1.本发明属于双辊薄带铸-挤轧(双辊薄带铸-挤轧是发明人在专利申请文件2022108771736中首次提出的概念,双辊薄带铸-挤轧又被为双辊铸轧、双辊薄带连铸)技术领域,具体涉及一种用于双辊铸挤轧的结晶辊偏角度运动方法。发明人根据kiss角测量技术(申请号2021112909655)发现,由bessemer提出的双辊薄带工艺是铸-挤-轧三方面的统一,如附图1所示,挤压力作用位置和作用形式对于工艺稳定顺行具有重要意义。在通过结晶辊平动施加挤压动作的同时保持辊缝开度不变,是双辊薄带工艺控制中挤压力实施的终极目标。本发明专利申请文件是对申请号为2022101047141的专利申请文件“一种用于增强双辊铸轧工艺稳定性的结晶辊让步运动方法”的创新改进,目的是实现双辊薄带工艺控制中挤压力实施的重要目标。
背景技术:
2.双辊铸挤轧工艺的描述在发明人已经公开的多份发明专利申请文件中有详细的描述,在本发明专利申请文件中不再赘述。需要重复说明:kiss角测量技术(申请号2021112909655)是对示踪技术(申请号2021101226378)的补充,因为示踪技术无法捕捉kiss点和“凝固坯壳”穿越熔池两相区时的发展过程;示踪技术(专利申请号2021101226378)能够证明熔池靠近nip点(两结晶辊最小距离处的中点)是两相区(也就是熔池底部是两相区),且“凝固坯壳”需要穿越熔池底部的两相区;kiss角测量技术(申请号2021112909655)表明,“凝固坯壳”与熔池底部两相区间的界线为直线。示踪技术(申请号2021101226378)和kiss角测量技术(申请号2021112909655)的对比如表1所示。
3.发明人在申请号为2022101047141的专利申请文件“一种用于增强双辊铸轧工艺稳定性的结晶辊让步运动方法”中提出的结晶辊让步运动方法,又被发明人称为偏角度运动方法,意在与当前的结晶辊微幅振动(垂直运动)和零角度运动(两结晶辊在一条直线上对向运动)进行区别。偏角度运动的优势是明显的,能够降低结晶辊磨损、减少铸带所受应力、降低过热度需求、提高耐材寿命、扩大可制备的材料成分范围,等。偏角度运动方法的核心在于促使kiss角物质更新,以平滑kiss角焓值。
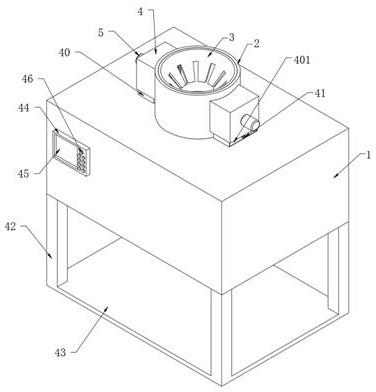
4.本发明提出一种用于双辊铸挤轧的结晶辊偏角度运动方法,用于继续提高双辊薄带工艺稳定性和扩展可铸轧金属成分,包括但不限于:钢铁薄板带、有色金属薄板带、非晶合金薄板带、复层材料薄板带、复合管\棒。本发明的核心是,在通过结晶辊运动施加挤压动作的同时保持辊缝开度不变,这也是双辊薄带工艺控制中挤压力实施的终极目标。本发明专利的优点是显而易见的,能极大的扩展挤压动作的作用幅度,可能会为双辊薄带领域带来戏剧性的变革。
5.表1—示踪技术与kiss角测量技术的对比。
技术实现要素:
6.发明人发现:由于构成kiss角的两条边分别具有不同的速度方向,因此,附图1中所示的kiss角\点是熔池中一个虚拟的区域,实际上并不存在,这与发明人之前专利文件中的描述不符,但完全不影响之前专利文件的价值。常规连铸过程是存在所谓的稳定态的,具有kiss角的双辊工艺是不稳定的(不具有kiss角的工艺是可以存在理想中的稳定态的),这也是常规连铸过程中的各类研究熔池的实验方法,包括放射性元素法和漏液法等无法用于描述双辊薄带熔池内精细化传输行为的根本所在。
7.当存在kiss点\角时,由于kiss点\角物质焓值不稳定,单纯依靠结晶辊转动产生的挤压力会带来工艺波动,且这种工艺波动可能是剧烈的和有破坏性的,辊缝开度变化提供的挤压力有利于kiss点\角的焓值稳定,当前的零角度(两结晶辊的运动式中在同一个平面上)辊缝开度的变化很容易带来可以预见的负面效果,譬如增大应力,导致铸带厚度沿结晶辊转动方向波动较大。
8.辊缝开度的变化由三个要素:幅度、频率、角度,偏角度运动(也就是让步运动)是由发明人首次在申请号为2022101047141的发明专利申请文件中提出的。申请号为2022101047141的发明专利已经是巨大的提高,但不可否认,结晶辊让步运动方法的使用,只能减弱薄带厚度沿其移动方向的波动,并不能完全消除薄带厚度的不均匀性。
9.结晶辊偏角度运动(也就是让步运动)会造成薄带厚度沿结晶辊旋转方向的波动,这种波动显然是需要控制在一定范围的,这种范围的有限性会约束结晶辊让步运动技术施展的空间。
在该圆弧线段上运行)。
具体实施方式
