1.本发明涉及填充用短纤维技术领域,尤其是一种填充用复合短纤维制造工艺。
背景技术:
2.短纤维是化学短纤维的俗称,是经熔体纺丝制备成纤维丝并成形后,再经切断成一定长度的制品。复合短纤维是经两种或者多种纤维材料复合制备而成的。例如:专利号为201720137472.0为了解决pbt和pet在热性能上存在一定差异,pbt的玻璃化温度、结晶温度和熔点都明显低于pet的各温度,且pbt熔体的流动性能也明显不同于pet等问题,引入能够保证pbt、pet双组份复合的纤维原料具有相近流变性的处置系统:pet螺杆挤压装置和pbt螺杆挤压装置,实现双组份具有相近的熔体粘度。再例如:专利号为201110087714.7为了解决超高分子量聚乙烯(uhmwpe)所具有的诸多不足,充分利用玄武岩纤维所具有的特性,将玄武岩纤维引入到超高分子量聚乙烯(uhmwpe)材料中,制备成复合材料,继而达到改善耐磨损性能,提高了抗压强度和硬度等性能。再例如:专利申请号为202210494551.2为了解决现有技术中普遍采用纺丝拉伸-复合二步法生产工艺流程或纺丝-拉伸-复合三步法生产工艺流程来生产弹性复合纤维时,其经常采用二次牵伸,导致纤维断裂强度较低,耐磨性和对各种不同类型形变的疲劳强度较低等缺陷,采用纺原丝集束-导丝-清洗-第一牵伸拉伸-加温-再次拉伸-加热-三次拉伸-叠丝卷曲的工艺,实现采用三道牵伸工艺,使得纤维承受外加张力的分子链数目增加,继而达到提高纤维的断裂强度等性能。
3.可见,现有技术无论是在工艺上,还是在复合短纤维原料选取上均做了研究,以便达到增强和改善所得复合短纤维的力学性能,保障纤维纺丝效果,提高短纤维综合性能的目的。可是,现有技术中对于复合短纤维工艺研究不深入,继而采用分别挤压或者制备成纤维丝之后再进行复合牵引拉伸工艺制备而成,不仅导致复合短纤维制备工艺流程较长,成本较高,而且所得的复合短纤维的力学效果依然不佳,造成所得复合短纤维的综合性能依然不理想。
技术实现要素:
4.为了解决现有技术中存在的上述技术问题,本发明提供一种填充用复合短纤维制造工艺,采用干燥-熔融-复合纺丝-冷却-卷绕-集束-牵伸-定型-切断-包装工艺流程制备而成,实现一次牵伸完成,缩短了工艺流程,且使得制备得到的复合短纤维断裂强度和断裂伸长率得到了大幅度的改善,为填充用复合短纤维制造提供了新思路。
5.具体是通过以下技术方案得以实现的:
6.本发明创造的目的在于提供填充用复合短纤维制造工艺,包括如下步骤:
7.(1)将pbt聚酯干燥至含水率<60mg/kg,且将pet聚酯干燥至含水率<60mg/kg,待用;
8.(2)将pbt聚酯与无机改性剂混合送入到螺杆熔融挤出机中熔融挤出,得到改性pbt聚酯熔体;且将pet聚酯与聚酰胺混合送入到螺杆熔融挤出机中熔融挤出,得到pet聚酯
熔体;
9.(3)将pet聚酯熔体与pbt聚酯熔体等量送入复合螺杆挤出纺丝机中复合纺丝,再经冷却-卷绕-集束-牵伸-定型-切断-包装,即得。
10.为了能够更好的保障pbt聚酯与pet聚酯复合制备成复合纤维丝后的力学性能优异,优选,所述步骤(2),pbt聚酯与无机改性剂质量比为1:0.01-0.1。更优选,所述步骤(2),pbt聚酯与无机改性剂质量比为1:0.03。更优选,所述无机改性剂为碳酸钙纤维和/或氧化铝粉末,且所述碳酸钙纤维长度为0.5-1.5mm,直径为1-3μm,所述氧化铝粉末粒径小于1μm。优选,所述pet聚酯和聚酰胺按照质量比为1:0.01-0.05混合。更优选,所述b组份选用pet聚酯和聚酰胺按照质量比为1:0.02混合而成的混合物。
