1.本实用新型涉及玻璃珠成型技术领域,尤其涉及一种玻璃珠挤压成型模具及具有其的成型设备。
背景技术:
2.玻璃珠是常见的一种饰品配件,广泛用于手链、项链、服装、晚礼服、鞋、帽、手袋、头饰、毛纺织、珠绣、灯饰、工艺品等,市场需求量巨大。
3.在现有技术中,由于玻璃高温融化为液体状态时,温度高达1600-1700℃左右,由于注塑成型模具的材质限制,现有的注塑成型模具根本无法用于玻璃珠的成型制造,只有一些塑胶材质的珠子才能用注塑成型模具来生产,这是因为塑胶高温融化为液体状态时,温度才在180-220℃左右,远低于高温融化的液体玻璃温度,才可以使用注塑成型模具生产,现有的玻璃珠一般是通过车床一个个去车或打磨出来的,生产效率极低,根本无法满足市场需求,而且,具有局限性,只能生产一些表面光滑的球形玻璃珠,而对于菱形、钻石状等一些形状的玻璃珠并不能很好的去车或打磨。
技术实现要素:
4.本实用新型的目的在于提供一种玻璃珠挤压成型模具及具有其的成型设备,其通过挤压成型的方式设计出能够用于玻璃珠生产制造的模具,待液态玻璃降温到半固体状态时,以挤压半固体状的玻璃从而使得玻璃珠能够通过模具成型制造出来。
5.为了实现上述目的,本实用新型的技术方案提供了一种玻璃珠挤压成型模具,包括:
6.机架;
7.旋转部,所述旋转部可转动地安装在所述机架上;
8.驱动件,所述驱动件与所述旋转部驱动连接,以驱动所述旋转部进行转动;
9.第一模,所述第一模设置于所述旋转部上;
10.第二模,所述第二模可活动地设置于所述旋转部上,且,所述第二模与所述第一模相对应设置;
11.挤压件,所述挤压件设置于所述机架上,以通过所述挤压件推动所述第二模与所述第一模进行合模;
12.导向件,所述导向件设置于所述机架上,在所述旋转部转动状态下,以通过所述导向件以导杆滑套配合或滑块滑槽配合的方式引导所述第二模与所述第一模进行开模。
13.进一步地,所述旋转部为旋转轴,且,所述第一模设置于所述旋转轴的外圆周表面,所述第二模通过导向结构设置于所述旋转轴的外圆周表面,以通过所述导向结构引导所述第二模沿所述旋转轴的轴向进行移动。
14.进一步地,所述第一模为多个,多个所述第一模围绕所述旋转轴的外圆周表面均匀设置,所述第二模为多个,多个所述第二模围绕所述旋转轴的外圆周表面均匀设置,且,
所述第二模与所述第一模一一对应设置。
15.进一步地,所述第二模为杆状,且,所述第一模与所述第二模相互靠近的两端均设置有部分成型槽,以通过所述第一模的部分成型槽与所述第二模的部分成型槽进行合模从而成型制造出玻璃珠。
16.进一步地,所述旋转轴的外圆周表面设置有第一凸缘,所述第一凸缘沿所述旋转轴的轴向设置有第一导向孔以形成所述导向结构,所述第二模的杆部可移动地插设在所述第一导向孔中。
17.进一步地,所述挤压件为转轮或轴承,且,所述挤压件可转动地安装在所述机架上,以通过所述挤压件的外周面与所述第二模远离所述第一模的一端相抵从而推动所述第二模与所述第一模进行合模。
18.进一步地,所述第二模远离所述第一模的一端设置有滑块,所述机架设置有基座,所述基座靠近所述旋转部的一侧设置有滑槽,以通过所述滑块与所述滑槽相配合的方式形成所述导向件,在所述旋转部转动状态下,以通过所述滑块进入到所述滑槽中并沿着所述滑槽进行滑动,从而使得所述第二模逐渐远离所述第一模进行开模。
19.进一步地,所述旋转轴的外圆周表面设置有第二凸缘,且,所述第二凸缘与所述第一凸缘间隔设置,所述第二凸缘沿所述旋转轴的轴向设置有第二导向孔,所述第一模为杆状,且,所述第一模的杆部插设在所述第二导向孔中,所述机架上设置有抵挡件,所述抵挡件为转轮或轴承,且,所述抵挡件可转动地安装在所述机架上,以通过所述抵挡件的外周面与所述第一模远离所述第二模的一端相抵,从而抵挡所述第一模上来自于所述第二模的力。
20.进一步地,所述第一模沿轴向设置有穿孔杆,所述穿孔杆靠近所述第二模的一端穿过所述第一模的部分成型槽并向外延伸突出,以通过所述穿孔杆给所述第一模的部分成型槽与所述第二模的部分成型槽合模成型制造的玻璃珠进行穿孔,所述穿孔杆远离所述第二模的一端安装在所述旋转轴的侧缘,且,所述第一模远离所述第二模的一端设置有凸块,所述机架设置有导向座,所述导向座靠近所述旋转轴的一侧设置有导轨,在所述旋转部转动状态下,以使所述第一模通过所述凸块进入到所述导轨中并沿着所述导轨进行滑动至预定位置。
