1.本发明涉及成型体及成型体的制造方法。
背景技术:
2.例如,在作为成型体之一的树脂成型体中,已知有在其表面的一部分中形成有与其他部分在视觉上有所不同的标记面的树脂成型体。就这样的树脂成型体而言,通过对表面的一部分实施激光加工来形成具有文字、图形的标记面(例如参照专利文献1)。
3.专利文献
4.专利文献1:日本特开2001-283669号公报
技术实现要素:
5.发明所要解决的课题
6.然而,当在暴露于水中的环境下设置了树脂成型体时,标记面被水覆盖,视觉辨认性(可见性)降低。
7.因此,本发明的目的在于提供即使被水弄湿、视觉辨认性也不易降低的成型体等。
8.用于解决课题的手段
9.为了达到上述目的,根据本发明的一个方案的成型体,其在表面的一部分中具有标记面,上述标记面是沿着规定方向使多个凹部与多个凸部分别交替地以规定的间距被配置成平面状而形成的,标记面与除该标记面以外的区域相比,光吸收率高,并且是水接触角为120
°
以上的疏水面或水接触角为60
°
以下的亲水面。
10.另外,本发明的一个方案的成型体的制造方法通过对基材的表面的一部分按照沿着规定方向使多个凹部与多个凸部分别交替地以规定的间距被配置成平面状的方式实施激光加工来形成标记面,上述标记面与除该标记面以外的区域相比,光吸收率高,并且是水接触角为120
°
以上的疏水面或水接触角为60
°
以下的亲水面。
11.发明效果
12.根据本发明,能够提供即使被水弄湿、视觉辨认性也不易降低的成型体等。
附图说明
13.图1是表示使用了实施方式1的树脂成型体的浴室的立体图。
14.图2是表示实施方式1的地面的一部分的说明图。
15.图3是将实施方式1的标记面放大表示的截面图。
16.图4是将实施方式2的标记面放大表示的截面图。
17.图5是表示实施方式3的凹凸结构的俯视图。
18.图6是表示使用了实施方式4的树脂成型体的广告牌的俯视图。
具体实施方式
19.以下,使用附图对本发明的实施方式的树脂成型体详细地进行说明。需要说明的是,以下说明的实施方式均是表示本发明的一个具体例子的实施方式。因此,以下的实施方式中所示出的数值、形状、材料、构成要素、构成要素的配置及连接形态、工序、工序的顺序等是一个例子,主旨并不是对本发明进行限定。由此,对于在以下的实施方式中的构成要素之中未被记载于独立权利要求中的构成要素,作为任选的构成要素进行说明。
20.另外,各图是示意图,并不是严格地进行了图示的图。因此,例如在各图中,缩尺等并不一定一致。另外,在各图中,对于实质上相同的构成标注相同的符号,重复的说明会省略或简化。
21.另外,在本说明书中,表示平行或正交等要素间的关系性的术语及表示正方形或长方形等要素的形状的术语、以及数值范围不是仅表示严格含义的表达,而是指也包含实质上同等的范围、例如数%左右的差异的表达。
22.(实施方式1)
23.[成型体]
[0024]
首先,使用图1对作为实施方式1的成型体的树脂成型体1的应用例进行说明。图1是表示使用了实施方式1的树脂成型体1的浴室100。
[0025]
如图1所示,浴室100具有:具有排水口102的地面101;壁103;和浴缸104。地面101、壁103及浴缸104中的至少一者由树脂成型体1形成即可,但在本实施方式中,以地面101由树脂成型体1形成的情况为例进行说明。
[0026]
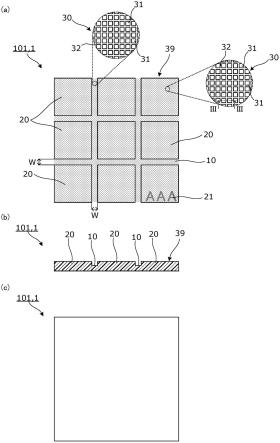
图2是表示实施方式1的地面101的一部分的说明图。具体而言,图2的(a)是表示地面101的表面的俯视图。图2的(b)是地面101的截面图。图2的(c)是表示地面101的背面的俯视图。地面101的表面及背面各自作为基材的树脂成型体1的表面整体露出。即,在树脂成型体1的表面未层叠有涂层等。
