1.本发明涉及有机玻璃加工装置技术领域,特别是指一种可移动的通用飞机风挡玻璃成型工装。
背景技术:
2.工装是风挡玻璃成型所必须的工艺装备,将加热后的有机的风挡玻璃毛料放置在成型工装表面,通过压边框施加一定程度的压力,将玻璃压制成所需形状。工装保持合模状态,使用转运车运送至烘箱回火。现有风挡玻璃成型工装,通常使用木质材料作为基体,表面铺贴黑色绒布。此种工装结构虽然加工难度和成本较低,但由于长期在高温条件下使用(风挡玻璃回火的温度是70-80度),很容易出现基体变形、损坏等情况。同时,由于工装自身重量相对较大,需要在烘箱和工作间转运,生产过程中经常出现转运困难等情况;,
3.现有专利中,申请号为cn99227277.7,名称为一种汽车前风挡玻璃成型压制装置的专利,公开了包括由支架、横臂支杆、固定在横臂支杆一端的支承套管、伸缩杆和压制滚轮构成,压制滚轮装在伸缩杆底端,伸缩杆套接在支承套管中,伸缩杆上方装有螺母锁紧块及配重,支承套管是通过横臂支杆活动安装在支架横套管中,支架固定插接在自重成型模具上。该专利不能移动,需要回火时,使用不方便,还有只是一个滚轮压制成形,需要防止回弹变形时,不能整体的压住,需要单独的工装,需要改进;
4.另一个申请号为cn202020999090.0,名称为应用于大曲率超薄风挡玻璃的成型装置的专利中,公开了包括热弯平台;自重空心模具,自重空心模具包括:位于两侧的固定轮廓模架、铰接于固定轮廓模架的活动轮廓模架,固定轮廓模架与活动轮廓模架配合,装配大曲率超薄风挡玻璃、安装于固定落轮廓模架下侧的可调支撑柱、以及安装于可调支撑柱下侧的底座,底座放置于热弯平台;高度调节机构,高度调节机构连接活动轮廓模架;该专利结构复杂,不适用于飞机挡风玻璃成型,需要改进。
技术实现要素:
5.本发明要解决的技术问题是提供一种具有较高强度的工艺装备,能够在较高的回火温度(100度)下保持自身尺寸的稳定性;同时,能够便捷的完成风挡玻璃在生产过程中的转运。
6.为解决上述技术问题,本发明提供了如下技术方案:
7.一种可移动的通用飞机风挡玻璃成型工装,包括车架、与所述车架固定连接的模体、与所述模体外表面固定连接的绒布、与所述车架插接的压边框;风挡玻璃设在绒布与压边框之间;所述车架上设有导向部;所述压边框设有导向块;所述导向部设有导向槽,所述导向块插接在导向槽内;所述车架一端设有把手。
8.进一步的,所述导向槽为v形;所述导向块为v形;所述导向块与所述导向槽相适配。
9.进一步的,所述车架上设有支撑板;所述支撑板为l形;所述支撑板数量为两块;对
称设置在所述车架上;所述导向部设在所述支撑板中部;所述模体与所述支撑板可拆卸连接。
10.进一步的,所述压边框包括由不锈钢管弯曲后焊接而成的骨架;骨架与风挡玻璃接触的一面粘接有玻璃钢层;所述玻璃钢层与所述风挡玻璃抵接。
11.进一步的,所述玻璃钢层的厚度为20-25mm。
12.进一步的,所述车架由四根方管焊接而成;所述车架的底面四角设有加强板。
13.进一步的,所述加强板上设有车轮;所述车轮为四个,分设在加强板上。
14.进一步的,所述车架底部设有六个可调节高度的支腿,其中四个支腿分设在所述车架的角部,两个支腿分设在所述车架中部两侧。
15.与现有技术相比,本发明的有益效果是:
16.1、通过设置的压边框以及模体,可以将需要退火的风挡玻璃放置在压边框以及模体之间,防止风挡玻璃损坏;压边框以及模体为金属,能够耐受100度左右的温度不变形,代替了原先的木质模具,延长了使用寿命;
17.2、通过设置的车轮,可以将本工装进行移位,方便快捷;
18.3、通过设置的支腿,需要本装置定位时,可以调节支腿的高度,将本装置不用车轮支撑,采用支腿支撑更稳定;
19.4、通过设置的模体以及压边框,可以将加热后的风挡玻璃(材料为有机玻璃)在模体以及压边框之间成型;
20.5、通过设置的导向槽以及导向块,可以将压边框与模体进行定位,保证风挡玻璃按照设定的尺寸成型。
附图说明
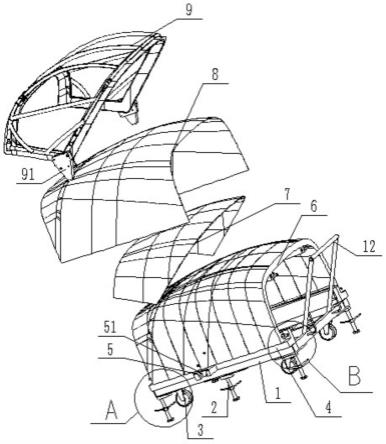
21.图1为本发明的立体结构爆炸图;
22.图2为图1的a处放大图;
23.图3为图1的b处放大图;
24.图4为压边框的结构示意图;
