1.本发明涉及轴承座加工技术领域,具体为一种利于轴承座生产质量的加工装置及方法。
背景技术:
2.轴承座是用来支撑轴承的,固定轴承的外圈,仅仅让轴承的内圈进行转动,轴承的外圈保持不动,始终与传动的方向保持一致(比如电机运转方向),并且保持平衡;轴承座的概念就是轴承和箱体的集合体,以便于应用,这样的好处是可以有更好的配合,更方便的使用;
3.公开号为“cn104259761a”公开了一种利于轴承座生产质量的加工方法,包括顺序进行的以下步骤:铸造、加工基准面、孔加工、制作连接螺栓孔,所述加工基准面为加工坯料的端面;所述孔加工为加工位于所述端面轴向上的中心圆孔,孔加工包括粗加工孔和精加工孔两个步骤,所述粗加工孔为采用直径小于轴承座中心圆孔设计直径的钻头对坯料进行通孔钻制,得到预钻通孔;所述精加工孔为由预钻通孔的两端分别采用镗刀对预钻通孔进行扩孔处理,最后的到为同心异径孔的中心圆孔。本加工工艺路线简单,有利于轴承座的质量和生产效率;
4.传统轴承座胚料打孔工艺多数是人工将轴承座胚料运输至孔加工位处,使用夹持机构进行夹持固定后,升降打孔机构对轴承座胚料进行打孔作业,缺乏定位机构,轴承座胚料容易出现定位不准,且打孔机构在升降的过程中也容易出现位置偏移,从而影响轴承座的打孔加工质量,为此,我们提出一种利于轴承座生产质量的加工装置及方法用于解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种利于轴承座生产质量的加工装置及方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种利于轴承座生产质量的加工装置,包括底架,所述底架的顶端固定安装有运输组件,所述底架的一侧固定安装有防护仓,所述防护仓位置处的底架顶端固定安装有对称分布的两个第一架,两个所述第一架之间固定安装有定移机构,所述第一架的顶端固定安装有第二架,两个所述第二架之间固定安装有和定移机构配合使用的打孔机构。
7.作为本发明的一种优选技术方案,所述定移机构包括u型框,所述u型框固定安装在两个第一架之间,所述u型框设为中空结构,所述u型框的顶部相对侧均固定安装有平移横框,两个所述平移横框之间设有竖移纵框,两个所述竖移纵框的相对侧均固定安装有直线电缸,所述直线电缸的驱动端均固定安装有定位座,所述定位座的相对侧均可拆卸安装有定位板,所述定位板的外壁均固定安装有防护垫。
8.作为本发明的一种优选技术方案,所述定位座的顶端均固定安装有定位框,所述
定位框的中部均开设有定位穿槽,所述定位框设为中空结构,所述定位穿槽的内壁开设有进料通槽,所述定位框远离定位穿槽的一侧一体成型有连接管,所述连接管的端部均固定安装有集屑框,所述集屑框远离连接管的一端部均固定安装有连接头,所述集屑框靠近连接头的一侧固定卡设有过滤板,所述集屑框的底部可拆卸安装有密封盖。
9.作为本发明的一种优选技术方案,所述竖移纵框靠近平移横框的一侧中部固定安装有内螺卡筒,所述内螺卡筒滑动卡接在对应平移横框中,所述内螺卡筒远离竖移纵框的一侧中部螺纹卡设有螺纹杆,所述竖移纵框靠近平移横框的一侧固定安装有导向轴,所述导向轴滑动卡接在对应平移横框中,所述螺纹杆远离内螺卡筒的一侧延伸进u型框的顶部,所述螺纹杆远离内螺卡筒的一侧转动安装在u型框的顶部,所述螺纹杆远离内螺卡筒的一侧固定套设有从动蜗轮,所述u型框的顶部转动安装有和从动蜗轮啮合连接的驱动蜗杆,所述驱动蜗杆的底端固定安装有连接轴,所述连接轴转动安装在u型框中,所述连接轴的底部固定套设有冠齿轮,所述u型框的底部转动安装有辅轴,所述辅轴的两端部均固定安装有驱动齿轮,所述驱动齿轮和对应的冠齿轮啮合连接。
10.作为本发明的一种优选技术方案,所述辅轴的中部固定安装有第一齿轮,所述u型框内壁靠近第一齿轮的一侧固定安装有转动座,所述转动座的一侧固定安装有电机,所述电机的驱动端固定安装有驱动轴,所述驱动轴的外侧固定套设有和第一齿轮啮合连接的第二齿轮。