[0027]
如图2的(a)及(b)所示,地面101的表面具备:槽状的接缝10;和通过接缝10被划分出的多个面状部20。
[0028]
接缝10是在地面101的表面以格子状被设置的槽。接缝10是排水用的槽。接缝10例如是通缝(也称作“直线接缝”)状的槽。形成接缝10的各槽的宽度w为毫米级,分别是均等的。
[0029]
多个面状部20分别在俯视下以正方形来形成,并配置成矩阵状。在多个面状部20中的至少一个面状部20的表面上设置有标签21。在标签21上记载有各种信息(制造商名、品牌名、警示性声明等)。
[0030]
在接缝10及各面状部20的表面上形成有微细的凹凸结构30。在图2(a)中,将接缝10的表面和面状部20的表面各自的凹凸结构30放大表示。在本实施方式中,例示出了接缝10的表面的凹凸结构30与面状部20的表面的凹凸结构30为相同结构的情况,但也可以不同。此外,这里,所谓接缝10的表面是指形成接缝10的槽的底面。即,在槽的侧面(或者也可以称为面状部20的侧面)未形成标记面39。此外,在槽的截面形状为上方宽广的梯形状的情况下,对槽的侧面也能够形成标记面39。
[0031]
凹凸结构30具有在俯视下被配置成矩阵状的多个凹部31。凹部31在俯视下为大致正方形。在规定方向上,多个凹部31之间的部分形成凸部32。凸部32整体来看为格子状且连
续,因此可以说是一个凸部32,但如果仅沿规定方向进行观察,则被各凹部31分割,因此可以说是多个凸部32。即,无论是在纵向上还是在横向上,多个凹部31与多个凸部32都以规定的间距交替地排列。将具有这样的微细的凹凸结构30的面称为标记面39。
[0032]
如图2的(c)所示,地面101的背面作为不具有标记面39的整体而成为平坦的面。即,在地面101的表面,由于标记面39被形成于接缝10及各面状部20的表面,因此与地面101的背面相比光吸收率变高。
[0033]
以下,具体地对标记面39详细地进行说明。图3是将实施方式1的标记面39放大表示的截面图。具体而言,图3是对包含图2的(a)中的iii-iii线的切断面进行观察而得到的截面图。
[0034]
如图3所示,规定方向上的凸部32的宽度w2与凹部31的宽度w1的合计为规定的间距(p=w1 w2)。通过按照使规定的间距p与宽度w1、w2满足一定的关系的方式进行设定,能够将标记面39制成疏水面。具体而言,能够使相对于标记面39的水接触角为120
°
以上。
[0035]
例如,如果设定为宽度w2/宽度w1《0.5、并将规定的间距p设定为200nm~300μm,则能够使相对于标记面39的水接触角为120
°
以上。此外,规定的间距p更优选为200nm~100μm。另外,规定的间距p进一步优选为200nm~50μm。规定的间距p小于接缝10的各槽的宽度w。
[0036]
如果满足该关系性,则在标记面39内,凹凸结构30也可以不均匀。即,通过在凹凸结构30中形成密的部分和疏的部分,能够在标记面39内形成光吸收性不同的部位。例如,在图2的(a)中的标签21中,使凹凸结构30比其他部分密集。由此,光吸收性提高,因此表现出与其他部分的视觉辨认性的不同。即,即使不使用涂料等,也能够显示各种信息。
[0037]
此外,凹部的深度d与宽度w2的关系如果为深度d/宽度w2≤1,则能够提高凸部32的强度,能够抑制凸部32损伤。
[0038]
接下来,对树脂成型体1的制造方法进行说明。
[0039]
