导向块垫板固定在背板的背面,导向块垫板的中部卡在背板的侧顶面上,楔形导向块卡在背板上部的中间v形槽的位置处,楔形导向块上的卡簧过槽的下半段的底面高出背板的前面。
12.所述的全自动夹子装配机,其中:卡簧按压机构还包括一支架组件,该支架组件包括一下板、两侧板、一上横梁板、一气缸支架组件;下板的底面水平固定在主工作台之上,两侧板的下端分别垂直固定在下板顶面的两端,上横梁板的背面横向固定在两侧板上部的前面,气缸支架组件固定在上横梁板的前面,该气缸支架组件由两块三角板和一块方形板组成,三角板垂直固定在方形板的两侧,方形板呈水平设置,用于垂直向下安装按压气缸,按压气缸的气缸杆下部连接有一压板连接块,压板连接块下部的侧面横向设置有适配卡簧压板上端插入的一安装槽,且压板连接块下部的前面横向设置有一吊装孔,卡簧压板的上端设置有一吊装过孔,通过螺钉对插入到压板连接块安装槽中的卡簧压板上端进行吊装。
13.所述的全自动夹子装配机,其中:支架组件还包括一中横梁板,中横梁板的背面横向固定在两侧板中部的前面,中横梁板的前面固定有一压板导向块,压板导向块的上下两面垂直设置有适配卡簧压板穿过的导向槽。
14.所述的全自动夹子装配机,其中:成品卸料机构中设置有两个推料杆,推料杆的后端经由相应的连接件与推料气缸的气缸杆相连接,在推料气缸的作用下,通过同时推动凸柱夹臂的侧面与凹孔夹臂的侧面将夹子成品推出。
15.所述的全自动夹子装配机,其中:在主工作台的台面之上对应设置有一卸料口,卸料口位于卡簧按压机构的下方,卸料口的下方设置有倾斜状且下端延长出主工作台台面之外的一卸料槽,卸料槽下端伸出主工作台的方向位于其中一个夹臂定位推送压接机构的下方。
16.本发明所提供的全自动夹子装配机,由于根据待装配产品的特性采用了水平相向动作的夹臂定位推送压接机构和从上向下动作的卡簧按压机构以及从前到后动作的成品卸料机构,结构简单紧凑,成本较低,大大提高装配夹子的生产效率,实践表明,基本上可保持1.5秒左右装配完1件的稳定生产,远远快于人工装配的速度,同时也大大降低了废品率,节约了大量的人工费用,明显提高了产品的利润水平,具有较强的实用性。
附图说明
17.在此描述的附图仅用于解释目的,而非意图以任何方式来限制本发明公开的范围;图中各部件的形状和比例尺寸等仅为示意性的,用于帮助对本发明的理解,并非是具体限定本发明各部件的形状和比例尺寸;本领域的技术人员在本发明的教导下,可以根据具
体情况选择各种可能的形状和比例尺寸来实施本发明。
18.图1是现有技术中常用塑料夹子的主视图;图2是现有技术中常用塑料夹子的立体分解图;图3是本发明全自动夹子装配机实施例的整体结构缩小立体图一;图4是本发明全自动夹子装配机实施例的整体结构缩小立体图二;图5是本发明全自动夹子装配机实施例所用工作单元的结构立体图;图6是本发明全自动夹子装配机实施例所用单个夹臂定位推送压接机构的放大立体图;图7是图6的分解图;图8是本发明全自动夹子装配机实施例所用加强版夹臂定位推送压接机构的放大立体图;图9是本发明全自动夹子装配机实施例所用卡簧按压机构的放大立体图;图10是图9的分解图;图11是本发明全自动夹子装配机实施例所用两个夹臂定位推送压接机构和卡簧按压机构的放大立体图;图12是本发明全自动夹子装配机实施例所用卡簧按压机构和成品卸料机构的放大立体图;图13是本发明全自动夹子装配机实施例所用一个夹臂定位推送压接机构、卡簧按压机构和成品卸料机构的放大立体图。
19.图中各标号汇总:塑料夹子100、凸柱夹臂110、凹孔夹臂120、卡簧130、储料分拣机构(210、220和230)、储料振动盘(211、221和231)、送料轨道(212、222和232)、夹臂定位推送压接机构(300和400)、定位斜块411、侧定位块412、压紧块413、压紧气缸(321或421)、推进气缸(322或422)、底板431、推进导轨432、推进滑块433、固定垫板434、隔离支承板435、l形滑槽板436、压紧导轨437、压紧滑块438、l形连接导向板440、开口槽441、轴套450、环形槽451、前支承板461、后支承板462、卡簧按压机构500、