1.本发明涉及一种控制温度的方法,尤其涉及一种激光器温度的通知方法,以利于实施精密激光加工,提高加工精度。
背景技术:
2.激光器,特别是脉冲激光器被广泛应用于工业生产,激光器由于其自身特性工作时会大量放热,一般激光器的可工作温度区间为
±
5~10℃,但实际工作状态下激光器产生的热量(温度)远超这一区间,因此温度精细恒定控制是激光器应用的技术阻碍之一。
3.水冷机是一种广泛应用的冷却机构,亦被大量用于激光器的恒温控制。激光器也会预设水冷接头,方便用户对接水冷机等冷却装置。
4.一般而言,水冷机一般以冷却水/液作为冷媒,其输出的低温水流于激光器内部循环管路流动并带走热量后重返水冷机,水冷机监控回流水温度并调节制冷量,以使得高温回流的水温稳定于设定温度附近。在一般的激光加工应用中,上述配置已经能满足使用,即在激光器工作时将其温度恒定控制在一个小于
±
5℃的工作区间内。
5.精密激光加工与一般激光应用有如下不同:1)精密激光加工中需要实时控制激光频率和能量,其激光器输出功率不断变化,其发热量不断变化,即变化的热负载,而一般激光加工中激光器仅具有开关功能,具有唯一的输出功率,其发热量维持不变,即不变的热负载;2)精密激光加工的加工精度要求在微米至纳米级别,激光器温度的微小变化即会对加工精度造成显著影响,产生加工误差。一般激光加工的加工要去在毫米级别,激光器温度变化不足以对加工精度造成显著影响,仍在允许的加工误差范围内。
6.因此,目前常见的激光冷却系统在应用于精密激光加工中存在如下问题:1)在激光器输出功率变化时,激光器的工作温度无法恒定,而是在一个至少3~5摄氏度的范围内波动,其原因是由于温度控制属于典型的延时控制系统,激光器功率的变化会即时造成发热量的变化,而这一热量变化通过载冷剂升温再被水冷机察觉到需要时间。当水冷机根据察觉到的温度变化调整制冷功率,激光器的输出功率已经又发生了(多次)变化,这样就会造成水冷机的制冷功率无法与激光功率相协调,造成比例-积分-微分控制(proportional integral derivative,pid)参数振荡。同样的,基于上述相同理由,即使在激光器功率不变时,控制温度达到均衡也较为缓慢,一般需要5分钟以上时间。
7.综上,一般激光用冷却系统用于精密激光加工会使得水冷机的恒温温度失真,激光器的温度变化速率和幅度都将显著大于水冷机传感器所感知的变化,极其不利于精密激光加工的稳定进行和高精度加工的实现。
技术实现要素:
8.本发明的一个目的在于提供一种激光器控温方法,使得工作状态的激光器的实际温度保持在小于
±
1℃的工作区间内,提高激光加工精度。
9.本发明的另一个目的在于提供一种激光器控温方法,使得水冷机的制冷功率与激
光器的工作功率相协调,降低pid参数振荡幅度,保持激光器温度恒定。
10.本发明的再一个目的在于提供一种控制激光器温度的装置,用于协调水冷机的制冷功率与激光器的工作功率,避免激光器温度控制延迟,适合于精密激光加工的实施。
11.本发明的又一个目的在于提供一种机加工设备,以实施精密激光加工。
12.本发明的方法,通过监控激光器热负载,并基于激光器的热负载的变化对冷媒温度实时动态调节,从而达到激光器在不同热负载下均能实现温度恒定的效果。即根据激光器热负载变化情况先实时地对冷媒目标工作温度进行大幅度调整,再实时地通过pid控制根据激光器自身温度变化对冷媒的目标工作温度进行精细调整,在大幅度调整和精细调整冷媒目标工作温度的同时通过pid算法控制实现冷媒实际温度向该目标工作温度的趋近和恒定。