首先,准备平板状的基材。该基材只要能够进行激光加工,则可以由任何树脂形成。作为能够进行激光加工的树脂,例如可列举出热塑性树脂等。作为热塑性树脂,例如还可以列举出:聚烯烃系树脂、聚酰胺系树脂、弹性体系(苯乙烯系、烯烃系、聚氯乙烯(pvc)系、聚氨酯系、酯系、酰胺系)树脂、聚酯系树脂、工程塑料、聚乙烯、聚丙烯、尼龙树脂、丙烯腈-丁二烯-苯乙烯(abs)树脂、丙烯酸树脂、乙烯-丙烯酸酯树脂、乙烯-乙酸乙烯基酯树脂、聚苯乙烯树脂、聚苯硫醚树脂、聚碳酸酯树脂、聚酯弹性体树脂、聚酰胺弹性体树脂、液晶聚合物、聚对苯二甲酸丁二醇酯树脂、乙酸纤维素、聚乙酸乙烯基酯等。可以是上述这些树脂中的单独一种,也可以是以这些树脂作为主成分的多个树脂的混合体。
[0040]
另外,也可以在基材中含有热固性树脂。作为热固性树脂,例如可列举出:环氧树脂、不饱和聚酯树脂、乙烯基酯树脂、酚醛树脂、聚氨酯树脂、三聚氰胺树脂、脲树脂、马来酰亚胺树脂、氰酸酯树脂、醇酸树脂、加成固化型聚酰亚胺树脂、热固性丙烯酸树脂等。热固性树脂可以单独含有上述这些树脂中的一种,也可以含有以这些树脂作为主成分的多个树脂的混合体。由此,能够提高树脂成型体1的耐热性。特别地,基材也可以包含填料、玻璃纤维、碳纤维、着色剂中的至少一种。
[0041]
接着,通过对基材实施压制加工,从而在表面形成接缝10及多个面状部20。
[0042]
接着,通过对基材的表面实施激光加工来形成标记面39。具体而言,通过对基材的表面的一部分(接缝10及多个面状部20的表面)按照沿着规定方向使多个凹部31与多个凸
部32分别交替地以规定的间距被配置成平面状的方式实施激光加工来形成标记面。从照射激光的激光照射装置向基材的表面照射短脉冲激光。短脉冲激光的脉冲宽度优选为纳秒以下。
[0043]
通过照射激光来形成标记面39,此时,如果与基材中的除标记面39以外的区域(背面或侧面)相比,则标记面39的光吸收率变高。据认为这存在以下的种种因素。例如,1)通过照射激光,使得基材的表面碳化,发生深色化。2)通过照射激光,使得基材的表面的分子密度提高,被凝聚而发生深色化。3)通过照射激光,使得在基材的表面形成金属氧化物的杂质能级从而发生深色化。目前,尚不明确哪个因素的可信度高,但结果是,通过激光加工,使得标记面39与其他区域相比发生深色化,光吸收率变高。
[0044]
这里,当在基材中包含填料、玻璃纤维、碳纤维、着色剂中的至少一种添加物的情况下,通过激光照射使得添加物发生化学反应,因此能够进一步提高光吸收率。
[0045]
通过以上事项,可制造具有光吸收率比其他区域更高的标记面39的树脂成型体1,该标记面39是水接触角为120
°
以上的疏水面。此外,通过对标记面39进行分析,能够确定该标记面39是通过激光加工来形成的。
[0046]
[效果等]
[0047]
如上所述,树脂成型体1的标记面39与除该标记面39以外的区域相比,光吸收率高,并且是水接触角为120
°
以上的疏水面。即,标记面39由于其凹凸结构30而发挥上述的特性。凹凸结构30被刻在树脂成型体1的表面自身上。因此,即使被水弄湿,凹凸结构30自身也容易残存。例如,即使是将具备凹凸结构的片材体粘贴于树脂成型体的表面上的结构、或在树脂成型体的表面涂敷有氟层的结构,也能够发挥一定的疏水性。然而,如果长期使用,则片材体和氟层有可能从树脂成型体上剥离,但就本实施方式而言,通过刻在树脂成型体1的表面自身上的凹凸结构30实现了标记面39的疏水性。因此,能够长期稳定地维持标记面39所具有的特性。
[0048]
特别地,标记面39是水接触角为120
°
以上的疏水面,因此易于排斥水。由此,能够抑制由于被水弄湿而导致标记面39的视觉辨认性降低。