卡簧导向块510、型腔槽511、楔形导向块520、(卡簧过槽的)下半段521、台阶面522、导向块垫板530、(卡簧过槽的)上半段531、导向孔532、卡簧压板540、凹形缺口541、吊装过孔542、按压气缸550、压板导向块560、导向槽561、压板连接块570、安装槽571、吊装孔572、支架组件580、下板581、侧板582、上横梁板583、气缸支架组件584、中横梁板585、成品卸料机构600、推料杆610、推料气缸620、固定板630、主工作台700、卸料口701、卸料槽720、电气控制装置800、背板900、推料杆过孔901。
具体实施方式
20.以下将结合附图,对本发明的具体实施方式和实施例加以详细说明,所描述的具体实施例仅用以解释本发明,并非用于限定本发明的具体实施方式。
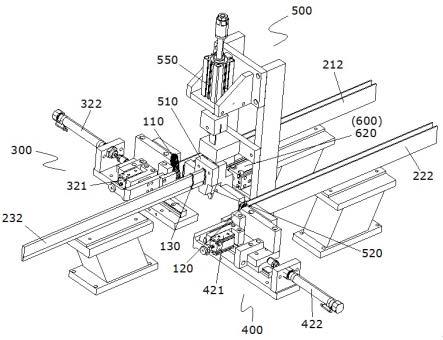
21.如图3所示,图3是本发明全自动夹子装配机实施例的整体结构缩小立体图一,图4是本发明全自动夹子装配机实施例的整体结构缩小立体图二;本发明的夹子装配机主要由三个储料分拣机构(210、220和230)、两个夹臂定位推送压接机构(300和400)、一个卡簧按压机构500、一个成品卸料机构600、一个主工作台700和一个电气控制装置800组成;其中,三个储料分拣机构(210、220和230)均位于主工作台700的周边,每个储料分拣机构(210、
220或230)均主要由一个储料振动盘及其各自的送料导轨组成,用于存储并通过振动方式分拣图1中的凸柱夹臂110、凹孔夹臂120或卡簧130;两个夹臂定位推送压接机构(300和400)、卡簧按压机构500和成品卸料机构600是该机器的工作单元,其与电气控制装置800均设置在主工作台700上,用于在电气控制装置800的控制下按照预定的动作顺序将图1中的凸柱夹臂110、凹孔夹臂120和卡簧130自动装配成一个完整的塑料夹子100;为了提高该机器的操作安全性,在电气控制装置800中还设置有人脸识别的控制面板。
22.结合图5所示,图5是本发明全自动夹子装配机实施例所用工作单元的结构立体图,本发明全自动夹子装配机的改进点在于该机器的工作单元的构成,即两个夹臂定位推送压接机构(300和400)、一个卡簧按压机构500和一个成品卸料机构600;两个夹臂定位推送压接机构(300和400)和成品卸料机构600均水平设置在图3或图4的主工作台700之上,且成品卸料机构600的动作方向与两个夹臂定位推送压接机构(300和400)的动作方向在水平面的投影内均相垂直;卡簧按压机构500垂直设置在图3或图4的主工作台700之上,且卡簧按压机构500的动作方向在同一垂直面的投影内既与两个夹臂定位推送压接机构(300和400)的动作方向均相垂直,也在另一垂直面的投影内与成品卸料机构600的动作方向相垂直;两个夹臂定位推送压接机构(300和400)对称且相向设置,且两个夹臂定位推送压接机构(300和400)的动作方向相反;卡簧按压机构500和成品卸料机构600的中轴线均位于两个夹臂定位推送压接机构(300和400)中间的垂直面内,且卡簧按压机构500与成品卸料机构600的在垂直面内相垂直。
23.结合图6和图7所示,图6是本发明全自动夹子装配机实施例所用单个夹臂定位推送压接机构的放大立体图,图7是图6的分解图;以图5中用于卡住和推送凹孔夹臂120的夹臂定位推送压接机构400为例,该夹臂定位推送压接机构400包括一定位斜块411、一侧定位块412、一压紧块413、一压紧气缸421和一推进气缸422;定位斜块411的斜面用于支撑定位凹孔夹臂120的外平面,侧定位块412的侧面用于支撑定位凹孔夹臂120的侧平面;压紧气缸421用于水平移动压紧块413,利用其(即压紧块413)内侧与定位斜块411的斜面和侧定位块412的侧面共同形成用于卡住凹孔夹臂120前部的定位型腔;在凸柱夹臂和凹孔夹臂都进入各自的定位型腔的状态下,两个夹臂定位推送压接机构(例如400)的推进气缸422用于水平移动各自的定位斜块411、侧定位块412、压紧块413和压紧气缸421,使凸柱夹臂110与凹孔夹臂120相互压接;推进气缸422的动作方向和压紧气缸421的动作方向在水平面内相互垂直,且两个夹臂定位推送压接机构(300和400)的推进气缸的动作方向相反。
