1.本实用新型涉及卷状物料换卷的技术领域,特别是涉及卷状物自动换卷装置。
背景技术:
2.物料来料为卷状,需求工艺分为以下两种:1.将卷状物料按需求长度缠绕到产品上-无离型膜的胶带,底部有粘性;2.将卷状物料上的标签剥离并贴附于产品上-有离型膜,底部无粘性。
3.由于卷状物料直径尺寸有限,当卷料用尽后必须更换一卷新的物料,而部分工艺的生产要求因换料卷而停机的时间不超过1分钟,因此必须实现快速换卷。
4.目前市面上大多都是单卷结构,但是换卷涉及到新的安装与调试,耗时很长,无法满足高效的生产。
5.为解决上述技术问题,本发明人设计了卷状物自动换卷装置,本案就此产生。
技术实现要素:
6.为了解决上述问题,本实用新型的技术方案如下:
7.卷状物自动换卷装置,包括安装板,所述安装板上设置有上卷机构、下卷机构以及换卷机构,所述上卷机构和所述下卷机构均设有卷状物料,所述换卷机构用于切断用尽的工作卷并将送出的卷带与备用卷衔接。
8.进一步设置为:所述安装板上设有上卷传感器和下卷传感器,所述上卷传感器用于检测上卷机构上的物料剩余量,所述下卷传感器用于检测下卷机构上的物料剩余量。
9.进一步设置为:所述安装板上沿卷状物料延伸方向依次设置有多根绕带轴;所述安装板上设有移动座,所述移动座与安装板滑动安装,且所述移动座的移动方向为竖直方向;所述安装板上设有位于所述移动座下侧的滑移座,所述滑移座与安装板之间竖直滑动连接;
10.所述换卷机构包括沿卷状物料延伸方向依次设置的后端夹爪、中间夹爪以及前端夹爪,所述移动座上固定安装有上三轴气缸,所述上三轴气缸活塞杆端部与所述中间夹爪固定连接,用于驱动中间夹爪水平移动;所述安装板上安装有上换卷气缸,所述上换卷气缸活塞杆端部与所述移动座固定连接,用于驱动移动座竖直移动;所述后端夹爪与所述滑移座固定安装,且所述安装板上安装有提升气缸,所述提升气缸活塞杆端部与所述滑移座固定连接,用于驱动滑移座竖直移动,且所述滑移座上固定安装有下换卷气缸,所述下换卷气缸活塞杆端部与所述后端夹爪固定连接;
11.所述换卷机构还包括用于切断卷状物料的切刀组件、用于粘合送出卷带和备用卷卷带的贴合组件。
12.进一步设置为:所述贴合组件包括固定于所述安装板上的贴合气缸和固定于所述贴合气缸活塞杆端部上的贴合块,且贴合组件共设有两组,两组贴合组件沿竖直方向对向设置。
13.进一步设置为:所述切刀组件包括固定于所述安装板上的切刀气缸以及固定于所述切刀气缸活塞杆端部上的切刀刀片。
14.进一步设置为:所述切刀组件包括设置于安装板上的剪刀式的换卷切刀。
15.进一步设置为:所述安装板上还设有用于调节卷带张紧度的调节组件,所述调节组件包括固定安装在所述安装板上的调节气缸和固定安装于调节气缸活塞杆端不上的调节板,所述调节板上转动安装有调节辊,沿所述调节辊传递延伸的卷带绕过所述调节辊。
16.本实用新型的有益效果如下:
17.当上卷机构或下卷机构上的物料即将用尽时,传感器检测到物料剩余量,设备停机,换卷机构自动切换备用卷和工作卷,将备用卷与卷带衔接粘合,使得原本的备用卷即可投入使用,与现有的放卷设备相比,停机时间短,有利于保持整体生产线的高效运行。
附图说明
18.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
19.其中:
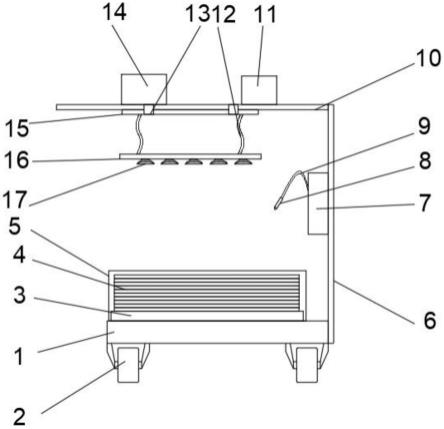
20.图1是实施例一的正面结构示意图;
21.图2是实施例一的立体结构示意图;
22.图3是实施例二的正面结构示意图;
23.图4是实施例二的立体结构示意图。
24.标号说明:
25.1、上卷机构;11、上卷传感器;2、下卷机构;21、下卷传感器;3、安装板;31、绕带轴;32、上换卷气缸;33、提升气缸;34、上基准块;35、下基准块;36、下三轴气缸;361、对接胶带放置块;362、对接胶带气缸;4、移动座;41、上三轴气缸;5、滑移座;51、下换卷气缸;61、后端夹爪;62、中间夹爪;63、前端夹爪;7、切刀组件;71、切刀气缸;72、切刀刀片;8、贴合组件;81、贴合气缸;82、贴合块;9、调节组件;91、调节气缸;92、调节板;921、调节辊。
具体实施方式
26.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
27.本具体实施方式如下:
28.实施例一
29.本实施例针对于粘性卷状物料的换卷。
30.参照图1、图2,卷状物自动换卷装置包括安装板3,安装板3上设置有上卷机构1、下卷机构2以及换卷机构,上卷机构1和下卷机构2均设有卷状物料,换卷机构用于切断用尽的工作卷并将送出的卷带与备用卷衔接。安装板3上设有上卷传感器11和下卷传感器21,上卷传感器11用于检测上卷机构1上的物料剩余量,下卷传感器21用于检测下卷机构2上的物料剩余量。安装板3上沿卷状物料延伸方向依次设置有多根绕带轴31。安装板3上设有移动座
4,移动座4与安装板3滑动安装,且移动座4的移动方向为竖直方向。安装板3上设有位于移动座4下侧的滑移座5,滑移座5与安装板3之间竖直滑动连接。
31.换卷机构包括沿卷状物料延伸方向依次设置的后端夹爪61、中间夹爪62以及前端夹爪63,移动座4上固定安装有上三轴气缸41,上三轴气缸41活塞杆端部与中间夹爪62固定连接,用于驱动中间夹爪62水平移动。安装板3上安装有上换卷气缸32,上换卷气缸32活塞杆端部与移动座4固定连接,用于驱动移动座4竖直移动。后端夹爪61与滑移座5固定安装,且安装板3上安装有提升气缸33,提升气缸33活塞杆端部与滑移座5固定连接,用于驱动滑移座5竖直移动,且滑移座5上固定安装有下换卷气缸51,下换卷气缸51活塞杆端部与后端夹爪61固定连接。
32.换卷机构还包括用于切断卷状物料的切刀组件7、用于粘合送出卷带和备用卷卷带的贴合组件8。贴合组件8包括固定于安装板3上的贴合气缸81和固定于贴合气缸81活塞杆端部上的贴合块82,且贴合组件8共设有两组,两组贴合组件8沿竖直方向对向设置。切刀组件7包括固定于安装板3上的切刀气缸71 以及固定于切刀气缸71活塞杆端部上的切刀刀片72。
33.安装板3上还设有用于调节卷带张紧度的调节组件9,调节组件9包括固定安装在安装板3上的调节气缸91和固定安装于调节气缸91活塞杆端不上的调节板92,调节板92上转动安装有调节辊921,沿调节辊传递延伸的卷带绕过调节辊921。安装板3上还设有上基准块34和下基准块35,上基准块34用于上卷人工预处理,下基准块35用于下卷的人工预处理。
34.本实施例的工作原理:
35.a.工作卷为上方:
36.当上卷传感器11检测到物料即将耗尽之后,设备停机。中间夹爪62及前端夹爪63启动夹住胶带,切刀气缸71上升,切刀刀片72将胶带切断,上换卷气缸32将余料提升同时上侧的贴合气缸81上升,切刀刀片72下降,下换卷气缸51带动后端夹爪61将预备用卷的胶带向前送,上侧的贴合气缸81下降并保持数秒,将备用卷胶带搭接在原工作卷胶带上方,利用胶带自有的粘性,实现快速对接。
37.b.工作卷为下方:
38.当下卷传感器21检测到物料即将耗尽之后,设备停机。后端夹爪61及前端夹爪63启动夹住胶带,提升气缸33上升,上侧的贴合气缸81下降,切刀刀片72将胶带切断,下换卷气缸51将余料送出同时贴合气缸81上升,切刀刀片72下降,上换卷气缸32下降,上三轴气缸41带动中间夹爪62将预备用卷的胶带向前送,上侧的贴合气缸81下降并保持数秒,将备用卷胶带搭接在原工作卷胶带上方,利用粘性胶带自有的粘性,实现快速对接。