19.为了使本技术领域的人员更好地理解本发明方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。因此,以下对在幅图中提供的本发明的实施例的详细描述并非旨在限制要求的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
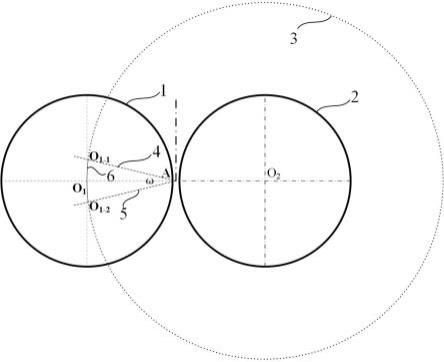
20.实施例1本发明实施例1公开的一种用于双辊铸挤轧的结晶辊偏角度运动方法,如图2和图3所示,第一结晶辊直径1和第二结晶辊2半径均为250毫米(mm);铸挤轧速度为0.6~1.2米(m)/秒(s);辊缝开度d为0.75毫米(mm)~2.75毫米(mm);所铸挤轧金属为钢铁材料。所铸轧金属为也可以是有色金属薄板带、复层薄板带、高熵合金薄板带、复合管\棒,以及将来可能的采用双辊铸挤轧制备的材料。
21.图2中的局部进行了放大,如图3所示。所述第一结晶辊1为运动辊,所述第二结晶辊2为固定辊,取垂直于所述第一结晶辊1的辊轴的任意一个平面φ,则所述第一结晶辊1在所述平面φ的投影为以点o1为圆心的圆形c1,所述第二结晶辊2在所述平面φ的投影为以点o2为圆心的圆形c2。
22.图2中,为更加清晰的表达本发明专利的核心议题,未画出水口。也未表示出熔池高度。
23.图2所示为等径双辊铸轧机,可选地,还可以是异径式双辊铸轧机,更可以是变径式双辊铸轧机(变径式双辊铸轧机,如发明人所递交的申请号为2021108481175的专利文件中的附图5,用于制备复层管\棒),铸轧机的两个结晶辊可以水平摆放,更可以倾斜摆放或垂直摆放,铸带的引出方式,可以沿着重力方向引出,更可以与重力方向成小于180度的角度引出,甚至可以沿与重力方向完全相反的方向引出。
24.图2中,实际中第一结晶辊1和第二结晶辊2都不是完美的圆形,在本发明专利申请文件中,认为第一结晶辊1和第二结晶辊2都是完美的圆形。
25.图2中,同心圆3是与所述第二结晶辊2同心的圆形,圆弧线段6(圆弧o
1-1
o1o
1-2
)落在同心圆3上。所述圆弧线段6(圆弧o
1-1
o1o
1-2
)可以记为,由于是所对应的角度为锐角(小于ω),也可以记为。本技术文件中,将所述圆弧线段6记为。
26.图2中,o1a是∠o
1-1
ao
1-2
的平分线,a为nip点,nip点是两结晶辊间最小距离处的中点。
27.可选地,图2中,o1a不是∠o
1-1
ao
1-2
的平分线。
28.可选地,所述圆弧线段6()不包括点o1,也就是说,所述圆弧线段6位于o1a线的一侧,也就是说,偏角ω上边4和偏角ω下边5均位于所述o1a线的同侧。
29.图2中,所述圆弧线段6(圆弧)的长度为900微米(μm)。
30.可选地,图2中,所述圆弧线段6(圆弧)的长度可以为也可以为几十个微米(μm),也就是不足100微米(μm)。
31.可选地,图2中,所述圆弧线段6(圆弧)的长度可以为也可以为毫米(
㎜
)级,也就是1毫米(
㎜
)~10毫米(
㎜
)。
32.可选地,图2中,所述圆弧线段6(圆弧)的长度可以为也可以为厘米(
㎜
)级,也就是1厘米(cm)~10厘米(cm)。
33.图2中,o1在所述圆弧线段6上运动,频率约为50赫兹(hz)/秒(s),服从正弦规律。
34.可选地,图2中,o1在所述圆弧线段6上运动,其频率和\或幅度根据工艺参量(轧制力,等)实时调节。
35.可选地,图2中,o1在所述圆弧线段6上运动,其频率可以是从很低的频率(譬如0.01赫兹/秒)到很高的频率(譬如100赫兹/秒)。
36.可选地,第一结晶辊1做一次偏角度运动(从o
1-1
到o
1-2
),然后第一结晶辊1转为固定辊,由第二结晶辊2做与第一结晶辊1类似的偏角度运动,然后再如此往复,即第一结晶辊1和第二结晶辊2交替成为偏角度运动辊。
37.图2中,o1在所述圆弧线段6上运动,o
1-1
和o
1-2
仅是两个极限点位,o1不一定每次运动都与o
1-1
和\或o
1-2
重合,也就是说,如果所述圆弧线段6(圆弧)的长度为50微米(μm),那么,o1每次从o
1-1
沿所述圆弧线段6到o
1-2
或从o
1-2
沿所述圆弧线段6到o
1-1
,走过的路程均不超过50微米(μm)。
38.最后应当说明的是,以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解,技术人员阅读本技术说明书后依然可以对本发明的具体实施方式进行修改或者等同替换,但这些修改或变更均未脱离本发明申请待批权利要求保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。