24.具体的,该夹臂定位推送压接机构400都有一通过螺钉(下同)固定在图3或图4主工作台700台面之上的长方形底板431,定位斜块411和侧定位块412均固定在底板431靠内侧的顶面上,且侧定位块412位于定位斜块411的斜面处,与定位斜块411和底板431用于定位凹孔夹臂120的侧平面、外平面和下端;底板431中间纵向固定有一推进导轨432,推进导轨432上滑动连接有一推进滑块433,推进滑块433上连接有一固定垫板434,固定垫板434上固定有一隔离支承板435和一l形滑槽板436;l形滑槽板436的背面横向固定有一压紧导轨437,压紧导轨437的长度方向与推进导轨432的长度方向相互垂直,且压紧导轨437上滑动连接有一压紧滑块438,压紧滑块438的背面横向固定有一l形连接导向板440,压紧块413连接在l形连接导向板440的背面,并位于l形连接导向板440的长边端部,l形连接导向板440的短边端部设置有长圆形开口槽441;压紧气缸421固定在隔离支承板435与l形滑槽板436
之间的固定垫板434上,且压紧气缸438的轴向沿压紧导轨437的长度方向设置,压紧气缸437的气缸杆端部连接有一轴套450,轴套450的外侧壁上设置有一圈适配l形连接导向板440短边端部的开口槽441卡入的环形槽451;隔离支承板435的外侧面连接有一前支承板461,底板431的一端垂直固定有一后支承板462,推进气缸422横向固定在后支承板462上,推进气缸422的轴向沿推进导轨432的长度方向设置,且推进气缸422的气缸杆前端连接在前支承板461上。
25.由此,压紧气缸421的气缸杆缩回,利用带环形槽451的轴套450带动l形连接导向板440及其前端的压紧块413沿压紧导轨437朝定位斜块411方向移动以构成凹孔夹臂120的定位型腔;当凸柱夹臂110和凹孔夹臂120均落入各自的定位型腔之后,两个夹臂定位推送压接机构(300和400)的推进气缸的气缸杆伸出,将凸柱夹臂110和凹孔夹臂120推到一起,并使凸柱夹臂110的圆形凸柱与凹孔夹臂120圆形凹孔相互嵌合;在图6中,压紧气缸421的气缸杆处于缩回的状态,而推进气缸422的气缸杆处于伸出的状态。
26.结合图8所示,图8是本发明全自动夹子装配机实施例所用加强版夹臂定位推送压接机构的放大立体图,还是以图5中用于卡住和推送凹孔夹臂120的夹臂定位推送压接机构400为例,进一步地,该夹臂定位推送压接机构400还包括一限位挡杆463和挡杆支承块464,限位挡杆463的轴心线平行定位斜块411的斜面,且限位挡杆463的轴心线垂直侧定位块412的定位平面;限位挡杆463固定在挡杆支承块464的上端,并通过压紧气缸水平421移动挡杆支承块464带动限位挡杆463移动,使其与定位斜块411的斜面之间形成用于卡住凹孔夹臂120尾翼的定位间隙,例如,挡杆支承块464可固定在l形连接导向板440长边端部的顶面上,通过压紧气缸421移动l形连接导向板440带动挡杆支承块464及其上的限位挡杆463移动;在凸柱夹臂110和凹孔夹臂120都进入各自定位型腔的状态下,两个夹臂定位推送压接机构(例如400)的推进气缸422通过水平移动挡杆支承块464和限位挡杆463,在凸柱夹臂110与凹孔夹臂120在相互压接的过程中,使其尾翼始终贴合在相应的定位斜块(例如411)的斜面之上;在图8中,压紧气缸421的气缸杆处于缩回的状态,推进气缸422的气缸杆也处于缩回的状态。
