1.本实用新型涉及机械加工设备技术领域,特别涉及一种铆接装置和风阀生产设备。
背景技术:
2.风量调节阀,简称风阀,是工业厂房民用建筑的通风、空气调节及空气净化工程中不可缺少的中央空调末端配件,其中风阀叶片则是其重要组成部分,现有的风阀大多使用梭形叶片。
3.梭形叶片的生产过程中,基于其梭形的形状,叶片需要进行双边旋铆。然而,现有生产技术中,在完成叶片的一侧旋铆后,需要通过翻转工件再进行另一侧的旋铆,此工艺过程需要人工操作且操作麻烦,工作效率低,大大影响了风阀叶片的产量。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种能够提高加工效率的铆接装置和风阀生产设备。
5.根据本实用新型的第一方面,提供一种铆接装置,开孔位于所述工位的下侧;所述定位机构位于所述工作台长度方向的一侧,且与所述定位开孔对应,以使所述定位机构沿所述定位开孔穿过所述工作台;所述旋铆模块位于所述工作台的上方且与所述定位机构对应;所述第一移动模组用于驱动所述工作台与所述定位机构相对移动,所述第一移动模组还包括升降模组。
6.优选地,所述定位开孔与所述工位联通。
7.优选地,所述工位设有用于对工件沿水平方向定位的限位部。
8.优选地,所述工位宽度方向的两侧分别设有用于工件定位的限位件,所述限位件与所述工作台连接。
9.优选地,所述工作台包括第一支撑部和第二支撑部,所述第一支撑部与第二支撑部之间设有连接板,所述连接板上设有沿所述工作台长度方向延伸的导轨,所述导轨与所述限位件相连,所述限位件沿所述导轨移动。
10.优选地,所述工位长度方向的两侧分别设有用于压紧工件的预压紧机构。
11.优选地,所述工位的顶端设有沿宽度方向延伸的加固板,所述预压紧机构包括压紧件与升降装置,所述压紧件位于所述加固板的上方,所述升降装置用于驱动所述压紧件与所述加固板相对运动。
12.优选地,所述第一移动模组由电机驱动。
13.优选地,所述旋铆模块设有第二移动模组,所述第二移动模组用于带动所述旋铆模块沿所述工作台的长度方向移动。
14.根据本实用新型的第二方面,提供一种风阀生产设备,包括本实用新型第一方面公开的铆接装置。
15.根据本实用新型实施例的一种铆接装置和风阀生产设备,至少具有如下有益效果:
16.本实用新型实施例通过在工作台中设置定位开孔,使定位机构能够沿定位开孔穿过工作台的方式,改变了传统的自动化设备旋铆的方式,避免了铆接过程复杂运动及叶片翻转,减少了铆接的工作周期,大大提高加工的效率,同时能提高加工的自动化程度。
17.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
18.下面结合附图和实施例对本实用新型做进一步的说明,其中:
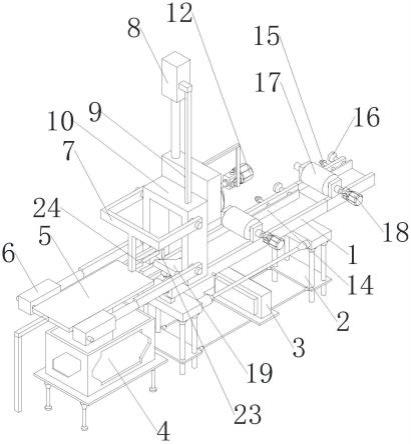
19.图1为本实用新型的一种铆接装置实施例的示意图;
20.图2为本实用新型的一种铆接装置中工作台实施例的示意图;
21.图3为本实用新型的一种铆接装置中工作台实施例的侧视图;
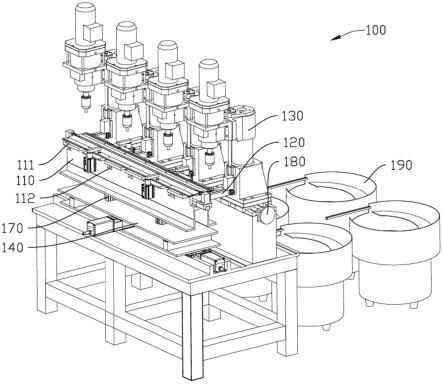
22.图4为本实用新型的另一种铆接装置实施例的示意图;
23.图5为本实用新型的一种风阀叶片的示意图。
24.附图标记:
25.铆接装置100;工作台110;工位111;定位开孔112;定位机构120;旋铆模块130;第一移动模组140;限位部113;限位件150;第一支撑部114;第二支撑部115;连接板116;导轨151;预压紧机构160;压紧件161;升降装置162;升降模组170;第二移动模组180;供料振动盘190。
具体实施方式
26.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
27.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、内、外等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.在本实用新型的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
