1.本发明涉及机械加工技术领域,尤其是涉及一种薄壁件车加工工装。
背景技术:
2.在航空航天及石油化工等行业中由于特殊结构、重量、高温、腐蚀环境等条件限制,有许多大型零部件设计成薄壁筒状零件,工件尺寸通常在壁厚1-15mm、直径500-3500mm、高度50-500mm,材料多以钛合金、不锈钢、高温合金等耐热耐腐蚀金属为主。由于工件壁厚较薄、直径尺寸较大、筒壁型面较复杂、材质较硬,工件车加工时较难装夹、车削时极易抖动、变形、切断时断面质量较差,极难保证工件尺寸、壁厚及粗糙度,因此,薄壁件车加工一直是机加工难点。
3.因此,需要一种薄壁件车加工工装,以解决上述技术问题。
技术实现要素:
4.本发明针对现有技术中存在的技术问题,提供一种薄壁件车加工工装。
5.本发明解决上述技术问题的技术方案如下:一种薄壁件车加工工装,包括环板、l型压板、工装本体,所述工装本体呈圆筒状,所述环板的上侧固定有工装本体,所述工装本体的外侧面与待加工工件一侧贴合,所述环板上开设有一圈通孔,所述通孔位于所述工装本体的外侧,所述通孔用于固定待加工工件,所述待加工工件上设置有第二螺纹孔,所述第二螺纹孔与所述通孔之间连接有下拉螺栓,所述环板上还开设有1~2圈第一螺纹孔,所述第一螺纹孔位于所述工装本体的内侧;
6.在对待加工工件切割时所述第一螺纹孔、l型压板的内部贯穿有下压螺栓,所述l型压板与所述环板之间设置有支撑环,所述l型压板的一端与支撑环抵接,所述l型压板的另一端与待加工工件的顶部抵接。
7.优选地,上述的薄壁件车加工工装,其中所述工装本体的外侧面上设置有多圈环形凹槽。
8.优选地,上述的薄壁件车加工工装,其中所述工装本体的顶部设置有多组腰圆槽。
9.优选地,上述的薄壁件车加工工装,其中所述工装本体与所述环板为一体浇铸成型结构。
10.优选地,上述的薄壁件车加工工装,其中所述工装本体由多个单体拼接而成。
11.优选地,上述的薄壁件车加工工装,其中所述工装本体与所述环板通过焊接固定。
12.本发明的有益效果是:工装本体以准工件内型面为基准设计,保证工装本体的外侧面与准工件内型面形状相同,便于工装本体能够贴合支撑准工件。通过在环板上设置通孔,在坯料上设置第二螺纹孔,可通过下拉螺栓将坯料固定在工装本体和环板上,便于工件外型面的精车。
13.外型面精车完毕后通过l型压板轻轻压住准工件顶部,将下压螺栓从顶部穿过l型压板的内部,且下端插入第一螺纹孔内与其螺纹连接,在l型压板与环板之间设置支撑环,
支撑环用于支撑l型压板的一侧,将下压螺栓拧紧,l型压板的一端与支撑环抵接,l型压板的另一端与待加工工件的顶部抵接。从而将车削后的准工件压紧,在切断时防止准工件蹿动。
14.该薄壁件车加工工装解决了薄壁件难以加工的问题。
附图说明
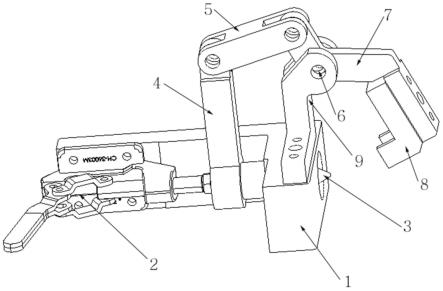
15.图1为本发明中工件车削完毕后切割前的装夹结构示意图;
16.图2为工装本体和环板的俯视图;
17.图3为工件加工前坯料的结构示意图;
18.图4为工装本体和环板的断面图;
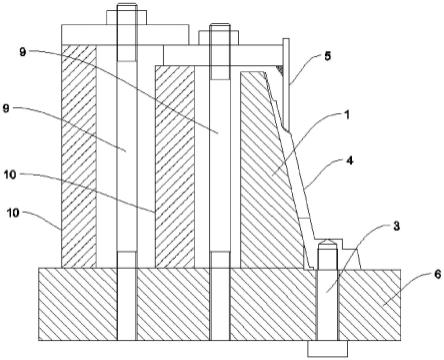
19.图5为坯料的装夹结构示意图;
20.图6为图5中坯料车削完毕后的结构示意图;
21.图7为腰圆槽的结构示意图。
22.附图中,各标号所代表的部件列表如下:
23.1、工装本体,2、坯料,3、下拉螺栓,4、准工件,5、l型压板,6、环板,7、通孔,8、第一螺纹孔,9、下压螺栓,10、支撑环,11、腰圆槽,12、环形凹槽,13、第二螺纹孔。