13.本发明方法通过采用恒温目标温度pid控制,与制冷器自身的制冷pid控制构成双pid控制系统,大大降低了系统耦合,对激光功率的监控既可以监控激光器功率也可以监控激光器的控制指令,效果相同。
14.一种激光器控温方法,包括:
15.将热负载探测模块和温度探测模块分别探测激光器的实时热负载和实时温度,当激光器的输出功率发生变化时,根据预先编程的与激光器当前功率匹配的设定温度作为制冷器的制冷目标温度;
16.温度探测模块持续探测激光器并得到温度变化曲线,根据预先编程的pid控制参数动态变更制冷器的冷媒目标工作温度,而制冷器则依据不断刷新的冷媒目标工作温度及内部pid算法进行冷媒实际温度的调节。
17.一种本发明方法的具体的实施方式,通过控制系统(包括功率探测模块和温度探测模块)监控激光器热负载和温度,根据热负载大幅度调节制冷器的冷媒目标工作温度,同时以激光器温度为依据,根据激光器pid算法来精细调节制冷器的目标工作温度,即激光器当前实际温度高于激光器恒定目标温度就调低制冷器的冷媒目标工作温度,激光器当前实际温度低于激光器恒定目标温度就调高制冷器的冷媒目标工作温度,pid根据激光器当前实际温度和激光器恒定目标温度的偏离情况决定冷媒目标工作温度的高低;
18.制冷器根据自身的制冷pid算法把冷媒的温度维持在冷媒目标工作温度上,即冷媒当前实际温度高于冷媒目标工作温度就制冷,冷媒当前实际温度低于冷媒目标工作温度就制热或停止制冷,制冷器pid根据即冷媒当前实际温度和冷媒目标工作温度偏离情况决定制冷功率的大小。
19.本发明的方法,热负载探测模块应当理解为获取激光器输出功率的器件,或者取得输出功率数值的软件模块,或者器件与软件模块的组合。
20.本发明的方法,温度探测模块应当理解为获取激光器实时温度的器件,或者取得实时温度数值的软件模块,或者器件与软件模块的组合。
21.本发明的方法,对激光器本体和激光头实施单独温度控制。
22.本发明的方法,显著提高激光器工作温度稳定性和响应性,避免了水冷机温度稳而激光器温度不稳的“假稳定”现象。跟随激光器输出功率动态调节制冷量,激光器在零至全功率工作范围内工作时保证激光器温度最大变化范围≤
±
0.25℃。同时,还使得激光器温度调整响应性显著提高,激光器输出稳定在某一功率时,在180秒内就能将激光器温度变
化范围控制在
±
0.1℃以内。
23.为了实施上述方法,本发明还提供一种控制激光器温度的装置,包括
24.温度探测模块,用于获取激光器的实时温度数据,如:激光头内部温度和激光器本体内部温度等;
25.热负载探测模块,用于获取激光器的实时热负载相关数据,如:输入/输出电压、输入/输出电流和输入/输出功率等;
26.制冷器,包括载冷机构、冷却机构和pid电控机构等;
27.总控器,包括工业pc或嵌入式控制器等可编程控制器及通信模块。
28.热负载探测模块和温度探测模块将获得数据提供给总控器,由总控器依据测得数据对制冷器的制冷目标温度进行调节。
29.本发明的装置,其载冷机构包括冷媒、监测及循环泵送机构(如:循环泵、管路和流量传感器等)。
30.本发明的装置,其冷却机构包括制冷部件(如:半导体制冷片或压缩机)和换热装置(如:换热片、换热铜管),
31.本发明的装置,其pid电控机构包括控制器(如:嵌入式控制器、可编程控制器和温度传感器)和电源等。
32.本发明的装置,总控器同时监控激光器本体和激光头,激光器本体和激光头分别设置冷却器,对温度进行独立地调节和控制。
33.采用本发明的方法或安装本发明的装置的机加工设备能够实现精密激光加工。