[0049]
通过以上事项,能够提供即使被水弄湿、视觉辨认性也不易降低的树脂成型体1。
[0050]
另外,由于多个凹部31与多个凸部32以规定的间距p交替地排列,因此通过凹凸结构30使反射光发生干涉、分光,在标记面39的至少一部分中出现结构色。即,在标记面39的一部分中产生反射光谱的峰波长的角度依赖性。由此,在标记面39中,使得颜色根据观察角度发生变化,视觉辨认性变得进一步提高。
[0051]
另外,由于凹部31的深度d与凸部32的宽度w2的关系为深度d/宽度w2≤1,因此能够提高凸部32的强度,能够抑制凸部32损伤。
[0052]
另外,在树脂成型体1的表面形成有具有规定的间距p以上的宽度w1的槽(形成接缝10的槽),标记面39形成于该槽的内部。由此,能够提高槽的内部的视觉辨认性。另外,也能够长期维持槽内的疏水性。
[0053]
另外,成型体为树脂成型体1,因此适于激光加工。
[0054]
另外,树脂成型体1包含热固性树脂,因此能够提高树脂成型体1的耐热性。
[0055]
另外,树脂成型体1包含选自填料、玻璃纤维、碳纤维、着色剂中的至少一种,因此能够提高树脂成型体1的强度。由此,能够更长期地维持凹凸结构30的形状。另外,这些添加
物通过激光照射而发生化学反应,因此能够进一步提高光吸收率。
[0056]
另外,标记面39通过激光加工来形成,因此即使不使用容易对环境造成影响的有机材料等,也能够形成凹凸结构30。
[0057]
(实施方式2)
[0058]
在实施方式1中,例示出了标记面39为疏水面的情况。在该实施方式2中,对标记面39a为亲水面的情况进行说明。图4是将实施方式2的标记面39a放大表示的截面图。具体而言,图4是与图3对应的图。需要说明的是,在以下的说明中,有时对于与实施方式1相同的部分会标记相同的符号并省略其说明。
[0059]
如图4所示,在标记面39a中形成有微细的凹凸结构39,该微细的凹凸结构39是多个凹部31与多个凸部32以规定的间距被排列成平面状而形成的。规定方向上的凸部32的宽度w2与凹部31的宽度w1的合计为规定的间距(p=w1 w2)。通过按照使规定的间距p与宽度w1、w2满足一定的关系的方式进行设定,能够将标记面39制成亲水面。具体而言,能够使相对于标记面39的水接触角为60
°
以下。
[0060]
例如,如果设定为宽度w2/宽度w1≥0.5、并将规定的间距p设定为1μm~1000μm,则能够使相对于标记面39的水接触角为60
°
以下。在该情况下,规定的间距p小于接缝10的各槽的宽度w1。
[0061]
此外,凹部的深度d与宽度w2的关系如果为深度d/宽度w2≤1,则能够提高凸部32的强度,能够抑制凸部32损伤。
[0062]
这样一来,树脂成型体1a的标记面39a与除该标记面39a以外的区域相比,光吸收率高,并且是水接触角为60
°
以下的亲水面。即,标记面39a由于其凹凸结构30而发挥上述的特性。凹凸结构30刻在树脂成型体1a的表面自身上。因此,即使被水弄湿,凹凸结构30自身也容易残存,能够长期稳定地维持标记面39a所具有的特性。
[0063]
特别地,标记面39a是水接触角为60
°
以下的亲水面,因此水不会成为水滴,而湿润散开。由此,能够抑制标记面39a的视觉辨认性降低。
[0064]
通过上述事项,能够提供即使被水弄湿、视觉辨认性也不易降低的树脂成型体1a。
[0065]
(实施方式3)
[0066]