25.图5为本发明的立体结构示意图;
26.图6为压边框与玻璃钢层的结构示意图;
27.图7为本发明实施例2的模体与支撑板的连接示意图。
28.附图中:
29.1-车架、11-加强板、12-车把手、2-支腿、3-车轮、4-支撑板、41-固定板、5-导向部、51-导向槽、6-模体、7-绒布、8-风挡玻璃、9-压边框、91-导向块、92-玻璃钢层。
具体实施方式
30.首先需要说明的是,本发明任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;存在如上所述的本发明的不同方面的许多其它变化,为了简明,它们没有在细节中提供。因此,其它实施例也在相应权利要求项的保护范围之内。
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整的描述。
32.实施例1
33.请参阅图1-图7所示:
34.本实施例提供了一种可移动的通用飞机风挡玻璃成型工装,包括成型部件和压边框9两部分组成;成型部件底部设计了方形车架1,车架1由60
×
40mm规格方管焊接而成,方管焊接位置看增设加强板11,保证车架1整体刚度;车架1前端设置刚性牵引机构也就是车把手12;
35.车架1底部设置2个定向轮和2个万向轮,保证工装转运能力;同时车架1底部还安装了6个可调节高度的支腿2,保证工装在工作状态时的稳定性;
36.车架1两侧对称设计了2个l形支撑板4,选用q235a材料,与车架1焊接组合;
37.支撑板4中部安装有带v形导向槽51的导向部5。模体6选用铸铝材料,外表面铺贴1mm厚绒布7,模体6与支撑板4固定;
38.更详细的技术方案,所述压边框9上设有v形的导向块91;导向块91与导向槽51插接;
39.所述压边框9包括由不锈钢管弯曲后焊接而成的骨架;骨架与风挡玻璃8接触的一面粘接有玻璃钢层92;所述玻璃钢层92与所述风挡玻璃8抵接。
40.所述玻璃钢层92的厚度为20-25mm。所述绒布层以及所述玻璃钢层92能够耐受110度温度,以免损坏;
41.本发明的工作过程,
42.将本工装推到风挡玻璃8加热的附近,将压边框9取下,将加热后风挡玻璃8放到模体4上,将压边框9的导向块91对准导向槽51,插进导向槽51,对压边框9顶部施加一定的压力,将加热后的风挡玻璃8与模体4成型,然后推动本工装到烘箱(属于现有技术),将本工装与风挡玻璃8整体退火,风挡玻璃8退火后就可以使用了;
43.烘箱退火的温度70-80度,不会对厚绒布7以及压边框9上的玻璃钢层造成损坏,反复使用后如有损坏,可以取下换成新的厚绒布7以及玻璃钢层即可,不用整体更换,节约了材料。
44.实施例2
45.本实施例与实施例1基本相同;
46.不同之处在于,如图7所示,所述支撑板4上焊接一块固定板41;所述模体4通过螺栓螺母固定连接在一起,避免模体4运输时移动,造成成型后的风挡玻璃8与模体4移位;
47.本实施例与实施例2结构基本相同,工作原理就不在赘述。
48.实施例3
49.本实施例与实施例2基本相同。
50.不同之处在于,支腿2包括与车架1固定连接的螺栓以及与所述螺栓螺纹连接的螺母地脚,螺母地脚上设有手柄,便于旋转螺母,调整高度,螺母地脚为空心一端封闭的空心套结构,开口端与螺栓连接,封闭端设有圆盘,圆盘与地面抵接。
51.实施例与实施例2的原理基本相同。就不在赘述。
52.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或
基本特征的情况下,能够以其他的具体形式实现本发明。目前,本技术的技术方案已经采用实施例1的最佳实施方式,已经进行了中试,即产品在大规模量产前的小规模实验;中试完成后,在小范围内开展了用户使用调研,调研结果表明用户满意度较高;现在已经着手准备产品正式投产进行产业化;以上所述;仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此;任何熟悉本技术领域的技术人员在本发明揭露的技术范围内;根据本发明的技术方案及其改进构思加以等同替换或改变;都应涵盖在本发明的保护范围内。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。