27.结合图9和图10所示,图9是本发明全自动夹子装配机实施例所用卡簧按压机构的放大立体图,图10是图9的分解图;卡簧按压机构500包括一卡簧导向块510、一楔形导向块520、一导向块垫板530、一卡簧压板540和一按压气缸550;卡簧导向块510上横向设置有适配卡簧130通过的型腔槽511,楔形导向块520的小端朝下,在楔形导向块520的前面垂直设置有卡簧过槽的下半段521,卡簧过槽的下半段521的下端连通设置有表面低于卡簧过槽的下半段521底面的台阶面522,导向块垫板530的侧面呈竖向的z字形,在导向块垫板530上部的前面垂直设置有卡簧过槽的上半段531,楔形导向块520固定在导向块垫板530的下部,使得卡簧过槽的下半段521与卡簧过槽的上半段531组成一条完整的卡簧过槽,卡簧导向块510固定在导向块垫板530的上部,卡簧导向块510的背面与楔形导向块520、导向块垫板530上的卡簧过槽(即下半段521和上半段531)共同构成用于定位和按压卡簧130的定位通槽;卡簧压板540呈长条形薄片状,其厚度和宽度分别与卡簧130的直径和宽度相适配,卡簧压板540的下端设置有适配按压卡簧130上部的凹形缺口541,且卡簧压板540的下端插入在卡簧导向块510与导向块垫板530的卡簧过槽的上半段531中,卡簧压板540的上端与垂直朝下设置的按压气缸550的气缸杆相连接;在凸柱夹臂110与凹孔夹臂120相互压接的状态下,按
压气缸550用于垂直移动卡簧压板540,使卡簧130穿过定位通槽并被压入到凸柱夹臂110和凹孔夹臂120之间。
28.结合图11所示,图11是本发明全自动夹子装配机实施例所用两个夹臂定位推送压接机构和卡簧按压机构的放大立体图,具体的,在两个夹臂定位推送压接机构(300和400)和卡簧按压机构500之间的图1主工作台700之上垂直固定有一背板900,背板900的长度方向沿两个夹臂定位推送压接机构(300和400)的动作方向设置;导向块垫板530通过螺钉固定在背板900的背面,导向块垫板530的中部卡在背板900的侧顶面上,楔形导向块520卡在背板900上部的中间v形槽的位置处,楔形导向块520上的卡簧过槽521的下半段521的底面高出背板900的前面。
29.具体的,该卡簧按压机构500还包括一支架组件580,该支架组件580包括一下板581、两侧板582、一上横梁板583和一气缸支架组件584;下板581的底面通过螺钉(下同)水平固定在图1的主工作台700之上,两侧板582的下端分别垂直固定在下板581顶面的两端,上横梁板583的背面横向固定在两侧板582上部的前面,气缸支架组件584固定在上横梁板583的前面,该气缸支架组件584由两块三角板和一块方形板组成,三角板垂直固定在方形板的两侧,方形板呈水平设置,用于垂直向下安装按压气缸550,按压气缸550的气缸杆下部连接有一压板连接块570,压板连接块570下部的侧面横向设置有适配卡簧压板540上端插入的一安装槽571,且压板连接块570下部的前面横向设置有一吊装孔572,卡簧压板540的上端设置有一吊装过孔542,利用螺钉拧入对插入到压板连接块570安装槽571中的卡簧压板540上端进行吊装。
30.由于卡簧压板540较薄且长,为了避免其在长时间工作时不发生弯曲变形或断裂的现象,较好的是,该支架组件580还包括一中横梁板585,中横梁板585的背面横向固定在两侧板582中部的前面,中横梁板585的前面固定有一压板导向块560,压板导向块560的上下两面垂直设置有适配卡簧压板540穿过的导向槽561。
31.结合图12和图13所示,图12是本发明全自动夹子装配机实施例所用卡簧按压机构和成品卸料机构的放大立体图,图13是本发明全自动夹子装配机实施例所用一个夹臂定位推送压接机构、卡簧按压机构和成品卸料机构的放大立体图;成品卸料机构600包括至少一推料杆610和一推料气缸620;导向块垫板530下半部的前后两面设置有适配推料杆610穿过的导向孔532,导向孔532位于楔形导向块520在导向块垫板530下半部前面的投影区域之外,且图11中的背板900的前后两面对应设置有适配推料杆610前端伸出的推料杆过孔901,推料杆610的前半部横向设置在导向块垫板530的导向孔532中可移动,推料杆610的后端经由相应的连接件与推料气缸620的气缸杆相连接,推料气缸620用于移动推料杆610,通过同时推动凸柱夹臂110的侧面与凹孔夹臂120的侧面将夹子成品推出。
32.具体的,在支架组件580下板581的两侧板582之间水平固定有一固定板630,固定板630位于中横梁板585的下方,用于水平安装推料气缸620,推料气缸620与按压气缸550的动作方向相垂直。
