1.本发明涉及一种卷筒纸纸芯管变形修复装置,尤其是涉及一种高速自动凹版印刷机用卷筒纸纸芯管修复装置及修复方法。
背景技术:
2.凹版印刷作为印刷工艺的一种,因其印制品墨层厚实,颜色鲜艳、饱和度高、印品质量稳定、印刷速度快等优点在印刷包装领域内占有重要的地位。凹版印刷机使用的纸张为卷筒纸,其纸芯管是圆形的,根据客户使用需求,卷筒纸的纸芯管大小、纸卷幅宽及纸卷外径各不相同,每卷纸的重量也不一样,最轻的也有300kg,重的接近1000kg。纸芯管有3英寸、6英寸、12英寸三中规格。卷筒纸的纸芯管主要是以废纸料为原材料,通过卷管机卷绕成管后经挤压成型,因此其承压能力有一定限度,在生产搬运、运输、仓储转运等过程中会受到一定程度的外力作用,正常情况下纸芯管不会产生变形,但在上车、下车搬运过程中,以及运输过程中难免会发生意外,在非正常外力的作用下,卷筒纸纸芯管会发生变形,导致纸芯管不再是圆形的,发生变形的纸芯管圆形气涨轴不能顺利穿过该纸芯管,也就不能上机使用。只能做退货处理,退还给纸张生产商重新生产,这样就增加了纸张生产商的运输成本及生产成本,如果运输途中发生意外,卷筒纸纸芯管变形的纸卷会增多,导致正常的纸卷就不够生产使用,影响生产进度及交货时间。有时印刷厂在仓储搬移过程中也会发生意外,导致卷筒纸纸芯管变形不能上机使用,只能按照废纸来处理,废纸的售价只有原纸价的十分之一,这样又增加了印刷厂的生产成本。如果能发明一种卷筒纸纸芯管变形修复装置,可以将变形的卷筒纸纸芯管修复后再使用,这样就不会增加供货方及使用方的生产成本,还能保证生产正常进行,按时供货。
技术实现要素:
3.本发明提供了一种高速自动凹版印刷机用卷筒纸纸芯管修复装置及修复方法,解决了凹版印刷机用卷筒纸纸芯管变形后不能上机使用,影响正常生产,还会增加供货方及使用方的生产成本的问题,其技术方案如下所述:
4.一种高速自动凹版印刷机用卷筒纸纸芯管修复装置,包括不同尺寸的纸芯管修复装置,所述纸芯管修复装置均包括依次连接的圆锥面和圆柱;对于相邻尺寸的纸芯管修复装置,小尺寸的纸芯管修复装置的圆柱能够和大尺寸的纸芯管修复装置的圆锥面固定连接,且连接部位平滑过渡;所述不同尺寸的纸芯管修复装置均为中空结构,设置有能够穿过同一螺杆的通孔。
5.所述纸芯管修复装置包括第一纸芯管修复装置、第二纸芯管修复装置和第三纸芯管修复装置;所述第一纸芯管修复装置中,从右到左分为第一圆锥面和第一圆柱;第二纸芯管修复装置,从右到左分为第二圆锥面和第二圆柱,所述第三纸芯管修复装置中,从右到左分为第三圆锥面和第三圆柱。
6.所述第三纸芯管修复装置中,所述第三圆柱的外径为3英寸,所述第三圆锥面的锥尖的外径为1.5英寸,所述第三圆柱的圆形表面均匀设置有带螺纹的第三螺丝孔。
7.所述第二纸芯管修复装置中,所述第二圆柱的外径为6英寸,所述第二圆锥面的锥尖的外径为3英寸,所述第二圆柱的圆形表面均匀设置有带螺纹的第二螺丝孔;以及均匀设置有不带螺纹的第二穿透螺丝孔,所述第二穿透螺丝孔和第三纸芯管修复装置的带螺纹的第三螺丝孔相配合,通过螺丝进行固定。