11.作为本发明的一种优选技术方案,所述打孔机构包括平移横架,所述平移横架固定安装在两个第二架之间,所述平移横架的两侧滑动卡设有十字卡座,所述十字卡座的底端和对应竖移纵框顶端固定安装,所述十字卡座的相对侧均固定安装有卡套座,所述卡套座滑动卡接在平移横架上,所述卡套座的中部固定安装有钻孔机,所述钻孔机的钻孔端位置和定位穿槽的位置竖直对应。
12.作为本发明的一种优选技术方案,所述运输组件包括对称分布的两个侧架组,所述侧架组固定安装在底架的顶端两侧,所述侧架组之间均设有转动辊,两个所述转动辊的外侧活动套设有传动皮带,所述传动皮带的顶部位于u型框、平移横框之间。
13.一种利于轴承座生产质量的加工方法,包括如下步骤:
14.步骤一、将待打孔加工的轴承座胚料放置在传动皮带上,开启两侧转动辊,带动传动皮带进行传动,对多个轴承座胚料进行自动运输,且轴承座胚料能够运输在u型框、平移横框之间;
15.步骤二、当轴承座胚料转动运输至定位框位置处时,且轴承座胚料打孔位置和定位穿槽位置水平对应,控制并开启电机带动驱动轴、第二齿轮转动,从而驱动第一齿轮和辅轴进行转动,带动两侧驱动齿轮驱动对应冠齿轮同步转动,从而带动两侧连接轴同步转动,带动两侧驱动蜗杆驱动对应从动蜗轮同步转动,从而同步带动两侧螺纹杆转动,配合导向轴在对应平移横框中滑动,带动两侧内螺卡筒相向移动,从而带动两侧竖移纵框相向移动,带动两侧定位座相向移动,直至防护垫和轴承座胚料外壁紧密接触,对轴承座胚料进行定位,此时,轴承座胚料打孔位置和定位穿槽位置竖直对应;
16.步骤三、两侧竖移纵框相向移动的同时,带动两侧十字卡座相向滑动,带动对应卡套座、钻孔机同步相向滑动,使钻孔机的钻孔端位置始终和定位穿槽的位置对应,同时,钻孔机的钻孔端位置和轴承座胚料打孔位置对应,此时,开启钻孔机,并开启直线电缸驱动定
位座稳定上升,从而带动定位的轴承座胚料稳定上升,此时,钻孔机的钻孔端逐步穿过定位穿槽,对稳定上升的轴承座胚料进行打孔作业,防止轴承座胚料打孔出现偏移;
17.步骤四、打孔作业的同时,产生的废料留置在定位穿槽中,同时开启抽风泵机构,定位框中形成负压,产生的废料会通过进料通槽进入定位框中,随后,通过连接管进入集屑框中,经过过滤板的隔离过滤,产生的废料收集在集屑框中,防止废料影响后续轴承座胚料的打孔作业。
18.与现有技术相比,本发明的有益效果在于:
19.1.通过设置定移机构,配合使用运输组件,对多个轴承座胚料进行自动运输,并对轴承座胚料进行定位,此时,轴承座胚料打孔位置和定位穿槽位置竖直对应,以便配合使用打孔机构对轴承座胚料打孔位置进行精准打孔,防止轴承座胚料打孔出现偏移,从而提升轴承座胚料加工质量。
20.2.打孔作业的同时,产生的废料留置在定位穿槽中,此时,开启抽风泵机构,定位框中形成负压,产生的废料会通过进料通槽进入定位框中,随后,通过连接管进入集屑框中,经过过滤板的隔离过滤,产生的废料收集在集屑框中,从而实现对废料的同步持续收集,防止废料影响后续轴承座胚料的打孔作业,从而提升了整个装置的使用效果。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
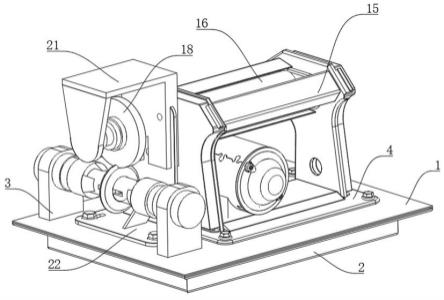
22.图1为本发明利于轴承座生产质量的加工装置结构示意图;
23.图2为本发明利于轴承座生产质量的加工装置的结构连接示意图;
24.图3为本发明中定移机构的结构连接示意图;
25.图4为本发明图3中a处的放大图;
26.图5为本发明图3中b处的放大图;
27.图6为本发明图3中c处的放大图;
28.图7为本发明中定移机构的部分结构连接示意图;
29.图8为本发明图7中d处的放大图;
30.图9为本发明中打孔机构的结构连接示意图;
31.图10为本发明中底架、运输组件的结构连接示意图。