附图说明
34.图l为采用恒频水冷机控温的激光器温度变化图;
35.图2为采用变频水冷机控温的激光器温度变化图;
36.图3为采用半导体水冷机控温的激光器温度变化图;
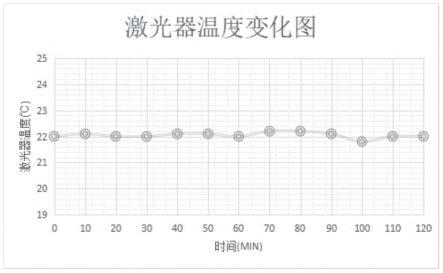
37.图4为采用本发明方法控温的激光器温度变化图;
38.图5为用于实施本发明方法控温的装置一实施例的示意图。
具体实施方式
39.以下结合附图详细描述本发明的技术方案。本发明实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围中。
40.采用最大发热功率300瓦的皮秒激光器作为激光光源并配置激光用恒频水冷机(制冷量1.5kw,设定目标温度22℃,非pid温控,温控范围为
±
0.1℃)、激光用变频水冷机(制冷量0.6kw,设定目标温度22℃,pid温控)和激光用半导体水冷机(制冷量0.6kw,设定目标温度22℃,pid温控)组成激光器控温方案,在25℃室温下,预设22℃水温,激光器从25%输出功率至100%输出功率各功率连续输出30分钟后切换,最后再换回25%功率30分钟,考察制冷系统温控调节能力,结果如下如表1所示。
41.表1
[0042][0043]
由此可见,现有的水冷机应用实施激光器的冷却时,激光器的波动范围在约为3℃以上,不能满足激光精加工的需要。
[0044]
采用最大功率300瓦的皮秒激光器作为激光光源,制冷器(制冷量0.6kw,设定目标温度22℃,pid温控)和本实施例的方法,即通过控制系统(包括功率探测器和温度探测器)监控激光器热负载及温度,根据热负载大幅度调整制冷目标温度,并以激光器温度为依据,根据激光器pid算法来精细调节制冷器的制冷目标温度,即激光器温度高于制冷目标温度就调低制冷器的设定温度,激光器温度低于制冷目标温度就调高制冷器的设定温度,pid根据温度偏离程度决定设定温度的大小;
[0045]
制冷器根据自身的制冷pid算法把冷却液的温度维持在设定温度上,即冷媒温度高于设定温度就制冷,冷媒温度低于设定温度就制热,制冷器pid根据温度偏离程度决定制冷功率的大小。
[0046]
为实施本实施例的方法,可采用如图5所示的装置控制激光器温度,包括
[0047]
温度探测模块100,用于获取激光器500的实时温度数据,如:激光头内部温度和激光器本体内部温度等;
[0048]
热负载探测模块200,用于获取激光器的实时热负载相关数据,如:输入/输出电压、输入/输出电流和输入/输出功率等;
[0049]
制冷器300,其包括载冷机构、冷却机构和pid电控机构等;
[0050]
总控器400,其包括工业pc或嵌入式控制器等可编程控制器及通信模块;
[0051]
载冷机构包括冷媒600、监测及循环泵送机构等,冷媒600在制冷器300和激光器500流动。
[0052]
热负载探测模块和温度探测模块将获得数据提供给总控器,由总控器依据测得数据对制冷器的制冷目标温度进行调节。
[0053]
所得的激光器温度变化情况如图4所示,其全阶段温度波动程度为
±
0.2℃,稳定输出阶段(输出10分钟后)温度波动程度为
±
0.1℃。与表1相比,全阶段温度波动显著下降,稳定输出阶段的温度波动仅为
±
0.1℃,使得激光器的温度更为恒定。
[0054]
将本实施例的方法和装置应用于机加工设备后能满足精密激光加工的要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