8.所述第一纸芯管修复装置中,所述第一圆柱的外径为12英寸,所述第一圆锥面的锥尖的外径为6英寸,所述第一圆柱的圆形表面上设置有不带螺纹的第一穿透螺丝孔,用于与第二纸芯管修复装置的带螺纹的第二螺丝孔相配合,通过螺丝进行固定。
9.所述大尺寸的纸芯管修复装置的圆锥面的锥尖的外径尺寸,和相邻的大尺寸的纸芯管修复装置的圆柱外径尺寸相同。
10.还包括橡胶垫、钢套、钢垫圈、螺帽、与螺帽配套使用的螺杆、支撑架,所述橡胶垫、钢套、钢垫圈均对应纸芯管修复装置设置有不同尺寸,所述螺杆的一端依次穿过纸芯管修复装置、待修复卷筒纸纸芯管、橡胶垫、钢套、钢垫圈和螺帽,所述橡胶垫、钢套、钢垫圈的下端通过支撑架的圆弧型托垫承载,所述螺杆的另一端设置有凸部。
11.一种高速自动凹版印刷机用卷筒纸纸芯修复方法,对3英寸的纸芯管修复时,螺杆的一端依次穿过第三纸芯管修复装置、3英寸卷筒纸纸芯管、第三橡胶垫、第三钢套、第三钢垫圈和螺帽,所述第三橡胶垫、第三钢套、第三钢垫圈的下端通过第三圆弧型托垫承载,其中,所述第三橡胶垫、第三钢套、第三钢垫圈和第三圆弧型托垫的尺寸对应3英寸;包括以下步骤:
12.s1:用扳手旋转螺帽,在旋转过程中,第三钢垫圈、第三钢套、第三橡胶垫逐步向卷筒纸的端面靠近,直至压紧;
13.s2:继续旋转螺帽,螺杆会轴向移动,螺杆另一端的凸部将第三纸芯管修复装置逐步压进卷筒纸的3英寸纸芯管内;
14.s3:继续旋转螺帽,第三纸芯管修复装置在第三圆锥面的作用下逐步把变形的纸芯管撑起来,直到整个第三纸芯管修复装置完全进入3英寸纸芯管内,并从另一端出来;
15.此时第三纸芯管修复装置在第三圆柱面的整形下,使变形的3英寸纸芯管恢复成原来的圆形管。
16.进一步的,对6英寸的纸芯管修复时,先将第二纸芯管修复装置与第三纸芯管修复装置进行固定,将螺杆的一端依次穿过第二纸芯管修复装置、第三纸芯管修复装置、6英寸卷筒纸纸芯管、第二橡胶垫、第二钢套、第二钢垫圈和螺帽,所述第二橡胶垫、第二钢套、第二钢垫圈的下端通过第二圆弧型托垫承载,其中,所述第二橡胶垫、第二钢套、第二钢垫圈和第二圆弧型托垫的尺寸对应6英寸;包括以下步骤:
17.s11:用扳手旋转螺帽,在旋转过程中,第二钢垫圈、第二钢套、第二橡胶垫逐步向卷筒纸的端面靠近,直至压紧;
18.s12:继续旋转螺帽,螺杆会轴向移动,螺杆另一端的凸部将第三纸芯管修复装置和第二纸芯管修复装置逐步压进卷筒纸的6英寸纸芯管内;
19.s13:继续旋转螺帽,第三纸芯管修复装置在第三圆锥面的作用下,第二纸芯管修复装置在第二圆锥面的作用下,逐步把变形的纸芯管撑起来,直到整个第二纸芯管修复装
置完全进入6英寸纸芯管内,并从另一端出来;
20.此时第三纸芯管修复装置在第三圆柱面的整形下,第二纸芯管修复装置在第二圆柱面的整形下,使变形的6英寸纸芯管恢复成原来的圆形管。
21.进一步的,对12英寸纸芯管修复时,将第一纸芯管修复装置、第二纸芯管修复装置与第三纸芯管修复装置进行固定,将螺杆的一端依次穿过第一纸芯管修复装置、第二纸芯管修复装置、第三纸芯管修复装置、12英寸卷筒纸纸芯管、橡胶垫、钢套、钢垫圈和螺帽,所述橡胶垫、钢套、钢垫圈的下端通过圆弧型托垫承载,其中,所述橡胶垫、钢套、钢垫圈和圆弧型托垫的尺寸对应12英寸;包括以下步骤:
22.s21:用扳手旋转螺帽,在旋转过程中,钢垫圈、钢套、橡胶垫逐步向卷筒纸的端面靠近,直至压紧;
23.s22:继续旋转螺帽,螺杆轴向移动,螺杆另一端的凸部将第三纸芯管修复装置、第二纸芯管修复装置和第一纸芯管修复装置逐步压进卷筒纸的12英寸纸芯管内;
24.s23:继续旋转螺帽,第三纸芯管修复装置在第三圆锥面的作用下,第二纸芯管修复装置在第二圆锥面的作用下,第一纸芯管修复装置在第一圆锥面的作用下,逐步把变形的纸芯管撑起来,直到整个第一纸芯管修复装置完全进入12英寸纸芯管内,并从另一端出来;
25.此时第三纸芯管修复装置在第三圆柱面的整形下,第二纸芯管修复装置在第二圆柱面的整形下,第一纸芯管修复装置在第一圆柱面的作用下,使变形的12英寸纸芯管恢复成原来的圆形管。
26.所述高速自动凹版印刷机用卷筒纸纸芯管修复装置及修复方法,能够使变形后的卷筒纸纸芯管在该装置的修复下基本恢复成原来的圆形纸芯管,让气涨轴能顺利穿过纸芯管,在气压的作用下卷筒纸固定在气涨轴上,然后正常上机生产。这样就不会增加供货方及使用方的生产成本,还能保证生产正常进行,按时供货。
附图说明
27.图1是所述高速自动凹版印刷机用卷筒纸纸芯管修复装置的结构示意图;
28.图2a是3英寸的纸芯管修复装置结构示意图;
29.图2b是3英寸的纸芯管修复装置侧面示意图;
30.图3a是6英寸的纸芯管修复装置结构示意图;
31.图3b是6英寸的纸芯管修复装置侧面示意图;
32.图4a是12英寸的纸芯管修复装置结构示意图;
33.图4b是12英寸的纸芯管修复装置侧面示意图;
34.图5a是螺杆结构示意图;
35.图5b是螺杆侧面示意图;
36.图6a是螺帽结构示意图;
37.图6b是螺帽侧面示意图;
38.图7是支撑架结构示意图。
39.图8是3英寸的纸芯管变形修复工作示意图;
40.图9是6英寸的纸芯管变形修复工作示意图。
具体实施方式
41.因为卷筒纸纸芯管有3英寸、6英寸、12英寸三种规格,故本发明对应的高速自动凹版印刷机用卷筒纸纸芯管修复装置(后面简称为纸芯管修复装置)也有3英寸、6英寸、12英寸三种规格,根据卷筒纸纸芯管的规格来设计制作一个一端为圆柱形、另外一端为圆锥形的纸芯管修复装置,3英寸的纸芯管修复装置的圆柱形的外径尺寸为3英寸、另一端圆锥形的锥尖外径尺寸为1.5英寸。6英寸的纸芯管修复装置的圆柱形的外径尺寸为6英寸、另一端圆锥形的锥尖外径尺寸为3英寸。12英寸的纸芯管修复装置的圆柱形的外径尺寸为12英寸、另一端圆锥形的锥尖外径尺寸为6英寸。当纸芯管变形较严重时就需要将不同尺寸的纸芯管修复装置组合起来使用,此时将螺丝通过螺丝孔,将不同尺寸的纸芯管修复装置连接在一起,为保证平稳过度,不会伤到纸芯管,故3英寸纸芯管修复装置的圆柱面尺寸与6英寸纸芯管修复装置的锥尖面尺寸一样,6英寸纸芯管修复装置的圆柱面尺寸与12英寸纸芯管修复装置的锥尖面尺寸一样。