33.结合图13和图3或图4所示,较好的是,在主工作台700的台面之上对应设置有一卸料口701,卸料口701位于卡簧按压机构500楔形导向块520的正下方,卸料口701的下方设置有倾斜状且下端延长出主工作台700台面之外的一卸料槽720,卸料槽720伸出主工作台700的方向位于其中一个夹臂定位推送压接机构(300或400)的下方;被推料杆610推出的夹子
成品从该卸料口701中掉入卸料槽720,并经倾斜的卸料槽720导出至设置在其下方的成品箱(图未示出)中。
34.本发明全自动夹子装配机的工作原理是,结合图3、图4和图5所示,事先分别将凸柱夹臂110、凹孔夹臂120和卡簧130倒入到各自储料分拣机构(210、220或230)的储料振动盘(211、221和231)中,每个储料分拣机构(210、220或230)的储料振动盘(211、221和231)都能最大储料500~1000个件物料;在电气控制装置800的控制下,通过振动将储料振动盘(211、221和231)中无序的物料调整至设计所要求的方向并排列有序地进入各自的送料轨道(212、222和232),同时一个挨一个向前移动送料,直至到达各自送料轨道(212、222和232)的末端;在各自的送料轨道送料轨道(212、222和232)末端都设有红外检测及自动关停装置(图未示出)进行监控,确保只有送料轨道(212和222最前端的凸柱夹臂110和凹孔夹臂120分别落入各自的个夹臂定位推送压接机构(300和400),并被同时送入卡簧按压机构500下方和在压入卡簧130之后,后面的凸柱夹臂110、凹孔夹臂120和卡簧130才能再沿各自的送料轨道(212、222和232)依次向前送料;首先,夹臂定位推送压接机构(300和400)的压紧气缸(321和421)和推进气缸(322和422)的气缸杆都处于缩回的状态,卡簧按压机构500的按压气缸550和成品卸料机构600的推料气缸620的气缸杆也都处于缩回的状态;当送料轨道(212和222)最前端的凸柱夹臂110和凹孔夹臂120分别落入各自夹臂定位推送压接机构(300和400)的定位型腔中之后,夹臂定位推送压接机构(300和400)的推进气缸(322和422)的气缸杆同时伸出,将凸柱夹臂110和凹孔夹臂120同时送至卡簧按压机构500的下方并相互压接,然后,卡簧按压机构500的按压气缸550的气缸杆伸出,将进入定位通槽的卡簧130压入到凸柱夹臂110和凹孔夹臂120之间,之后几个气缸依次动作:卡簧按压机构500的按压气缸550的气缸杆先缩回,夹臂定位推送压接机构(300和400)的压紧气缸(321和421)的气缸杆再伸出(即松开对凸柱夹臂110和凹孔夹臂120的夹紧和约束),推进气缸(322和422)的气缸杆后缩回(即失去对凸柱夹臂110和凹孔夹臂120的定位和支撑),且夹臂定位推送压接机构(300和400)的压紧气缸(321和421)的气缸杆在推进气缸(322和422)的气缸杆缩回的过程中再缩回;此时的夹子成品有的会因重力掉落,有的可能还会卡挂在卡簧导向块510和/或楔形导向块520的下部;最后,成品卸料机构600的推料气缸620的气缸杆伸出后迅速缩回,夹子成品就被推出并通过卸料口701掉落到卸料槽720中,并经卸料槽720引导落入到成品箱(图未示出)中;依此循环,周而复始。
35.本说明书中未作详细描述的内容均属于本领域普通技术人员公知的现有技术;例如,图1中的凸柱夹臂110和凹孔夹臂120,可将其凸柱和凹孔共同设计在同一个零件的不同位置处,由此就不必再对两个外观大致相同的零件进行分类,进而实现夹子的标准化和系列化,更利于降低生产成本和便于生产。
36.应当理解的是,以上所述仅为本发明的较佳实施例而已,并不足以限制本发明的技术方案,对本领域普通技术人员来说,在本发明的精神和原则之内,可以根据上述说明加以增减、替换、变换或改进,而所有这些增减、替换、变换或改进后的技术方案,都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。