11.为了能够缩短工艺流程,保障复合纺丝效果,优选,所述步骤(2)和所述步骤(3)为连续的。
12.优选,所述复合纺丝温度为260-280℃。
13.优选,所述冷却采用环吹风,且风温为20-30℃,风速为1m/min;所述卷绕速率为2000m/min;所述牵伸的牵伸比为2-2.5,牵伸温度为40-50℃,牵伸速度为100-130m/min。
14.与现有技术相比,本发明创造的技术效果体现在:
15.本发明创造工艺流程简单,工艺流程短,能耗低,充分避免了二次牵伸导致复合短纤维断裂强度和断裂伸长率不理想的缺陷,所生产的复合短纤维能够广泛应用作填充纤维,且复合短纤维断裂强度高、断裂伸长率优异。
附图说明
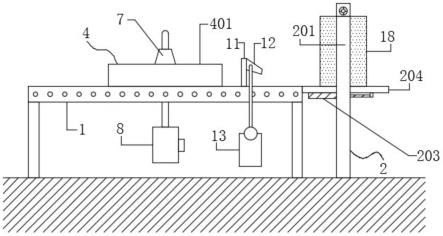
16.图1为本发明创造工艺流程图。
17.图中:组份a选用的是pbt聚酯,组份b选用的是pet聚酯。
具体实施方式
18.下面结合具体的实施方式来对本发明的技术方案做进一步的限定,但要求保护的范围不仅局限于所作的描述。
19.如图1所示,将组份a选用pbt聚酯,将组份b选用pet聚酯,经引入螺栓熔融挤出机熔融挤出,实现在螺杆熔融挤出机内分别采用无机改性剂对pbt聚酯改性后熔融、采用聚酰胺与pet聚酯复合后再熔融,再利用复合螺杆挤出纺丝机中复合纺丝,实现了两种熔体的均匀分散和融合,使得熔融纺丝后,经冷却-卷绕-集束-牵伸-定型-切断-包装工艺制备而成的复合短纤维的力学性能优异。具体在某些实施例中,提供如下工艺:
20.填充用复合短纤维制造工艺,包括如下步骤:
21.(1)将pbt聚酯干燥至含水率<60mg/kg,例如:55mg/kg、50mg/kg等,且将pet聚酯干燥至含水率<60mg/kg,例如:45mg/kg,35mg/kg等,待用;
22.(2)将pbt聚酯与无机改性剂混合送入到螺杆熔融挤出机中熔融挤出,得到改性pbt聚酯熔体;且将pet聚酯与聚酰胺混合送入到螺杆熔融挤出机中熔融挤出,得到pet聚酯熔体;
23.(3)将pet聚酯熔体与pbt聚酯熔体等量送入复合螺杆挤出纺丝机中复合纺丝,再经冷却-卷绕-集束-牵伸-定型-切断-包装,即得。
24.经过该工艺实现将pbt聚酯、pet聚酯在螺杆熔融挤出阶段分别改性和添加聚氨酯物料复合,实现了对pbt聚酯、pet聚酯在机械摩擦生热作用下,性能发生改善,再利用螺杆挤压复合纺丝工艺,实现两种熔体快速融合、均化,使得经纺丝-冷却-卷绕-集束-牵伸-定型-切断-包装工艺制备而成的复合短纤维的断裂强度和断裂伸长率得到大幅度的改善。
25.在某些优异的实施例中,所述pbt聚酯与所述无机改性剂质量比为1:0.01-0.1,例如:1:0.01,1:0.02,1:0.03,1:0.04,1:0.05,1:0.06,1:0.07,1:0.08,1:0.09,1:0.1等比例配合而成。
26.在某些优异的实施例中,所述无机改性剂为碳酸钙纤维和/或氧化铝粉末,且所述碳酸钙纤维长度为0.5-1.5mm,例如:长度介于0.5-0.6mm,0.5-0.8mm,0.5-1mm,0.8-0.9mm,0.8-1mm,0.8-1.4mm,1-1.2mm,1-1.3mm,1-1.5mm,1.3-1.5mm等长度,直径为1-3μm,例如:1μm、2μm、3μm等,这样更有助于在加入到pbt聚酯中后,能够经螺杆快速搅拌分散,实现与pbt聚酯熔融后快速融合而达到改性目的,所述氧化铝粉末粒径小于1μm,加快分散效果。
27.在某些优异实施例中,所述pet聚酯和聚酰胺按照质量比为1:0.01-0.05混合,例如按照质量比为:1:0.01,1:0.02,1:0.03,1:0.04,1:0.05等混合而成。