42.如果不组合起来使用,就需要将6英寸纸芯管修复装置的锥尖与12英寸纸芯管修复装置的锥尖尺寸都做成1.5英寸,这样纸芯管修复装置的体积会很大,重量也随之增加许多,使用起来及不方便,故纸芯管修复装置按照以上尺寸制作。
43.再制作一根足够长的螺杆,与螺杆配套的钢垫圈及螺帽,以及外径与纸芯管一致、内径分别为3英寸、6英寸、12英寸的圆柱形钢套及圆形橡胶垫各一个。为了使用方便及安全考虑,再制作一个支撑架,在这些装置的配合使用下,就可以把卷筒纸变形的纸芯管基本修复成原来的圆形纸芯管,使气涨轴能顺利穿过纸芯管并正常上机使用。这样就不会增加供货方及使用方的生产成本,还能保证生产正常进行,按时供货。
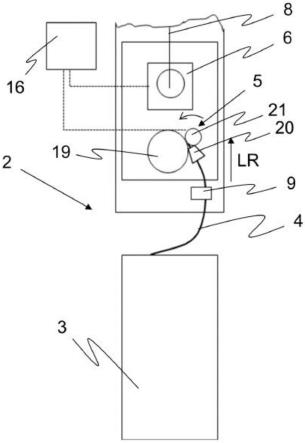
44.如图1所示,凹版印刷机用的卷筒纸1,纸卷圆周一侧存在变形部位3,卷筒纸1中部的卷筒纸纸芯管2,对应变形部位3的位置同样存在变形情况,因此,需要利用纸芯管修复装置进行修复。
45.所述高速自动凹版印刷机用卷筒纸纸芯管修复装置,包括依次连接的第一纸芯管修复装置13、第二纸芯管修复装置8和第三纸芯管修复装置4,其中,所述第一纸芯管修复装置13为12英寸的纸芯管修复装置,所述第二纸芯管修复装置8为6英寸的纸芯管修复装置,所述第三纸芯管修复装置4为3英寸的纸芯管修复装置。
46.如图2a和图2b所示,所述第三纸芯管修复装置4中,从右到左分为第三圆锥面6和第三圆柱5,所述第三圆柱5的外径为3英寸,与3英寸纸芯管内径一样,用于将变形的3英寸纸芯管修复成标准管。所述第三圆锥面6的锥尖的外径为1.5英寸,用于将变形的纸芯管逐步恢复到原来的形状。所述第三圆柱5的圆形表面设置有带螺纹的第三螺丝孔7,所述第三螺丝孔7设置有三个,均匀地分布在第三圆柱5上,用于与第二纸芯管修复装置8进行连接固定。
47.如图3a和图3b所示,所述第二纸芯管修复装置8中,从右到左分为第二圆锥面9和第二圆柱10,所述第二圆柱10的外径为6英寸,与6英寸纸芯管内径一样,用于将变形的6英寸纸芯管修复成标准管。所述第二圆锥面9的锥尖的外径为3英寸,和第三纸芯管修复装置4的第三圆柱5的外径尺寸一致,用于和第三纸芯管修复装置4配合使用时平稳过渡,将变形的纸芯管逐步恢复到原来的形状。所述第二圆柱10的圆形表面设置有带螺纹的第二螺丝孔11,所述第二螺丝孔11设置有三个,均匀地分布在第二圆柱10上,用于与第一纸芯管修复装
置13进行连接固定。
48.所述第二圆柱10的圆形表面上还设置有不带螺纹的第二穿透螺丝孔12,用于与第三纸芯管修复装置4连接固定,所述第二穿透螺丝孔12贯穿第二圆柱10和第二圆锥面9,用于与第三纸芯管修复装置4的第三螺丝孔7配合使用,其设置有三个,均匀的分布在第二圆柱10上,位置和第三螺丝孔7的位置相对应。可见,所述三个第二螺丝孔11的圆周面积大于第二穿透螺丝孔12的圆周面积。
49.如图4a和图4b所示,所述第一纸芯管修复装置13中,从右到左分为第一圆锥面14和第一圆柱15,所述第一圆柱15的外径为12英寸,与12英寸纸芯管内径一样,用于将变形的12英寸纸芯管修复成标准管。所述第一圆锥面14的锥尖的外径为6英寸,和第二纸芯管修复装置8的第二圆柱10的外径尺寸一致,用于和第二纸芯管修复装置8配合使用时平稳过渡,将变形的纸芯管逐步恢复到原来的形状。
