1.本技术涉及铆接设备领域,尤其是涉及一种无耗材铆接机。
背景技术:
2.铆接是利用工件或铆钉的变形将两个工件铆接在一起的连接方式,这种加工工艺俗称压铆,多用于两个板材之间的连接加工。常见的压铆方式有铆钉铆接和无铆钉铆接,无铆钉铆接又叫无耗材铆接。无耗材铆接时,压铆机挤压两个工件相对的位置,两个工件产生局部变形连接在一起。
3.上述过程中压铆机的驱动多为电驱动、液压驱动或气压驱动,驱动为压铆机的铆接执行部提供压力,铆接执行部将压力集中对工件进行铆接。
4.针对上述中的相关技术,为了提供足够的压强,电驱动和气压驱动需要功率和体积较大的驱动装置,而易提供较大压强的液压驱动所需要的液压站成本较高。因此,无论是大功率和大体积的电动或气动驱动装置还是液压站,都需要较高的设备成本,为此,需要一种低成本驱动装置的无耗材铆接机。
技术实现要素:
5.为了在保障压强的同时降低无耗材铆接机的驱动装置成本,本技术提供一种无耗材铆接机。
6.本技术提供的一种无耗材铆接机采用如下的技术方案:一种无耗材铆接机,包括铆接组件,用于将多个工件铆接在一起;气液传动组件,连接有气源,将气动的能量转化为液压的能量以驱动铆接组件工作;触发组件,控制气液传动组件的能量转换和铆接组件的启停。
7.通过采用上述方案,工人将待铆接的多个工件叠放在一起后放置在铆接组件位置处,启动触发组件,触发组件开启气液传动组件,气液传动组件将气动的能量转化为液压的能量并驱动铆接组件工作,多个工件被由气液传动组件驱动的铆接组件铆接在一起。气液传动组件将设备成本和动力成本较低的压力气体转化为易提供高压强的液压,在保障压强的同时降低无耗材铆接机的驱动装置成本。
8.优选的,铆接组件包括:枪体,设置有用于放置待铆接工件的铆接槽;滑块,设置于铆接槽一侧,在气液传动组件的驱动下沿枪体长度方向滑动;铆接爪,安装于滑块,随滑块向铆接槽运动时冲压多个工件,工件对应被冲压处形成弯曲部,弯曲部位于工件远离滑块一侧;铆接块,设置于枪体对应铆接槽和工件远离滑块一侧,铆接块向滑块运动并挤压工件的弯曲部。
9.通过采用上述方案,将多个待铆接的工件放置在铆接槽中,滑块在气液传动组件的驱动下带动铆接爪向工件运动,铆接爪将工件自身与工件抵接处冲压破裂,工件破裂变形的位置处形成弯曲部,铆接块向工件的弯曲部运动并挤压弯曲部,多个工件同一位置处的弯曲部被挤压后折叠在一起,折叠的弯曲部将多个工件铆接在一起。无耗材铆接机利用
工件自身被冲压变形的弯曲部将多个工件铆接在一起,降低了铆接工艺中铆钉等耗材的消耗,降低了企业对工件的加工成本。
10.优选的,铆接爪设置有两个,两个铆接爪靠近铆接槽一端均设置有冲压斜面,冲压斜面使工件被冲出的弯曲部与工件的连接处位于两个铆接爪相互靠近的一侧;两个铆接爪靠近冲压斜面位置处均设置有弧形的第一导向面,两个第一导向面设置于两个铆接爪相互靠近一侧,两个第一导向面使两个弯曲部向相互靠近的方向弯曲;铆接块靠近铆接槽一侧设置有弧形的第二导向面,第二导向面的弧口朝向铆接槽。
11.通过采用上述方案,铆接爪利用倾斜的冲压斜面将工件冲破并形成弯曲部,弧形的第一导向面使弯曲部向相互靠近的方向弯曲,铆接块的第二导向面进一步的挤压弯曲部,弯曲部在第一导向面和第二导向面的依次作用下紧密折叠挤压在一起,叠放在一起的工件在折叠挤压的弯曲部的作用下铆接在一起。
12.优选的,滑块开设有用于安装两个铆接爪的安装槽,两个铆接爪远离铆接槽位置处均设置有抵接部,抵接部设置于两个铆接爪相互靠近一侧;滑块对应两个铆接爪相互远离一侧均设置有波珠螺丝,两个波珠螺丝分别抵接于两个铆接爪相互远离一侧;铆接爪安装于安装槽中,铆接爪与安装槽侧壁存在间隙,铆接爪的抵接部抵接于安装槽远离铆接槽的侧壁,安装槽对应两个抵接部之间位置处设置有具有弹性的缓冲块,缓冲块用于缓冲两个抵接部相互靠近的力。