28.在某些优异的实施例中,所述步骤(2)和所述步骤(3)为连续的。提高了工艺的连续性,缩短了工艺流程,有助于降低能耗。
29.在某些优异的实施例中,所述复合纺丝温度为260-280℃。保障了两种熔体复合的纺丝,有助于保障和改善复合纤维丝的力学性能。
30.在某些实施例中,所述冷却采用环吹风,且风温为20-30℃,风速为1m/min;所述卷绕速率为2000m/min;所述牵伸的牵伸比为2-2.5,牵伸温度为40-50℃,牵伸速度为100-130m/min。
31.下面为了能够更好对本发明创造的技术方案所能够带来的技术效果做出阐述和说明,本研究者将本发明创造研究过程中所形成的相应研究结论,做出以下阐述,以便于本领域技术人员对本发明创造做出准确的掌握与理解,基于本发明创造中未尽事宜,本领域技术人员可以借助本领域技术人员所熟知的公知常识,常规技术手段以及现有技术加以理解和实现。
32.实施例1
33.将pbt聚酯干燥至含水率为55mg/kg,按照占pbt聚酯质量1%加入碳酸钙纤维(长度介于0.5-1.5mm之间,直径为1μm)混合后,送入螺杆熔融挤出机中熔融挤出,得到pbt聚酯熔体;将pet聚酯干燥至含水率40mg/kg,按照占pet聚酯质量1%加入聚酰胺混合,送入螺杆熔融挤出机中熔融挤出,得到pet聚酯熔体;将pbt聚酯熔体与pet聚酯熔体等质量比混合送入到复合螺杆挤出纺丝机中复合纺丝,使得在螺杆挤压作用力下,使得混合熔体从喷丝板上喷出,经冷却
‑‑
卷绕-集束-牵伸-定型-切断-包装,即得;冷却采用环吹风,且风温为20℃,风速为1m/min;所述卷绕速率为2000m/min;所述牵伸的牵伸比为2,牵伸温度为40℃,牵伸速度为100m/min。
34.实施例2
35.将pbt聚酯干燥至含水率50mg/kg,按照占pbt聚酯质量10%加入碳酸钙纤维(长度介于0.5-1.0mm之间,直径为3μm)混合后,送入螺杆熔融挤出机中熔融挤出,得到pbt聚酯熔体;将pet聚酯干燥至含水率50mg/kg,按照占pet聚酯质量5%加入聚酰胺混合,送入螺杆熔
融挤出机中熔融挤出,得到pet聚酯熔体;将pbt聚酯熔体与pet聚酯熔体等质量比混合送入到复合螺杆挤出纺丝机中复合纺丝,使得在螺杆挤压作用力下,使得混合熔体从喷丝板上喷出,经冷却-卷绕-集束-牵伸-定型-切断-包装,即得;冷却采用环吹风,且风温为30℃,风速为1m/min;所述卷绕速率为2000m/min;所述牵伸的牵伸比为2.5,牵伸温度为50℃,牵伸速度为130m/min。
36.实施例3
37.将pbt聚酯干燥至含水率45mg/kg,按照占pbt聚酯质量5%加入碳酸钙纤维(长度介于0.5-0.8mm之间,直径为3μm)混合后,送入螺杆熔融挤出机中熔融挤出,得到pbt聚酯熔体;将pet聚酯干燥至含水率50mg/kg,按照占pet聚酯质量3%加入聚酰胺混合,送入螺杆熔融挤出机中熔融挤出,得到pet聚酯熔体;将pbt聚酯熔体与pet聚酯熔体等质量比混合送入到复合螺杆挤出纺丝机中复合纺丝,使得在螺杆挤压作用力下,使得混合熔体从喷丝板上喷出,经冷却-卷绕-集束-牵伸-定型-切断-包装,即得;冷却采用环吹风,且风温为25℃,风速为1m/min;所述卷绕速率为2000m/min;所述牵伸的牵伸比为2.3,牵伸温度为45℃,牵伸速度为120m/min。
38.实施例4
39.在实施例1的基础上,碳酸钙纤维采用粒径小于1μm的氧化铝粉末代替,其他均同实施例1。
40.实施例5