50.所述第一圆柱15的圆形表面上还设置有不带螺纹的第一穿透螺丝孔16,用于与第二纸芯管修复装置8连接固定,所述第一穿透螺丝孔16贯穿第一圆柱15和第一圆锥面14,用于与第二纸芯管修复装置8的第二螺丝孔11配合使用,其设置有三个,均匀的分布在第一圆柱15上,位置和第二螺丝孔11的位置相对应。
51.进一步的,所述第一纸芯管修复装置13、第二纸芯管修复装置8和第三纸芯管修复装置4均为中空结构,设置有通孔,用于穿过下面所述的螺杆21,所述第一纸芯管修复装置13设置有第一通孔28,第二纸芯管修复装置8设置有第二通孔27,第三纸芯管修复装置4设置有第一通孔26。
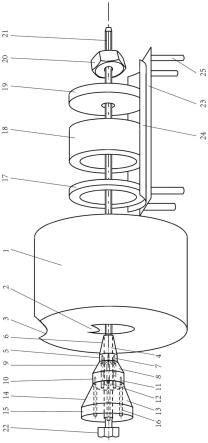
52.所述高速自动凹版印刷机用卷筒纸纸芯管修复装置,还包括橡胶垫17、钢套18、钢垫圈19、螺帽20、与螺帽配套使用的螺杆21、支撑架23。
53.所述橡胶垫17柔软,不会损伤紧靠卷芯的卷筒纸端面,有3英寸、6英寸、12英寸三种规格,与对应的3英寸、6英寸、12英寸卷筒纸纸芯管使用。
54.所述钢套18用于保证纸芯管修复装置从纸芯管2出来后安全进入到该钢套18内,不会发生意外掉落,所述钢套18有3英寸、6英寸、12英寸三种规格,与对应的3英寸、6英寸、12英寸卷筒纸纸芯管使用。
55.所述钢垫圈19的内径比螺杆21稍大,所述螺杆21能正常穿过即可,且小于螺帽20的外径,用于挡住螺帽20。外径有3英寸、6英寸、12英寸三种规格,与对应的3英寸、6英寸、12英寸卷筒纸纸芯管使用。
56.所述螺帽20,以及与螺帽配套使用的螺杆21,如图6a和图6b所示,工作时螺帽20旋转使螺杆21带着纸芯管修复装置进入卷筒纸纸芯管2内,螺帽20为正六边形;如图5a和图5b所示,螺杆21的另一端设置有凸部22,螺杆21和凸部22二者是加工成一体的,用于带动纸芯管修复装置移动。所述凸部22为正六边形,对边长度大于纸芯管修复装置的通孔直径。
57.如图7所示,所述支撑架23,所述支撑架23的下表面设置有四个支撑角25。所述支撑架23的上表面设置有圆弧型托垫24,用于橡胶垫17、钢套18、钢垫圈19的托垫,保证工作时人身及装置的安全,所述圆弧型托垫24的圆弧与钢套18的外径一致,因此对应设置有3英寸、6英寸、12英寸三种。圆弧型托垫24的底部通过螺栓固定在支撑架23上。
58.下面介绍本发明提供的纸芯管修复装置的使用方法:
59.方法一:3英寸的纸芯管修复
60.当3英寸卷筒纸纸芯管2a变形,气涨轴不能穿过时,按照图8所示,采用的部件包括第三纸芯管修复装置4、第三橡胶垫17a、第三钢套18a、第三钢垫圈19a和第三圆弧型托垫24a;采用的部件还包括螺帽20、螺杆21及支撑架23。其中,所述第三橡胶垫17a是指3英寸的橡胶垫,第三钢套18a是指3英寸的钢套;第三钢垫圈19a是指3英寸的钢垫圈,所述第三圆弧型托垫24a是指圆弧与第三钢套18a匹配的圆弧型托垫。