13.通过采用上述方案,铆接爪将工件冲压出弯曲部的过程中,工件对冲压斜面和第一导向面的反作用力使两个铆接爪受到相互远离的力,两个铆接爪在波珠螺丝的缓冲下向相互远离的方向摆动和变形。由于杠杆原理,两个铆接爪的抵接部则向相互靠近的方向运动,缓冲块利用自身的形变缓冲两个抵接部相互靠近的力。波珠螺丝和缓冲块相互配合,在给铆接爪适当摆动空间的同时对铆接爪提供支撑和缓冲,降低铆接爪在工件反作用力下发生塑性形变的概率。
14.优选的,触发组件包括:握把,握把设置有进气通道、回气通道和进油通道,进气通道连接于气源;触发活塞,滑动连接于握把对应进气通道和回气通道位置处,触发活塞开设有触发槽,随触发活塞的滑动,触发槽能够连通或断开进气通道和回气通道;当触发槽连通进气通道和回气通道,气液传动组件将气源的气压转换成油压并提高压强,增压后的液压油经过进油通道驱动铆接组件;当进气通道和回气通道断开,气液传动组件解除对铆接组件的驱动,液压油经进油通道流向气液传动组件。
15.通过采用上述方案,操作工人捏住握把,根据铆接需求控制触发活塞的滑动位置,当触发槽连通进气通道和回气通道,气液传动组件将气源的气压转换成油压并提高压强,增压后的液压油经过进油通道驱动铆接组件;当进气通道和回气通道断开,气液传动组件解除对铆接组件的驱动,液压油经进油通道流向气液传动组件。
16.优选的,气液传动组件包括:第一缸体,第一缸体内滑动连接有气动活塞,气源的气压驱动气动活塞运动;第二缸体,第二缸体内滑动连接有压油杆,液压油充填于第二缸体内,第二缸体连通于进油通道,压油杆连接于气动活塞,压油杆的截面积小于气动活塞的截面积,气源对第一缸体加压时,气动活塞带动压油杆对液压油加压,增压后的液压油经过进油通道驱动铆接组件。
17.通过采用上述方案,当触发槽连通进气通道和回气通道时,气源的压力气体进入
到第一缸体中,压力气体推动气动活塞向第二缸体运动,气动活塞推动压油杆对第二缸体中的液压油加压。由于压油杆的截面积小于气动活塞的截面积,所以压油杆对液压油能够产生更高的压强,通过气动活塞和压油杆的压强转换,液压油获得了大于压力气体的压强,产生压力气体的气源可为空压机和压力气瓶等价格相对液压站便宜的设备,在保障压强的同时降低无耗材铆接机的驱动装置成本。
18.优选的,驱动组件包括:活塞杆,滑动连接于枪体,活塞杆的截面积大于铆接爪的截面积且小于压油杆的截面积,活塞杆由气液传动组件的液压油驱动,液压油增压时,活塞杆驱动滑块向铆接槽运动;第一复位弹簧,给活塞杆远离铆接槽方向的力,液压油减压后,第一复位弹簧推动活塞杆和滑块远离铆接槽运动。
19.通过采用上述方案,被气液传动组件加压的液压油推动活塞杆和铆接爪向工件运动,而活塞杆的截面积大于铆接爪的截面积且小于压油杆的截面积的设计便于铆接爪将活塞杆受到的压力进一步集中,即进一步增大对工件产生的压强,增大对气源的压力气体产生的压强的放大倍数,提高铆接效果。气源产生的压强经过气动活塞到压油杆、压油杆到活塞杆和活塞杆到铆接爪的逐级放大,由成本较低压强也较低的气源驱动放大并转换为液压驱动,在保障压强的同时降低无耗材铆接机的驱动装置成本。
20.优选的,滑阀组件包括:阀体,阀体内开设有阀孔,阀体对应阀孔位置处滑动连接有滑杆,滑杆两端分别连接有第一阀芯和第二阀芯,第一阀芯和第二阀芯均与阀孔滑动密封,滑杆直径小于阀孔直径;阀体开设有与阀孔连通的第一进气端口、第二进气端口、第一出气端口和第二出气端口,第一进气端口能够通过阀孔与第一出气端口连通,第一进气端口与气源连接,第一出气端口与第一缸体连通,第一出气端口通过阀孔还能够与第二出气端口连通,第二出气端口连通于大气,第二进气端口连通于触发组件的回气通道;第二出气端口设置于阀体对应阀孔一端,阀体设置有第四复位弹簧,第四复位弹簧给滑杆远离第二出气端口的力,第一阀芯位于滑杆靠近第二出气端口一端,第二阀芯位于滑杆远离第二出气端口一端。