具体实施方式
24.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
25.如图1-图7所示,一种薄壁件车加工工装,包括环板6、l型压板5、工装本体1。工装本体1呈圆筒状,工装本体1固定在环板6上侧,两者中轴线重合。工装本体1与环板6为一体浇铸成型结构或两者通过焊接固定。
26.待加工工件选用初加工完毕后的坯料2,如图3所示,图3为断面图,坯料2为环状,坯料2大开口一端的端面上设置有一圈第二螺纹孔13,用于后续装夹紧固。将坯料2大端及外圆留余量,先将大端朝上,压紧大端外圆,精车准工件4的内型面(与工装本体贴合的一面)。工装本体1以准工件4内型面为基准设计,保证工装本体1的外侧面与准工件4内型面形状相同,便于工装本体1能够贴合支撑准工件4。工装本体1的外侧面上设置有3-10圈环形凹槽12,环形凹槽12之间等距排列,用于避开工件型线拐点以及便于薄壁工件后续拆卸,如图4所示。
27.环板6上开设有一圈通孔7,通孔7位于工装本体1的外侧,通孔7与第二螺纹孔13位置匹配。通孔7用于固定坯料2,第二螺纹孔13与通孔7之间通过安装下拉螺栓3将坯料2固定在工装本体1上。环板6上还开设有1~2圈第一螺纹孔8,第一螺纹孔8位于工装本体1的内侧。如图1所示,在对坯料2切割时,将下压螺栓9从顶部穿过l型压板5的内部,且下端插入第一螺纹孔8内与其螺纹连接,在l型压板5与环板6之间设置支撑环10,支撑环10用于支撑l型压板5的一侧,将下压螺栓9拧紧,l型压板5的一端与支撑环10抵接,l型压板5的另一端与待加工工件的顶部抵接。从而将车削后的准工件4压紧,在切断时防止准工件4蹿动。如图1所示,环板6上设有2圈第一螺纹孔8,由于工件顶部较薄较脆弱,使用l型压板5对其施压时不可压力过大,否则会对工件端部造成伤害,因此可在内圈的第一螺纹孔8上侧再设置一个压
板,使用同样的方法将l型压板5远离工件一端压紧,从而保证l型压板5顶部水平,可防止l型压板5外侧压力过大,对工件端部造成损伤。工装本体1的顶部设置有4-8组r10腰圆槽11,便于使用千分尺测量工件尖部壁厚。
28.加工步骤:精车准工件4内型面,清理干净工装本体1,工装本体1型面上刷润滑油,将坯料2大端朝下,使用下拉螺栓3将坯料2紧固在工装上,如图5所示。精车准工件4外型面,精车完毕后的形状如图6所示。若准工件4的内型面小端至大端不是递增,无法直接将准工件4套在工装本体1上,则可将工装主体1设计为多个单体拼接结构,在准工件4内侧拼装成整体从而支撑准工件4。在外型面的精车过程中,腰圆槽11的设计便于使用千分尺测量工件尖部壁厚。车削完毕后使用l型压板5轻轻压住准工件4顶部,将下压螺栓9从顶部穿过l型压板5的内部,且下端插入第一螺纹孔8内与其螺纹连接,在l型压板5与环板6之间设置支撑环10,支撑环10用于支撑l型压板5的一侧,将下压螺栓9拧紧,l型压板5的一端与支撑环10抵接,l型压板5的另一端与待加工工件的顶部抵接。从而将车削后的准工件4压紧,在切断时防止准工件4蹿动。使用切刀,将工件切断,并拆卸下成品工件。
29.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
30.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。