29.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
30.众所周知,风阀梭形叶片是风阀的重要组成部分,其中,梭形叶片(图5所示)在生产过程需要对两片叶片进行双边旋铆,以此将两片叶片相互固定,形成梭形的风阀叶片。现有技术中,通常对叶片的一边完成旋铆后,旋转叶片再对另一边的进行旋铆,此过程十分繁
琐完成此工序的设备也结构复杂,且需要人工操作,生产效率低下。
31.为此,本实用新型的一些实施例提出一种铆接装置,具体参照说明书附图的图1-图5所示。
32.参照图1-3所示,在本实用新型实施例中,铆接装置100包括工作台110、定位机构120和旋铆模块130以及第一移动模组140,工作台110设有用于固定工件的工位111,工作台110长度方向的两侧面上设有定位开孔112,定位开孔112位于工位111的下侧;定位机构120位于工作台110长度方向的一侧,且与定位开孔112对应,以使定位机构120沿定位开孔112穿过工作台110;旋铆模块130位于工作台110的上方且与定位机构120对应;第一移动模组140用于驱动工作台110与定位机构120相对移动,第一移动模组140还包括升降模组170。
33.需要说明的是,在本实用新型实施例中,工作台110可以在顶端的位置设置有用于固定工件的工位111,工位111的形状跟尺寸可以根据所需加工的工件设计。在工位111的下方,工作台110长度方向上的两侧面可以设有定位开孔112,定位开孔112的数量可以根据工件需要铆接的孔位数而设计,进一步地,定位开孔112在工作台110长度方向上的侧面的位置的选择,可以根据工件需要铆接的孔位的位置对应间隔设计。在工作台110长度方向的一侧,可以设有定位机构120,定位机构120可以将铆钉与工件中需要铆接的孔位进行定位。与定位机构120对应的是,设置在定位机构120上方的旋铆模块130,旋铆模块130可以将已完成定位的铆钉进行旋铆。此外,工作台110还可以连接有第一移动模组140,用于驱动工作台110与定位机构120做相对移动。具体的,第一移动模组140可以包括在x轴方向和y方向移动的平移模组,还可以包括在z轴方向移动的升降模组。第一移动模组140可以连接于工作台110的下端。本实施例采用旋铆模块130固定不移动,工作台110运动的方式,大大简化了运动过程,降低了成本,同时确保铆接过程的刚性结构与铆接质量。
34.在一种示例中,第一移动模组中的平移模组驱动工作台110移动,使定位机构120对准工件上的第一组孔位,升降模组驱动工作台下降以将放置在定位机构中的铆钉插入孔位中;旋铆模块130完成第一组孔位的旋铆;第一移动模组中的平移模组驱动工作台110移动,工作台110向定位机构120的方向靠近,定位机构120沿定位开孔112穿过工作台110,直至定位机构120对准工件上的第二组孔位,升降模组驱动工作台下降以将铆钉插入孔位中;旋铆模块130完成第二组孔位的旋铆。
35.参照图2-3,在本实用新型实施例中,定位开孔112与工位111联通。
36.可以理解的是,在本实用新型实施例中,定位开孔112可以是半开放的,定位开孔112的上端可以与工位111相连通,使定位机构120在沿定位开孔112移动,穿过工作台110的过程中能有更多空间余量,减少了定位机构120与定位开孔112边缘剐蹭的可能性,也减少了定位机构120对准定位开孔112的难度。
37.参照图2-3,在本实用新型实施例中,工位111设有用于对工件沿水平方向定位的限位部113。
38.需要说明的是,本实用新型实施例可以根据工件的形状以及尺寸,对应在工位111上设置用于定位的限位部113,以加强工件摆放的稳定性。本实施例可以在工位111的边角处设置限位部113,也可以在工位111的边缘设置,本领域的技术人员可按照需求自行选择,本实施例对此不作限定。
39.参照图4,在本实用新型实施例中,工位111宽度方向的两侧分别设有用于工件定
位的限位件150,限位件150与工作台110连接。
40.可以理解的是,由于需要将两片叶片进行铆接,因此需要使它们保持同轴,基于此,本实用新型实施例可以通过在工位111宽度的两侧分别设置限位件150,用于对工件进行同轴定位,以保证工件的同轴度。