61.对3英寸的纸芯管修复时,此时螺杆21的一端依次穿过第三纸芯管修复装置4、3英寸卷筒纸纸芯管2a、第三橡胶垫17a、第三钢套18a、第三钢垫圈19a和螺帽20,所述第三橡胶垫17a、第三钢套18a、第三钢垫圈19a的下端通过第三圆弧型托垫24a承载。
62.修复内容包括以下步骤:
63.s1:用扳手旋转螺帽20,在旋转过程中,第三钢垫圈19a、第三钢套18a、第三橡胶垫17a逐步向卷筒纸1a的端面靠近,直至压紧;
64.s2:继续旋转螺帽20,螺杆21会轴向移动,螺杆21另一端的凸部22会将第三纸芯管修复装置4逐步压进卷筒纸1a的3英寸纸芯管2a内;
65.s3:继续旋转螺帽20,第三纸芯管修复装置4在第三圆锥面6的作用下逐步把变形的纸芯管2a撑起来,直到整个第三纸芯管修复装置4完全进入3英寸纸芯管2a内,并从另一端出来;此时第三纸芯管修复装置4在第三圆柱面5的整形下,使变形的3英寸纸芯管2a基本恢复成原来的圆形管。
66.这样3英寸气涨轴就能顺利穿过3英寸纸芯管,在气压的作用下卷筒纸固定在气涨轴上,然后正常上机生产。
67.方法二:6英寸的纸芯管修复
68.当6英寸卷筒纸纸芯管严重变形,气涨轴不能穿过时,按照图9所示,采用的部件包括第二纸芯管修复装置8、第三纸芯管修复装置4、第二橡胶垫17b、第二钢套18b、第二钢垫圈19b和第二圆弧型托垫24b;采用的部件还包括螺帽20、螺杆21及支撑架23。其中,所述第二橡胶垫17b是指6英寸的橡胶垫,第二钢套18b是指6英寸的钢套;第二钢垫圈19b是指6英寸的钢垫圈,所述第二圆弧型托垫24b是指圆弧与第二钢套18b匹配的圆弧型托垫。
69.对6英寸的纸芯管修复时,先将第二纸芯管修复装置8与第三纸芯管修复装置4进行固定,用螺丝通过第二穿透螺丝孔12,旋入对应的第三纸芯管修复装置4的第三螺纹孔7内,在第三纸芯管修复装置4和第二纸芯管修复装置8连接固定好后。然后再将螺杆21的一端依次穿过第二纸芯管修复装置8、第三纸芯管修复装置4、6英寸卷筒纸纸芯管2b、第二橡胶垫17b、第二钢套18b、第二钢垫圈19b和螺帽20,所述第二橡胶垫17b、第二钢套18b、第二钢垫圈19b的下端通过第二圆弧型托垫24b承载。
70.修复内容包括以下步骤:
71.s11:用扳手旋转螺帽20,在旋转过程中,第二钢垫圈19b、第二钢套18b、第二橡胶垫17b逐步向卷筒纸1b的端面靠近,直至压紧;
72.s12:继续旋转螺帽20,螺杆21会轴向移动,螺杆21另一端的凸部22会将第三纸芯管修复装置4和第二纸芯管修复装置8逐步压进卷筒纸1b的6英寸纸芯管2b内;
73.s13:继续旋转螺帽20,第三纸芯管修复装置4在第三圆锥面6的作用下,第二纸芯管修复装置8在第二圆锥面9的作用下,逐步把变形的纸芯管2b撑起来,直到整个第二纸芯管修复装置8完全进入6英寸纸芯管2b内,并从另一端出来;此时第三纸芯管修复装置4在第
三圆柱面5的整形下,第二纸芯管修复装置8在第二圆柱面10的整形下,使变形的6英寸纸芯管2b基本恢复成原来的圆形管。
