技术特征:
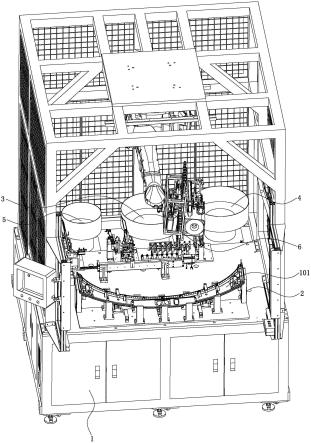
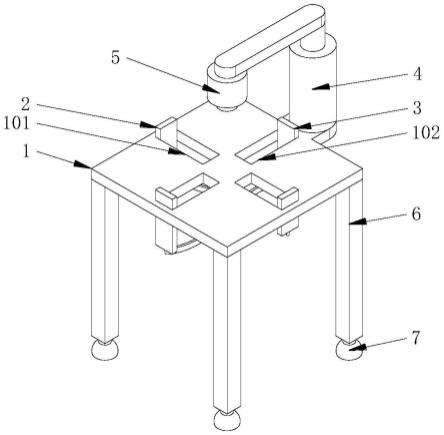
1.一种车尾板装卡扣锁螺丝机,其特征在于,包括:机架(1)、设置于所述机架(1)上并用于定位和压紧车尾板(101)的载具定位装置(2)、设置于所述机架(1)上并用于排列送出圆型卡扣(102)的第一卡扣上料机构(3)、设置于所述第一卡扣上料机构(3)旁侧并用于排列送出v型卡扣(103)的第二卡扣上料机构(4)、设置于所述第一卡扣上料机构(3)旁侧并用于排列送出螺丝(104)的第三上料机构(5)及设置于所述机架(1)上并用于将所述圆型卡扣(102)和所述v型卡扣(103)及所述螺丝(104)安装到所述车尾板(101)上的取料装配机械手(6),该取料装配机械手(6)为多轴运动机械手。2.根据权利要求1所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述载具定位装置(2)包括有用于承载定位所述车尾板(101)的仿形载座(21)及至少两个设置于所述仿形载座(21)旁侧并用于将所述车尾板(101)压紧于所述仿形载座(21)上的旋转压料气缸(22)。3.根据权利要求1所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述第一卡扣上料机构(3)包括有用于将所述圆型卡扣(102)自动排列送出的第一卡扣振动盘(31)、与所述第一卡扣振动盘(31)出料口对接并用于传递所述圆型卡扣(102)的第一直振送料模组(32)及设置于所述第一直振送料模组(32)端部并分别用于检测所述圆型卡扣(102)和分料的第一感应检测模组(33)和第一分料装置(34)。4.根据权利要求3所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述第一分料装置(34)旁侧设置有用于排列摆放多个所述圆型卡扣(102)的摆料装置(35),所述第一卡扣上料机构(3)还包括有用于将所述圆型卡扣(102)从所述第一分料装置(34)上转移摆放到所述摆料装置(35)中的卡扣转移机械手(36)。5.根据权利要求1所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述第二卡扣上料机构(4)包括有用于将所述v型卡扣(103)自动排列送出的第二卡扣振动盘(41)、与所述第二卡扣振动盘(41)出料口对接并用于传递所述v型卡扣(103)的第二直振送料模组(42)及设置于所述第二直振送料模组(42)端部并用于检测所述v型卡扣(103)的第二感应检测模组。6.根据权利要求1所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述第三上料机构(5)包括有用于将所述螺丝(104)自动排列送出的第三振动盘(51)、与所述第三振动盘(51)对接并用于传递所述螺丝(104)的第三直振送料模组(52)、设置于所述第三直振送料模组(52)端部并用于错位分离所述螺丝(104)的第二分料装置(53)及设置于所述第二分料装置(53)底部并通过传输气管连接所述取料装配机械手(6)的出料气管嘴(54)。7.根据权利要求6所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述取料装配机械手(6)包括有安装于所述机架(1)上的六轴机械臂(61)、设置于所述六轴机械臂(61)上并用于夹取所述圆型卡扣(102)和所述v型卡扣(103)的取卡扣机构(62)、设置于所述六轴机械臂(61)上并用于安装所述螺丝(104)的打螺丝机构(63)及设置于所述六轴机械臂(61)上并用于漏装检测的ccd视觉检测相机(64),所述打螺丝机构(63)与所述传输气管连接,并通过吹气将所述螺丝(104)从所述第三上料机构(5)传递给所述打螺丝机构(63)。