在实施方式1中,例示出了多个凹部31以矩阵状排列的凹凸结构30。在该实施方式3中,例示出多个凹部31b以条纹状排列的凹凸结构30b。图5是表示实施方式3的凹凸结构30b的俯视图。具体而言,图5是与图2的(a)对应的图。如图5所示,各凹部31b与各凸部32b分别以直线状形成。多个凹部31b与多个凸部32b按照多个凹部31与多个凸部32以规定的间距交替地排列。在该情况下,如果满足上述的条件,则能够将标记面39b制成疏水面或者制成亲水面。
[0067]
此外,凹部与凸部只要以规定的间距交替地排列,则其俯视形状可以是任何形状。另外,标记面也可以在一个面内设置多个。另外,也可以将凹部与凸部的布置(layout)不同的多个标记面重叠地形成。在该情况下,上述的1)~3)的因素变得更加显著,因此与不重叠的区域相比,光吸收率变高。另外,在一个标记面内,凹部与凸部的布置、形状、大小也可以不同。
[0068]
(实施方式4)
[0069]
另外,在实施方式1中,例示出了将树脂成型体1应用于浴室100的情况。然而,树脂
成型体1只要是可被水弄湿的结构体,则可以应用于任何情况。作为其他应用对象,可列举出设置于室外的照明器具(路灯、霓虹灯等)的表面材料、喷泉或水池中的照明设备、车辆的前照灯、数字标牌、街头电视、标志、广告牌等。
[0070]
例如,在图6中示出了将实施方式4的树脂成型体1应用于广告牌200c的情况。如图6所示,广告牌200c的表面具有:多个标记面39c;和除标记面39以外的区域39d。多个标记面39c通过未图示出的凹凸结构,从而与区域39d相比光吸收率提高。另一方面,在区域39d中未形成凹凸结构。具体而言,各标记面39c形成为“a”的文字。在该情况下,标记面39c也为疏水面或亲水面,因此即使被水弄湿,该水也不易遮挡标记面39c。因此,能够维持广告牌200a中的显示内容的视觉辨认性。
[0071]
(其他)
[0072]
以上,对于本发明的用水场所构件,基于上述的实施方式进行了说明,但本发明不限于上述的实施方式。
[0073]
例如,各面状部20的俯视形状也可以不是正方形、长方形、平行四边形或菱形等四边形。各面状部20的俯视形状也可以是三角形或六边形等多边形,也可以是至少一部分包含曲线的非对称图形。例如,各面状部20的俯视形状也可以是互不相同的非对称形状。
[0074]
另外,在上述实施方式中,例示出了面状部20仅具备具有疏水性的标记面39的情况。然而,在面状部的同一面内也可以混合存在具有疏水性的标记面和具有亲水性的标记面。例如,如果具有疏水性的标记面与具有亲水性的标记面交替地排列(作为结果,凹凸结构30在同一面内不均匀),则即使是平面,通过马兰戈尼效应使水滴从面状部的同一面内滚动,也表现出视觉辨认性提高这一效果。
[0075]
另外,在上述各实施方式中,例示出了树脂成型体1具有形成接缝10的槽的情况,但即使是不具有槽的树脂成型体,也能够应用本发明的构成。
[0076]
另外,在上述各实施方式中,例示出了树脂成型体1作为成型体,但只要是能够进行激光加工的原材料,则可以由任何原材料形成成型体。作为其他原材料,可列举出金属等。
[0077]
此外,实施本领域技术人员对实施方式能够想到的各种变形而得到的方式、在不脱离本发明的主旨的范围内将各实施方式中的构成要素及功能任意组合而实现的方式也包含在本发明中。
[0078]
符号说明
[0079]
1树脂成型体(成型体)
[0080]
10接缝(槽)
[0081]
31、31b凹部
[0082]
32、32b凸部
[0083]
39、39a、39b、39c标记面
[0084]
39d区域
[0085]
p规定的间距
[0086]
w、w1、w2宽度
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。