21.另外,本实用新型的技术方案还提供了一种玻璃珠成型设备,包括:上述任一技术方案中所述的玻璃珠挤压成型模具。
22.从上述技术方案可以看出,本实用新型中的玻璃珠挤压成型模具及具有其的成型设备,在机架上可转动地安装有一旋转部,旋转部上对应设置有第一模和第二模,以通过驱动件驱动旋转部以及第一模和第二模一起进行转动,并通过挤压件推动第二模与第一模进行合模成型玻璃珠,在旋转部转动状态下,以通过导向件以导杆滑套配合或滑块滑槽配合的方式引导第二模与第一模进行开模,由于软条状的半固体玻璃温度也就在800℃左右,远低于液体玻璃的温度,如此,便可以通过挤压成型的方式设计出能够用于玻璃珠生产制造的模具,待液态玻璃降温到半固体状态时,将其输送到第一模与第二模之间,通过挤压件推动第二模与第一模进行合模,以挤压半固体状的玻璃从而使得玻璃珠能够通过模具成型制造出来,可适用于批量生产,生产效率高,还可以通过第二模与第一模挤压成型出不同形状的玻璃珠,如菱形、钻石形状等,适用范围广。
23.为使本实用新型技术构思和其他目的、优点、特征及作用能更清楚易懂,将在下文具体实施方式中特举较佳实施例,并配合附图,作出详细地展开说明。
附图说明
24.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
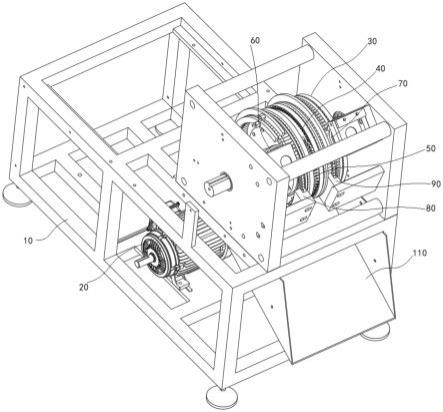
25.图1是本技术实施例提供一种玻璃珠挤压成型模具的结构示意图;
26.图2是本技术实施例提供一种玻璃珠挤压成型模具的第一部分结构示意图;
27.图3是本技术实施例提供一种玻璃珠挤压成型模具的第二部分结构示意图;
28.图4是本技术实施例提供的导向件的结构示意图;
29.图5是本技术实施例提供的第一模与第二模合模状态的结构示意图;
30.图6是本技术实施例提供的第一模与第二模开模状态的结构示意图。
31.其中,上述附图包括以下附图标记:
32.10、机架;110、出料通道;120、倾斜板;
33.20、驱动电机;
34.30、旋转轴;310、第一凸缘;320、第二凸缘;330、侧缘;340、环形板;
35.40、第一模;410、凸块;430、穿孔杆;
36.50、第二模;510、滑块;520、部分成型槽;
37.60、挤压件;
38.70、抵挡件;
39.80、基座;81、滑槽;
40.90、导向座;91、导轨。
具体实施方式
41.本技术实施例通过提供一种玻璃珠挤压成型模具及具有其的成型设备,其通过挤压成型的方式设计出能够用于玻璃珠生产制造的模具,待液态玻璃降温到半固体状态时,以挤压半固体状的玻璃从而使得玻璃珠能够通过模具成型制造出来。
42.为了使本领域技术人员更好地理解本技术的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
43.请一并参阅图1至图6,本实施例提供一种玻璃珠挤压成型模具,包括:机架10;旋转部,旋转部可转动地安装在机架10上;驱动件,驱动件与旋转部驱动连接,以驱动旋转部进行转动;第一模40,第一模40设置于旋转部上;第二模50,第二模50可活动地设置于旋转部上,且,第二模50与第一模40相对应设置;挤压件60,挤压件60设置于机架10上,以通过挤压件60推动第二模50与第一模40进行合模;导向件,导向件设置于机架10上,在旋转部转动
状态下,以通过导向件以导杆滑套配合或滑块510滑槽81配合的方式引导第二模50与第一模40进行开模。
44.可以看出,本实施例中的玻璃珠挤压成型模具及具有其的成型设备,在机架10上可转动地安装有一旋转部,旋转部上对应设置有第一模40和第二模50,以通过驱动件驱动旋转部以及第一模40和第二模50一起进行转动,并通过挤压件60推动第二模50与第一模40进行合模成型玻璃珠,在旋转部转动状态下,以通过导向件以导杆滑套配合或滑块510滑槽81配合的方式引导第二模50与第一模40进行开模,由于软条状的半固体玻璃温度也就在800℃左右,远低于液体玻璃的温度,如此,便可以通过挤压成型的方式设计出能够用于玻璃珠生产制造的模具,待液态玻璃降温到半固体状态时,将其输送到第一模40与第二模50之间,通过挤压件60推动第二模50与第一模40进行合模,以挤压半固体状的玻璃从而使得玻璃珠能够通过模具成型制造出来,可适用于批量生产,生产效率高,还可以通过第二模50与第一模40挤压成型出不同形状的玻璃珠,如菱形、钻石形状等,适用范围广。