39.实施例二
40.本实施例针对于非粘性卷状物料的换卷。
41.参照图3、图4,卷状物自动换卷装置,包括安装板3,安装板3上设置有上卷机构1、下卷机构2以及换卷机构,上卷机构1和下卷机构2均设有卷状物料,换卷机构用于切断用尽的工作卷并将送出的卷带与备用卷衔接。安装板3 上设有上卷传感器11和下卷传感器21,上卷传感器11用于检测上卷机构1上的物料剩余量,下卷传感器21用于检测下卷机构2上的物料剩余量。安装板3 上沿卷状物料延伸方向依次设置有多根绕带轴31。安装板3上设有移动座4,移动座4与安装板3滑动安装,且移动座4的移动方向为竖直方向。安装板3 上设有位
于移动座4下侧的滑移座5,滑移座5与安装板3之间竖直滑动连接。
42.换卷机构包括沿卷状物料延伸方向依次设置的后端夹爪61、中间夹爪62以及前端夹爪63,移动座4上固定安装有上三轴气缸41,上三轴气缸41活塞杆端部与中间夹爪62固定连接,用于驱动中间夹爪62水平移动。安装板3上安装有上换卷气缸32,上换卷气缸32活塞杆端部与移动座4固定连接,用于驱动移动座4竖直移动。后端夹爪61与滑移座5固定安装,且安装板3上安装有提升气缸33,提升气缸33活塞杆端部与滑移座5固定连接,用于驱动滑移座5竖直移动,且滑移座5上固定安装有下换卷气缸51,下换卷气缸51活塞杆端部与后端夹爪61固定连接。
43.换卷机构还包括用于切断卷状物料的切刀组件7、用于粘合送出卷带和备用卷卷带的贴合组件8。贴合组件8包括固定于安装板3上的贴合气缸81和固定于贴合气缸81活塞杆端部上的贴合块82。切刀组件7包括设置于安装板3上的剪刀式的换卷切刀。
44.安装板3上还设有用于调节卷带张紧度的调节组件9,调节组件9包括滑动安装在安装板3上的调节板92,调节板92上穿设有与安装板3螺纹连接的安装螺栓,用于固定调节板92的位置,且调节板92上转动安装有调节辊921,沿调节辊传递延伸的卷带绕过调节辊921。安装板3上还设有上基准块34、下基准块35、对接胶带气缸362,对接胶带气缸362活塞杆端部水平设置固定有下三轴气缸36,下三轴气缸36活塞杆朝上设置并固定有对接胶带放置块361,上基准块34用于上卷人工预处理,下基准块35用于下卷的人工预处理。
45.本实施例的工作原理:
46.相对粘性物料,人工预处理中多了要预放对接胶带这个步骤。
47.a.工作卷为上方:
48.当上卷传感器11检测到物料即将耗尽之后,设备停机。中间夹爪62及前端夹爪63启动夹住胶带,切刀组件7将胶带切断,上换卷气缸32将余料提升同时对接胶带气缸362缩回,切刀组件7退回安装板3背面,然后下三轴气缸 36上升,下换卷气缸51带动后端夹爪61将预备用卷的胶带向前送,贴合气缸 81下降并保持数秒,将备用卷胶带搭接在对接胶带上方,利用对接胶带自有的粘性,实现快速对接。
49.b.工作卷为下方:
50.当下卷传感器21检测到物料即将耗尽之后,设备停机。后端夹爪61及前端夹爪63启动夹住胶带,切刀组件7将胶带切断,下换卷气缸51将余料送出同时对接胶带气缸362缩回,切刀组件7退回,下三轴气缸36上升,上换卷气缸32下降,上三轴气缸41带动中间夹爪62将预备用卷的胶带向前送,贴合气缸81下降并保持数秒,将备用卷胶带搭接在对接卷胶带上方,利用对接胶带自有的粘性,实现快速对接。
51.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。