41.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的1%,其他均同实施例1。
42.实施例6
43.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的5%,其他均同实施例1。
44.实施例7
45.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的8%,其他均同实施例1。
46.实施例8
47.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的10%,其他均同实施例1。
48.实施例9
49.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的11%,其他均同实施例1。
50.实施例10
51.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的15%,其他均同实施例1。
52.实施例11
53.在实施例1的基础上,在碳酸钙纤维中还配入有粒径小于1μm的氧化铝粉末,且所述氧化铝粉末占所述碳酸钙纤维质量的20%,其他均同实施例1。
54.实施例12
55.在实施例1的基础上,在pbt聚酯中不添加碳酸钙纤维,其他均同实施例1。
56.实施例13
57.在实施例1的基础上,在pet聚酯中不添加聚酰胺,其他均同实施例1。
58.实施例14
59.在实施例4的基础上,在pet聚酯中不添加聚酰胺,其他均同实施例4。
60.实施例15
61.在实施例7的基础上,在pet聚酯中不添加聚酰胺,其他均同实施例7。
62.实施例16
63.在实施例1基础上,将pbt聚酯与碳酸钙纤维混合,得pbt混料;将pet聚酯与聚酰胺混合,得pet混料;将pbt混料与pet混料混合后熔融成复合熔体,再经螺杆熔融挤压喷丝,再经冷却-卷绕-集束-牵伸-定型-切断-包装,即得,其他均同实施例1。
64.经对上述实施例1-15制备所得的短纤维进行质量指标检测,其结果如下表1所示。
65.表1填充用复合短纤维质量指标检测
[0066] 线密度(dtex)断裂强度(cn/dtex)断裂伸长率(%)切断长度(mm)实施例11.643.454851实施例21.593.515146实施例31.693.625048实施例41.623.484960实施例51.583.213962实施例61.614.026257实施例71.633.986555实施例81.654.055953实施例91.663.353842实施例101.613.184039实施例111.642.863340实施例121.623.063157实施例131.593.013650实施例141.603.043256实施例151.623.113455实施例161.532.643162
[0067]
由表1可知,对于工艺条件的变化,对所得复合短纤维的线密度影响不显著,但处理工艺条件不相同,将会导致复合短纤维的断裂强度、断裂伸长率发生显著的变化。本发明创造复合短纤维制造工艺,能够使得复合短纤维断裂强度达到3.3cn/dtex以上,且断裂伸长率达到38%以上,极大程度改善了复合短纤维的力学性能。相比直接将pbt聚酯、无机改性剂混合成混料,将pet聚酯与聚酰胺混合成混料后,再将两种混料复合后熔融成熔体,再经喷丝制备复合短纤维的工艺来说,其断裂强度有着显著的改善。
[0068]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。