74.这样6英寸气涨轴就能顺利穿过6英寸纸芯管,在气压的作用下卷筒纸固定在气涨轴上,然后正常上机生产。
75.方法三:12英寸纸芯管修复
76.当12英寸卷筒纸纸芯管严重变形,气涨轴不能穿过时,按照图1所示,采用的部件包括第一纸芯管修复装置13、第二纸芯管修复装置8、第三纸芯管修复装置4、橡胶垫17、钢套18、钢垫圈19和圆弧型托垫24;采用的部件还包括螺帽20、螺杆21及支撑架23。其中,所述橡胶垫17是指12英寸的橡胶垫,钢套18是指12英寸的钢套;钢垫圈19是指12英寸的钢垫圈,所述圆弧型托垫24是指圆弧与钢套18匹配的圆弧型托垫。
77.对12英寸的纸芯管修复时,先将第二纸芯管修复装置8与第三纸芯管修复装置4进行固定,用螺丝通过第二穿透螺丝孔12,旋入对应的第三纸芯管修复装置4的第三螺纹孔7内。在第三纸芯管修复装置4和第二纸芯管修复装置8连接固定好后,再将第一纸芯管修复装置13用螺丝通过第一穿透螺丝孔16,旋入第二纸芯管修复装置8对应的第二螺纹孔11内,这样第三纸芯管修复装置4与第二纸芯管修复装置8及第一纸芯管修复装置13就连接在一起。
78.最后将螺杆21的一端依次穿过第一纸芯管修复装置13、第二纸芯管修复装置8、第三纸芯管修复装置4、12英寸卷筒纸纸芯管2、橡胶垫17、钢套18、钢垫圈19和螺帽20,所述橡胶垫17、钢套18、钢垫圈19的下端通过圆弧型托垫24承载。
79.修复内容包括以下步骤:
80.s21:用扳手旋转螺帽20,在旋转过程中,钢垫圈19、钢套18、橡胶垫17逐步向卷筒纸1的端面靠近,直至压紧;
81.s22:继续旋转螺帽20,螺杆21会轴向移动,螺杆21另一端的凸部22会将第三纸芯管修复装置4、第二纸芯管修复装置8和第一纸芯管修复装置13逐步压进卷筒纸1的12英寸纸芯管2内;
82.s23:继续旋转螺帽20,第三纸芯管修复装置4在第三圆锥面6的作用下,第二纸芯管修复装置8在第二圆锥面9的作用下,第一纸芯管修复装置13在第一圆锥面14的作用下,逐步把变形的纸芯管2撑起来,直到整个第一纸芯管修复装置13完全进入12英寸纸芯管2内,并从另一端出来;此时第三纸芯管修复装置4在第三圆柱面5的整形下,第二纸芯管修复装置8在第二圆柱面10的整形下,第一纸芯管修复装置13在第一圆柱面15的作用下,使变形的12英寸纸芯管2基本恢复成原来的圆形管。
83.这样12英寸气涨轴就能顺利穿过12英寸纸芯管,在气压的作用下卷筒纸固定在气涨轴上,然后正常上机生产。
84.方法四:当6英寸、12英寸卷筒纸纸芯管变形不是很严重,只是轻微变形,导致气涨轴不宜穿过纸芯管时,此时不需要将纸芯管修复装置组合起来使用,可直接使用对应的第二卷筒纸纸芯管修复装置8、或者对应的第一卷筒纸纸芯管修复装置13即可。
85.实践证明:本发明可以将高速自动凹版印刷机使用的变形的卷筒纸纸芯管有效修复后再上机使用,这样就不会增加供货方及使用方的生产成本,还能保证生产正常进行,按时供货。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。