45.在本实施例中,旋转部为旋转轴30,且,第一模40设置于旋转轴30的外圆周表面,第二模50通过导向结构设置于旋转轴30的外圆周表面,以通过导向结构引导第二模50沿旋转轴30的轴向进行移动。其中,驱动件包括驱动电机20,驱动电机20安装在机架10的下方,驱动电机20的输出轴通过传动链与旋转轴30的一端驱动连接,以使驱动电机20驱动旋转轴30连带第一模40和第二模50一起进行转动。
46.具体地,第一模40为多个,多个第一模40围绕旋转轴30的外圆周表面均匀设置,第二模50为多个,多个第二模50围绕旋转轴30的外圆周表面均匀设置,且,第二模50与第一模40一一对应设置。
47.其中,当玻璃用其他现有的设备融化为液体时,一般会通过条状导流槽引导液体玻璃进行流动,直到液体玻璃降温至软条状的半固体状时,会将半固体状的玻璃条输送至旋转轴30的外圆周表面上的第一模40与第二模50之间,以通过第一模40与第二模50对其两者之间的半固体状玻璃条进行挤压成型出玻璃珠,其中,半固体状玻璃条特性较软,可塑性较好,能够有效成型出品质较好的玻璃珠。
48.进一步地,第二模50为杆状,且,第一模40与第二模50相互靠近的两端均设置有部分成型槽520,以通过第一模40的部分成型槽520与第二模50的部分成型槽520进行合模从而成型制造出玻璃珠,如此,便可以将第一模40的部分成型槽520与第二模50的部分成型槽520合并成型出整个完整的玻璃珠,其中,第一模40的部分成型槽520与第二模50的部分成型槽520组合之后的形状为球形、菱形、钻石形状等,如此以来,还可以通过第二模50与第一模40挤压成型出不同形状的玻璃珠,相较于现有技术中的车或打磨生产玻璃珠,适用范围较为广泛。
49.在本实施例中,旋转轴30的外圆周表面设置有第一凸缘310,第一凸缘310沿旋转轴30的轴向设置有第一导向孔以形成导向结构,第二模50的杆部可移动地插设在第一导向孔中,在导向结构的引导作用下,保证了第一模40的部分成型槽520与第二模50的部分成型槽520进行合模时能够同心,成型出的玻璃珠的产品品质较好。
50.其中,第一凸缘310与旋转轴30一体成型,第一模40为定模,第二模50为动模,在旋转部转动状态下,挤压件60推动第二模50沿着第一凸缘310的第一导向孔的轴向进行移动,并与第一模40进行合模,通过导向件以导杆滑套配合或滑块510滑槽81配合的方式引导第
二模50与第一模40进行开模。
51.具体地,挤压件60为转轮或轴承,且,挤压件60可转动地安装在机架10上,挤压件60的中心轴线与旋转轴30的中心轴线垂直设置,如此以来,在旋转轴30转动状态下,以通过挤压件60的外周面与第二模50远离第一模40的一端相抵从而推动第二模50与第一模40进行合模成型出玻璃珠。
52.进一步地,第二模50远离第一模40的一端设置有滑块510,机架10设置有基座80,基座80靠近旋转部的一侧设置有滑槽81,以通过滑块510与滑槽81相配合的方式形成导向件,在旋转部转动状态下,以通过滑块510进入到滑槽81中并沿着滑槽81进行滑动,从而使得第二模50逐渐远离第一模40进行开模,其中,通过滑槽81引导滑块510连带第二模50沿着第一凸缘310的第一导向孔的轴向进行移动,从而使得每一组第二模50与第一模40之间逐步进行开模,开模之后,第二模50的滑块510从基座80的滑槽81中滑出来,并依次进入到环形槽中并输送至预定位置,以保证第二模50在旋转轴30的外圆周表面上能回到初始位置,为下一次合模作准备,其中,在旋转轴30的外圆周表面有两块间隔设置的环形板340,以通过两块间隔设置的环形板340之间形成环形槽,该环形槽沿着旋转轴30的外圆周表面进行延伸。
53.在本实施例中,旋转轴30的外圆周表面设置有第二凸缘320,且,第二凸缘320与第一凸缘310间隔设置,第二凸缘320沿旋转轴30的轴向设置有第二导向孔,第一模40为杆状,且,第一模40的杆部插设在第二导向孔中,机架10上设置有抵挡件70,抵挡件70为转轮或轴承,且,抵挡件70可转动地安装在机架10上,以通过抵挡件70的外周面与第一模40远离第二模50的一端相抵,从而抵挡第一模40上来自于第二模50的力。