8.根据权利要求7所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述取卡扣机构(62)包括有安装于所述六轴机械臂(61)上的支撑架(621)、至少一个活动安装于所述支撑架(621)一端并用于卡紧夹取所述圆型卡扣(102)的取料套筒(622)、至少一个并列设置于所述取料套筒(622)旁侧并用于弹性夹取所述v型卡扣(103)的取料夹杆(623)、以能够移动
的方式设置于所述支撑架(621)上并用于推动所述取料套筒(622)和所述取料夹杆(623)将所述圆型卡扣(102)和所述v型卡扣(103)安装到所述车尾板(101)上的推料气缸(624)及安装于所述支撑架(621)上并用于驱动所述推料气缸(624)于所述取料套筒(622)和所述取料夹杆(623)上的第一移动模组(625),所述取料套筒(622)和所述取料夹杆(623)上均设置有用于复位的复压弹簧。9.根据权利要求8所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述支撑架(621)的两端均设置有所述取料套筒(622)和所述取料夹杆(623),且所述支撑架(621)每一端均并列设置有六个所述取料套筒(622)和两个所述取料夹杆(623),两个所述取料夹杆(623)位于六个所述取料套筒(622)两侧,所述第一移动模组(625)对称安装有两个所述推料气缸(624);所述取料夹杆(623)的端部设置有用于弹性夹持所述v型卡扣(103)的夹子。10.根据权利要求8所述的一种车尾板装卡扣锁螺丝机,其特征在于:所述ccd视觉检测相机(64)和所述打螺丝机构(63)均安装于所述支撑架(621)一侧,所述打螺丝机构(63)包括有安装于所述支撑架(621)上的第二移动模组(631)、设置于所述第二移动模组(631)上的导轨(632)、安装于所述导轨(632)上的第一活动座(633)和第二活动座(634)、安装于所述第一活动座(633)上的真空导杆(635)、设置于所述真空导杆(635)端部并用于与所述车尾板(101)上安装孔对位的夹嘴(636)、设置于所述夹嘴(636)一侧并与所述出料气管嘴(54)连接的进料气管嘴(637)、安装于所述第二活动座(634)上并穿过所述真空导杆(635)插入所述夹嘴(636)中的电批头(638)、安装于所述第二活动座(634)上并用于驱动所述电批头(638)旋转的伺服电机(639)及设置于所述第一活动座(633)与所述第二活动座(634)之间的缓冲装置(630)。
技术总结
本实用新型公开了一种车尾板装卡扣锁螺丝机,其包括:机架、设置于机架上并用于定位和压紧车尾板的载具定位装置、设置于机架上并用于排列送出圆型卡扣的第一卡扣上料机构、设置于第一卡扣上料机构旁侧并用于排列送出V型卡扣的第二卡扣上料机构、设置于第一卡扣上料机构旁侧并用于排列送出螺丝的第三上料机构及用于将圆型卡扣和V型卡扣及螺丝安装到车尾板上的取料装配机械手。采用载具定位装置将车尾板安装定位在机架上,由第一卡扣上料机构、第二卡扣上料机构及第三上料机构分别将圆型卡扣和V型卡扣及螺丝逐个自动排列送出,再通过取料装配机械手抓取圆型卡扣和V型卡扣及螺丝依次逐个安装到车尾板上,从而替代人工装配,提升装配效率。提升装配效率。提升装配效率。
技术研发人员:黄华平 王军
受保护的技术使用者:东莞市圣杰自动化机械科技有限公司
技术研发日:2022.07.19
技术公布日:2022/11/21
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。