一种车载背光aoi检测机
技术领域
1.本实用新型涉及检测技术领域,具体为一种车载背光aoi检测机。
背景技术:
2.现有的玻璃片表面缺陷依靠员工观察来进行分辨,员工在长时间观看玻璃片会出现眼花和注意力不集中的问题,使玻璃片检测的错误率大大提高,检测效率降低。
技术实现要素:
3.本实用新型的目的在于解决现有的玻璃片表面缺陷依靠员工观察来进行分辨导致检测的错误率大大提高的问题,为此,本实用新型提出了一种车载背光aoi检测机;
4.为解决上述技术问题,本实用新型提供以下的技术方案:
5.本实用新型提供了一种车载背光aoi检测机,
6.包括工作台、输送线,所述输送线设置在所述工作台上,所述工作台上设置有上料机械手、料盘,所述料盘内存储有待检测的玻璃片,所述上料机械手用于将所述料盘内的玻璃片抓取至所述输送线上进行输送,所述输送线一侧设置有输送平台,所述输送平台一侧设置有搬运扫码机械手,所述搬运扫码机械手用于识别所述玻璃片上的二维码并将所述输送线上的玻璃片抓取输送至所述输送平台上,所述输送平台上设置有撕膜机械手,所述撕膜机械手用于对所述输送平台上的玻璃片进行撕膜作业,所述工作台上还设置有第一检测平台、第二检测平台、检测单元、检测上料机械手,所述检测上料机械手用于将所述输送平台上的玻璃片抓取至所述第一检测平台或第二检测平台,所述检测单元用于对所述第一检测平台、第二检测平台上的玻璃片进行检测,所述工作台上还设置有ng流水线、检测下料机械手,所述检测下料机械手用于将所述第一检测平台、第二检测平台检测后的玻璃片抓取至所述ng流水线上输送。
7.可选的,所述撕膜机械手上设置有usc,所述usc用以对撕膜作业后的所述玻璃片表面进行清洗除尘及异物。
8.可选的,所述输送线上设置有全景ccd,所述全景ccd用以对位所述输送线上的玻璃片。
9.可选的,所述工作台设置有pin对位ccd,所述pin对位ccd设置有两组,两组所述pin对位ccd分别与所述第一检测平台、第二检测平台一一对应设置,所述检测单元设置为两组,两组所述检测单元分别与所述第一检测平台、第二检测平台一一对应设置,所述pin对位ccd用以检测所述第一检测平台、第二检测平台上的玻璃片是否正位。
10.可选的,所述工作台上设置有plc系统、显示单元,所述检测单元、显示单元均与所述plc系统电连接,所述检测单元检测的数据传递至所述plc系统内,plc系统将数据输送至所述显示单元显示,操作人员根据所述显示单元的数据判断所述第一检测平台、第二检测平台上的玻璃片是否合格。
11.可选的,所述工作台上还设置有下料机械手、复判平台,所述下料机械手用以对所
述ng流水线上的合格玻璃片抓取运输,所述ng流水线上的不合格玻璃片人工抓取运输至所述复判平台上人工检测。
12.本实用新型有益效果
13.本实用新型代替了传统的人工检测,具有快速,准确的特点,可以帮助用户提高效率,节约人工和提高产品质量。
附图说明
14.图1为本实用新型结构俯视图。
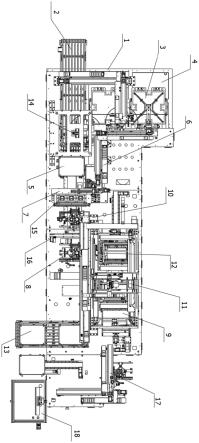
15.图2为本实用新型结构立体图。
16.附图标记说明:1-工作台,2-输送线,3-上料机械手,4-料盘,5-输送平台,6-搬运扫码机械手,7-撕膜机械手,8-第一检测平台,9-第二检测平台,10-检测上料机械手,11-检测单元,12-检测下料机械手,13-ng流水线,14-全景ccd,15-usc,16-pin对位ccd,17-下料机械手,18-复判平台。
具体实施方式
17.下面将结合本实用新型的实施例中的附图,对本实用新型的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.实施例
19.如图1-图2所示,本实用新型提供了一种车载背光aoi检测机,