54.其中,通过将半固体状的玻璃条输送至间隔设置的第二凸缘320与第一凸缘310之间的旋转轴30外圆周表面上,以通过第一模40的部分成型槽520与第二模50的部分成型槽520合并对该半固体状玻璃条进行挤压成型出玻璃珠,抵挡件70的中心轴线与旋转轴30的中心轴线相垂直设置,且,抵挡件70与挤压件60相对应设置,这样以来,便可以通过抵挡件70与挤压件60分别对相应的一组中的第一模40和第二模50是施加推力,从而使得第一模40的部分成型槽520与第二模50的部分成型槽520能够紧密合模成型出品质较好的玻璃珠。
55.具体地,第一模40沿轴向设置有穿孔杆430,穿孔杆430靠近第二模50的一端穿过第一模40的部分成型槽520并向外延伸突出,以通过穿孔杆430给第一模40的部分成型槽520与第二模50的部分成型槽520合模成型制造的玻璃珠进行穿孔,穿孔杆430远离第二模50的一端安装在旋转轴30的侧缘330,且,第一模40远离第二模50的一端设置有凸块410,机架10设置有导向座90,导向座90靠近旋转轴30的一侧设置有导轨91,在旋转部转动状态下,以使第一模40通过凸块410进入到导轨91中并沿着导轨91进行滑动至预定位置,其中,在第一模40与第二模50开模之后,第一模40的凸块410进入到导轨91中并沿着导轨91进行滑动至预定位置,以避免第一模40与第二模50合模时第一模40发生位移而偏离初始位置,从而通过第一模40的凸块410与导轨91相配合再引导第一模40移动到旋转轴30的外圆周表面上的初始位置,为一次合模作准备。
56.进一步地,机架10的前侧设置有出料通道110,出料通道110的上端与旋转轴30的前侧之间设置有一倾斜板120,倾斜板120的上端位于第二凸缘320与第一凸缘310之间,倾斜板120的下端与出料通道110衔接好,以在第一模40与第二模50开模之后,位于第二凸缘
320与第一凸缘310之间的成型好的玻璃珠能顺着倾斜板120并落入到出料通道110进行下料,其中,可以在适当位置调整安装冷却系统,以使成型好的玻璃珠能够快速冷却变硬。
57.另外,本实用新型的技术方案还提供了一种玻璃珠成型设备,包括:上述任一技术方案中所述的玻璃珠挤压成型模具。
58.从以上描述中,可以看出,本实用新型上述的实施例实现了如下的技术效果:
59.本实用新型中的玻璃珠挤压成型模具及具有其的成型设备,在机架10上可转动地安装有一旋转部,旋转部上对应设置有第一模40和第二模50,以通过驱动件驱动旋转部以及第一模40和第二模50一起进行转动,并通过挤压件60推动第二模50与第一模40进行合模成型玻璃珠,在旋转部转动状态下,以通过导向件以导杆滑套配合或滑块510滑槽81配合的方式引导第二模50与第一模40进行开模,由于软条状的半固体玻璃温度也就在800℃左右,远低于液体玻璃的温度,如此,便可以通过挤压成型的方式设计出能够用于玻璃珠生产制造的模具,待液态玻璃降温到半固体状态时,将其输送到第一模40与第二模50之间,通过挤压件60推动第二模50与第一模40进行合模,以挤压半固体状的玻璃从而使得玻璃珠能够通过模具成型制造出来,可适用于批量生产,生产效率高,还可以通过第二模50与第一模40挤压成型出不同形状的玻璃珠,如菱形、钻石形状等,适用范围广。
60.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
61.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
62.在本技术的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、纵向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制;另外,方位词“内、外”是指相对于各部件本身的轮廓的内外。
63.此外,需要说明的是,在本实用新型的描述中,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本技术保护范围的限制,在本实用新型的描述中,除非另有说明,“多个”的含义是指两个或两个以上。
64.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润
饰也视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