41.参照图4,在本实用新型实施例中,工作台110包括第一支撑部114和第二支撑部115,第一支撑部114与第二支撑部115之间设有连接板116,连接板116上设有沿工作台110长度方向延伸的导轨151,导轨151与限位件150相连,限位件150沿导轨151移动。
42.需要说明的是,工作台110可以由第一支撑部114与第二支撑部115组成,二者之间可以设有连接板116,此结构可以使工作台110的摆放更加平稳和稳固。进一步地,连接板116上可以设有沿工作台110长度方向的导轨151,限位件150可以沿导轨151进行移动。本实用新型实施例可以通过导轨151调整限位件150的位置以实现适配各种长度尺寸的工件。
43.参照图4,在本实用新型实施例中,工位111长度方向的两侧分别设有用于压紧工件的预压紧机构160。
44.可以理解的是,定位机构120将铆钉插入的过程,或铆接的过程都会对工件产生径向的作用力,因此工件存在松动,甚至移位的可能。基于此,本实用新型实施例可以通过在工位111长度方向的两侧设置预压紧机构160,在定位机构120插入铆钉和铆接之前可以将工件压紧,大大提高了工件的稳定性,减少工件松动移位的可能性。
45.参照图4,在本实用新型实施例中,工位111的顶端设有沿宽度方向延伸的加固板,预压紧机构160包括压紧件161与升降装置162,压紧件161位于加固板的上方,升降装置162用于驱动压紧件161与加固板相对运动。
46.需要说明的是,本实用新型实施例中,工位111可以设有沿宽度方向延伸的加固板,加固板可以与工作台110一体成型,加固板保证了工件放置的稳定性。进一步地,在本实施例中,预压紧机构160的压紧件161位于加固板的上方,可以将工件紧紧压在加固板上,而预压紧机构160的升降装置162则可以驱动压紧件161作上下移动以实现压紧与松放。
47.参照图1或图4,在本实用新型实施例中,第一移动模组140由电机驱动。
48.需要说明的是,本实用新型实施例中,电机的选用可由本领域的技术人员根据实际情况选用,本实施例对此不作限定。
49.参照图1,在本实用新型实施例中,旋铆模块130设有第二移动模组180,第二移动模组180用于带动旋铆模块130沿工作台110的长度方向移动。
50.可以理解的是,在本实用新型实施例中,旋铆模块130可以是多个的,旋铆模块130可以设置有第二移动模组180,用于调整各个旋铆模块130的间距,以此兼容更多不同尺寸的工件。具体的,第二移动模组180可以是通过手轮 丝杆的组合,本实施例中,旋铆模块130只能沿工作台110的长度方向移动,保证了整体结构的刚性,同时又能兼容不同类型的工件。
51.参照图1,在本实用新型实施例中,定位机构120可以连接有供料振动盘190。
52.在本实用新型实施例中,铆接送料方式可以是吹钉也可以是其他方式,本领域的技术人员可以根据实际情况选择,本实施例对此不作限定。
53.参照图1,在本实用新型实施例中,旋铆模块130可以是旋铆机,本实施例可以选择采用四台旋铆机的直线阵列进行铆接。
54.在一种示例中,将第一片叶片依照孔位定位后放置在工位111上;限位件150嵌入叶片的中部以保证两片叶片的同轴度;将另一片叶片依照孔位以及限位件150定位后放置在第一片叶片上;预压紧机构160向下压紧叶片;限位件150移出铆接区域;工作台110平移到达旋铆机构下方;升降装置162驱动工作台110下降,定位机构120将铆钉插入第一边的孔位;旋铆模块130完成已插入铆钉的孔位的旋铆;移动模块驱动工作台110向定位机构120的方向平移,定位机构120沿定位开孔112穿过工作台110并对准第二边的孔位;升降装置162驱动工作台110下降,定位机构120将铆钉插入第二边的孔位;旋铆模块130完成已插入铆钉的孔位的旋铆。
55.本实用新型的实施例还提出一种风阀生产设备,包括上述实施例的铆接装置100。上面结合附图对本实用新型实施例作了详细说明,最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型的各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。