21.通过采用上述方案,触发组件的进气通道与回气通道断开时,第四复位弹簧使滑杆运动到远离第二出气端口位置处,第一进气端口位于第一阀芯和第二阀芯之间,且第一阀芯隔绝第一进气端口和第一出气端口,第一出气端口连通于第二出气端口;触发组件的进气通道与回气通道连通时,压力气体从第二进气端口进入到阀孔对应第二阀芯远离第一阀芯一侧,压力气体推动滑杆克服第四复位弹簧向第二出气端口运动,第一进气端口和第一出气端口位于第一阀芯和第二阀芯之间,第一进气端口连通第一出气端口,第一阀芯隔绝第一出气端口和第二出气端口。
22.优选的,设置有移动挂架,移动挂架包括:架体,用于安装气液传动组件、铆接组件;底座,设置有多个万向轮,架体安装于底座。
23.通过采用上述方案,带有万向轮的移动挂架便于无耗材铆接机灵活的移动搬运。
24.综上所述,本技术具有以下有益效果:1.气液传动组件将设备成本和动力成本较低的压力气体转化为易提供高压强的液压,在保障压强的同时降低无耗材铆接机的驱动装置成本;
2.无耗材铆接机利用工件自身被冲压变形的弯曲部将多个工件铆接在一起,降低了铆接工艺中铆钉等耗材的消耗,降低了企业对工件的加工成本;3.气源产生的压强经过气动活塞到压油杆、压油杆到活塞杆和活塞杆到铆接爪的逐级放大,由成本较低压强也较低的气源驱动放大并转换为液压驱动,在保障压强的同时降低无耗材铆接机的驱动装置成本。
附图说明
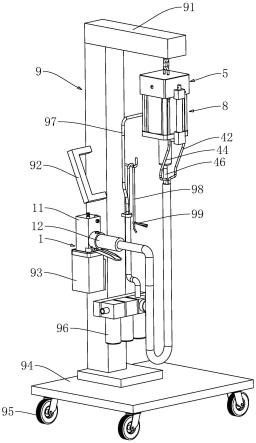
25.图1是本技术实施例的一种无耗材铆接机的结构示意图;图2是本技术实施例的一种无耗材铆接机的突出铆接枪的结构示意图;图3是本技术实施例的一种无耗材铆接机的突出铆接枪的剖视图;图4是本技术实施例的一种无耗材铆接机的突出铆接爪的结构示意图;图5是本技术实施例的一种无耗材铆接机的突出铆接块的结构示意图;图6是本技术实施例的一种无耗材铆接机的突出触发组件的结构示意图;图7是本技术实施例的一种无耗材铆接机的突出进油通道的结构示意图;图8是本技术实施例的一种无耗材铆接机的突出铆接主机的结构示意图;图9是本技术实施例的一种无耗材铆接机的突出储油缸的结构示意图;图10是本技术实施例的一种无耗材铆接机的突出滑阀组件的结构示意图;图11是本技术实施例的一种无耗材铆接机的突出铆接主机的剖视图;图12是本技术实施例的一种无耗材铆接机的突出主路进气端口的剖视图。
26.附图标记说明:1、铆接枪;11、枪体;12、握把;2、驱动组件;21、活塞腔;22、活塞杆;23、凸块;24、第一复位弹簧;25、垫板;3、铆接组件;31、第一封盖;311、波珠螺丝;32、第二封盖;321、导向槽;33、第三封盖;331、让位孔;34、铆接槽;35、滑块;351、安装槽;352、缓冲块;36、铆接爪;361、冲压斜面;362、第一导向面;363、抵接部;37、铆接块;371、第二导向面;372、引导槽;38、顶块;381、第二复位弹簧;4、触发组件;41、进气通道;42、进气管道;43、回气通道;44、回气管道;45、进油通道;46、进油管道;47、压把;48、触发孔;481、触发活塞;482、触发槽;483、密封件;484、第三复位弹簧;5、铆接主机;6、上端盖;61、主路进气端口;62、主路出气端口;63、驱动端口;64、触发端输气端口;65、触发端回气端口;7、滑阀组件;71、阀体;711、阀孔;712、滑杆;713、第一阀芯;714、第二阀芯;72、第四复位弹簧;73、第一进气端口;74、第二进气端口;75、第一出气端口;76、第二出气端口;77、顶盖;78、第一过滤芯;8、气液传动组件;81、第一缸体;82、气腔;83、气动活塞;84、第五复位弹簧;85、下端盖;851、泄压孔;852、第二过滤芯;86、第二缸体;861、油腔;862、压油杆;87、储油缸;9、移动挂架;91、架体;92、拉手;93、放置盒;94、底座;95、万向轮;96、气源三联件;97、主路输气管;98、支路输气管;99、吹气枪。