32.图中:1、底架;2、运输组件;3、防护仓;4、第一架;5、定移机构;6、第二架;7、打孔机构;8、电机;51、u型框;52、平移横框;53、竖移纵框;54、内螺卡筒;541、螺纹杆;542、导向轴;55、从动蜗轮;551、驱动蜗杆;552、连接轴;56、冠齿轮;561、辅轴;562、驱动齿轮;57、第一齿轮;571、转动座;572、驱动轴;573、第二齿轮;58、定位座;581、直线电缸;59、定位板;591、防护垫;510、定位框;511、定位穿槽;512、进料通槽;513、连接管;514、集屑框;515、连接头;516、过滤板;517、密封盖;71、平移横架;72、十字卡座;73、卡套座;74、钻孔机;21、侧架组;22、转动辊;23、传动皮带。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例:如图1-10所示,本发明提供了一种利于轴承座生产质量的加工装置,包括底架1,底架1的顶端固定安装有运输组件2,底架1的一侧固定安装有防护仓3,通过设置防护仓3,能够对轴承座胚料打孔时进行防护,防护仓3位置处的底架1顶端固定安装有对称分布的两个第一架4,两个第一架4之间固定安装有定移机构5,第一架4的顶端固定安装有第二架6,两个第二架6之间固定安装有和定移机构5配合使用的打孔机构7。
35.运输组件2包括对称分布的两个侧架组21,侧架组21固定安装在底架1的顶端两侧,侧架组21之间均设有转动辊22,两个转动辊22的外侧活动套设有传动皮带23,使用时,将待打孔加工的轴承座胚料放置在传动皮带23上,开启两侧转动辊22,带动传动皮带23进行传动,从而对多个轴承座胚料进行自动运输和停止;
36.定移机构5包括u型框51,u型框51固定安装在两个第一架4之间,u型框51设为中空结构,u型框51的顶部相对侧均固定安装有平移横框52,传动皮带23的顶部位于u型框51、平移横框52之间,方便轴承座胚料运输至u型框51、平移横框52之间;
37.两个平移横框52之间设有竖移纵框53,竖移纵框53靠近平移横框52的一侧中部固定安装有内螺卡筒54,内螺卡筒54滑动卡接在对应平移横框52中,内螺卡筒54远离竖移纵框53的一侧中部螺纹卡设有螺纹杆541,竖移纵框53靠近平移横框52的一侧固定安装有导向轴542,导向轴542滑动卡接在对应平移横框52中,螺纹杆541远离内螺卡筒54的一侧延伸进u型框51的顶部,螺纹杆541远离内螺卡筒54的一侧转动安装在u型框51的顶部,通过驱动两侧螺纹杆541同步转动,配合导向轴542在对应平移横框52中滑动,带动两侧内螺卡筒54相向移动,从而带动两侧竖移纵框53相向移动,螺纹杆541远离内螺卡筒54的一侧固定套设有从动蜗轮55,u型框51的顶部转动安装有和从动蜗轮55啮合连接的驱动蜗杆551,驱动蜗杆551的底端均固定安装有连接轴552,连接轴552转动安装在u型框51中,通过驱动两侧连接轴552同步转动,带动两侧驱动蜗杆551驱动对应从动蜗轮55同步转动,从而同步带动两侧螺纹杆541转动,连接轴552的底部固定套设有冠齿轮56,u型框51的底部转动安装有辅轴561,辅轴561的两端部均固定安装有驱动齿轮562,驱动齿轮562和对应的冠齿轮56啮合连接,通过驱动辅轴561转动,带动两侧驱动齿轮562驱动对应冠齿轮56同步转动,从而带动两侧连接轴552同步转动;辅轴561的中部固定安装有第一齿轮57,u型框51内壁靠近第一齿轮57的一侧固定安装有转动座571,转动座571的一侧固定安装有电机8,电机8的驱动端固定安装有驱动轴572,驱动轴572的外侧固定套设有和第一齿轮57啮合连接的第二齿轮573,通过控制并开启电机8带动驱动轴572、第二齿轮573转动,从而驱动第一齿轮57和辅轴561进行转动。
38.两个竖移纵框53的相对侧均固定安装有直线电缸581,直线电缸581的驱动端均固定安装有定位座58,定位座58的顶端均固定安装有定位框510,定位框510的中部均开设有定位穿槽511,当轴承座胚料转动运输至定位框510位置处时,且轴承座胚料打孔位置和定位穿槽511位置水平对应,此时,通过两侧竖移纵框53相向移动,带动两侧定位座58相向移
动;
39.定位座58的相对侧均可拆卸安装有定位板59,定位板59的外壁均固定安装有防护垫591,两侧定位座58相向移动,直至防护垫591和轴承座胚料外壁紧密接触,对轴承座胚料进行定位,此时,轴承座胚料打孔位置和定位穿槽511位置竖直对应,以便后续对轴承座胚料打孔位置进行精准打孔;