20.包括工作台1、输送线2,所述输送线2设置在所述工作台1上,所述工作台1上设置有上料机械手3、料盘4,所述料盘4内存储有待检测的玻璃片,所述上料机械手3用于将所述料盘4内的玻璃片抓取至所述输送线2上进行输送,所述输送线2一侧设置有输送平台5,所述输送平台5一侧设置有搬运扫码机械手6,所述搬运扫码机械手6用于识别所述玻璃片上的二维码并将所述输送线2上的玻璃片抓取输送至所述输送平台5上,所述输送平台5上设置有撕膜机械手7,所述撕膜机械手7用于对所述输送平台5上的玻璃片进行撕膜作业,所述工作台1上还设置有第一检测平台8、第二检测平台9、检测单元11、检测上料机械手10,所述检测上料机械手10用于将所述输送平台5上的玻璃片抓取至所述第一检测平台8或第二检测平台9,所述检测单元11用于对所述第一检测平台8、第二检测平台9上的玻璃片进行检测,所述工作台1上还设置有ng流水线13、检测下料机械手12,所述检测下料机械手12用于将所述第一检测平台8、第二检测平台9检测后的玻璃片抓取至所述ng流水线13上输送,
21.所述撕膜机械手7上设置有usc15,所述usc15用以对撕膜作业后的所述玻璃片表面进行清洗除尘及异物,
22.所述输送线2上设置有全景ccd14,所述全景ccd14用以对位所述输送线2上的玻璃片,所述工作台1设置有pin对位ccd16,所述pin对位ccd16设置有两组,两组所述pin对位ccd16分别与所述第一检测平台8、第二检测平台9一一对应设置,所述检测单元11设置为两组,两组所述检测单元11分别与所述第一检测平台8、第二检测平台9一一对应设置,所述pin对位ccd16用以检测所述第一检测平台8、第二检测平台9上的玻璃片是否正位,在本实
施例中,全景ccd14与pin对位ccd16均设置为工业相机;
23.所述工作台1上设置有plc系统、显示单元,所述检测单元11、显示单元均与所述plc系统电连接,所述检测单元11检测的数据传递至所述plc系统内,plc系统将数据输送至所述显示单元显示,操作人员根据所述显示单元的数据判断所述第一检测平台8、第二检测平台9上的玻璃片是否合格,所述工作台1上还设置有下料机械手17、复判平台18,所述下料机械手17用以对所述ng流水线13上的合格玻璃片抓取运输,所述ng流水线13上的不合格玻璃片人工抓取运输至所述复判平台18上人工检测;
24.本实用新型在使用过程中,首先将待检测的玻璃片置入料盘4内,上料机械手3将料盘4内的玻璃片抓取至输送线2上进行输送,玻璃片在输送过程中,首先全景ccd14用以检测输送线2上的玻璃片外观是否存在缺陷,并将数据传递至plc系统内通过显示单元显示,操作人员可实时判断玻璃片外观是否存在缺陷,全景ccd14检测完成后玻璃片在输送线2上持续输送,搬运扫码机械手6识别玻璃片上的二维码并将输送线2上的玻璃片抓取输送至输送平台5上,撕膜机械手7对输送平台5上的玻璃片进行撕膜作业,撕膜完成后usc15对玻璃片表面进行清洗除尘及异物,提供玻璃片表面的洁净度,提高后续检测效率;撕膜与清洗作业后,检测上料机械手10将输送平台5上的玻璃片抓取至第一检测平台8或第二检测平台9,当第一检测平台8中正在作业时,检测上料机械手10将玻璃片抓取至第二检测平台9作业,依次类推,保证两个检测平台均同时作业,从而提高检测效率;玻璃片在抓取入第一检测平台8或第二检测平台9内时,pin对位ccd16用以检测第一检测平台8、第二检测平台9上的玻璃片是否正位,当检测到偏移时,人工将其规整,玻璃片放置完成后检测单元11对玻璃片进行检测,检测项目有黑点、异物、白点、脏污、划伤、白团、黑胶侵入、移位、亮线、漏光、亮度、均匀性等,检测数据传递plc系统内,plc系统将数据输送至显示单元显示,操作人员根据显示单元的数据判断所述第一检测平台8、第二检测平台9上的玻璃片是否合格,检测完成后,检测下料机械手1712用于将第一检测平台8、第二检测平台9检测后的玻璃片抓取至ng流水线13上输送,料机械手用以对ng流水线13上的合格玻璃片抓取运输,ng流水线13上的不合格玻璃片人工抓取运输至所述复判平台18上人工检测,从而实现玻璃片的检测流程;
25.本实用新型代替了传统的人工检测,具有快速,准确的特点,可以帮助用户提高效率,节约人工和提高产品质量。
26.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。