40.打孔机构7包括平移横架71,平移横架71固定安装在两个第二架6之间,平移横架71的两侧滑动卡设有十字卡座72,十字卡座72的底端和对应竖移纵框53顶端固定安装,两侧竖移纵框53相向移动的同时,带动两侧十字卡座72相向滑动,十字卡座72的相对侧均固定安装有卡套座73,卡套座73滑动卡接在平移横架71上,卡套座73的中部固定安装有钻孔机74,钻孔机74的钻孔端位置和定位穿槽511的位置竖直对应,两侧十字卡座72相向滑动,带动对应卡套座73、钻孔机74同步相向滑动,使钻孔机74的钻孔端位置始终和定位穿槽511的位置对应,同时,钻孔机74的钻孔端位置和轴承座胚料打孔位置对应,此时,开启钻孔机74,并开启直线电缸581驱动定位座58稳定上升,从而带动定位的轴承座胚料稳定上升,此时,钻孔机74的钻孔端逐步穿过定位穿槽511,对稳定上升的轴承座胚料进行打孔作业,防止轴承座胚料打孔出现偏移,从而提升轴承座胚料加工质量。
41.定位框510设为中空结构,定位穿槽511的内壁开设有进料通槽512,定位框510远离定位穿槽511的一侧一体成型有连接管513,连接管513的端部均固定安装有集屑框514,集屑框514远离连接管513的一端部均固定安装有连接头515,其中,连接头515的端部和抽风泵机构的输入端连接,集屑框514靠近连接头515的一侧固定卡设有过滤板516,集屑框514的底部可拆卸安装有密封盖517,打孔作业的同时,产生的废料留置在定位穿槽511中,此时,开启抽风泵机构,定位框510中形成负压,产生的废料会通过进料通槽512进入定位框510中,随后,通过连接管513进入集屑框514中,经过过滤板516的隔离过滤,产生的废料收集在集屑框514中,从而实现对废料的同步持续收集,防止废料影响后续轴承座胚料的打孔作业,从而提升了整个装置的使用效果,废料收集完毕后,打开密封盖517,将废料排出处理。
42.一种利于轴承座生产质量的加工方法,包括如下步骤:
43.步骤一、将待打孔加工的轴承座胚料放置在传动皮带23上,开启两侧转动辊22,带动传动皮带23进行传动,对多个轴承座胚料进行自动运输,且轴承座胚料能够运输在u型框51、平移横框52之间;
44.步骤二、当轴承座胚料转动运输至定位框510位置处时,且轴承座胚料打孔位置和定位穿槽511位置水平对应,控制并开启电机8带动驱动轴572、第二齿轮573转动,从而驱动第一齿轮57和辅轴561进行转动,带动两侧驱动齿轮562驱动对应冠齿轮56同步转动,从而带动两侧连接轴552同步转动,带动两侧驱动蜗杆551驱动对应从动蜗轮55同步转动,从而同步带动两侧螺纹杆541转动,配合导向轴542在对应平移横框52中滑动,带动两侧内螺卡筒54相向移动,从而带动两侧竖移纵框53相向移动,带动两侧定位座58相向移动,直至防护垫591和轴承座胚料外壁紧密接触,对轴承座胚料进行定位,此时,轴承座胚料打孔位置和定位穿槽511位置竖直对应;
45.步骤三、两侧竖移纵框53相向移动的同时,带动两侧十字卡座72相向滑动,带动对应卡套座73、钻孔机74同步相向滑动,使钻孔机74的钻孔端位置始终和定位穿槽511的位置
对应,同时,钻孔机74的钻孔端位置和轴承座胚料打孔位置对应,此时,开启钻孔机74,并开启直线电缸581驱动定位座58稳定上升,从而带动定位的轴承座胚料稳定上升,此时,钻孔机74的钻孔端逐步穿过定位穿槽511,对稳定上升的轴承座胚料进行打孔作业,防止轴承座胚料打孔出现偏移;
46.步骤四、打孔作业的同时,产生的废料留置在定位穿槽511中,同时开启抽风泵机构,定位框510中形成负压,产生的废料会通过进料通槽512进入定位框510中,随后,通过连接管513进入集屑框514中,经过过滤板516的隔离过滤,产生的废料收集在集屑框514中,防止废料影响后续轴承座胚料的打孔作业。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。