具体实施方式
27.以下结合附图1-12对本技术作进一步详细说明。
28.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连
接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
29.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
30.本技术实施例公开一种无耗材铆接机,参照图1和图2,一种无耗材铆接机,包括移动挂架9、铆接枪1和铆接主机5。
31.参照图1和图2,铆接枪1用于将多个工件铆接在一起,铆接主机5将气动的能量转化为液压的能量驱动铆接枪1,铆接枪1和铆接主机5连接于移动挂架9,移动挂架9便于铆接枪1和铆接主机5移动。
32.参照图1和图2,移动挂架9包括底座94,底座94靠近地面一侧安装有多个万向轮95,底座94远离万向轮95一侧螺栓连接有竖直设置的架体91,铆接主机5通过锁链挂设于架体91远离底座94位置处。架体91还螺栓连接有拉手92和放置盒93,拉手92便于用户拉拽架体91,铆接枪1能够放置于放置盒93中。
33.参照图1和图2,架体91上固接有气源三联件96,气源三联件96的进气口连接有压力气源,压力气源可为空压机,气源三联件96的出气口连通有主路输气管97,主路输气管97连接于铆接主机5,主路输气管97还连通有支路输气管98,支路输气管98连通有吹气枪99。气源三联件96将气体净化过滤并减压至仪表供给额定的气源压力,吹气枪99便于工人将工件加工前后的灰尘和碎屑清理干净。
34.参照图2和图3,铆接枪1包括枪体11和握把12,握把12固接于枪体11长度方向的一侧,枪体11设置有用于将多个工件铆接在一起铆接组件3和直接驱动铆接组件3的驱动组件2,驱动组件2由铆接主机5驱动;握把12设置有触发组件4,触发组件4控制铆接主机5对气压和液压的转换以及驱动组件2的启停。
35.参照图2和图3,铆接组件3包括沿枪体11长度方向依次排列的第一封盖31、第二封盖32和第三封盖33,第三封盖33位于枪体11的一端,第一封盖31、第二封盖32和第三封盖33均螺栓连接于枪体11,第一封盖31和第二封之间盖留有空隙,第一封盖31和第二封盖32之间形成铆接槽34,铆接槽34垂直枪体11的长度方向,工件能够插设于铆接槽34。
36.参照图3和图4,第一封盖31和枪体11之间滑动连接有滑块35,滑块35沿枪体11长度滑动,滑块35设置于铆接槽34远离第三封盖33一侧,滑块35在驱动组件2的驱动下趋向或远离铆接槽34运动。滑块35连接有两个铆接爪36,铆接爪36长度方向平行枪体11的长度方向,两个铆接爪36靠近铆接槽34一端到第二封盖32的距离相等。铆接爪36随滑块35向铆接槽34运动时冲压多个工件,工件对应被冲压处形成弯曲部,弯曲部位于工件远离滑块35一侧。
37.参照图2和图3,第二封盖32对应铆接爪36位置处开设有导向槽321,导向槽321沿
铆接爪36长度方向设置,铆接爪36能够沿自身长度方向在导向槽321中滑动。导向槽321提高铆接爪36滑动过程中的稳定性,降低铆接爪36在工件的反作用力下发生弯曲变形的概率。第三封盖33对应导向槽321位置处开设有让位孔331,让位孔331沿导向槽321长度方向,让位孔331连通于导向槽321。让位孔331降低铆接爪36与第三封盖33发生碰撞的概率,也便于铆接过程中产生的碎屑排出枪体11。
38.参照图3和图4,第三封盖33靠近铆接槽34位置处转动连接有铆接块37,铆接块37的转动中心靠近铆接块37的中部,铆接块37的转动平面平行枪体11的长度方向。铆接块37一端在驱动组件2的驱动下向第一封盖31转动,铆接块37挤压工件的弯曲部,铆接块37使多个工件的弯曲部折叠在一起。铆接爪36将工件自身与工件抵接处冲压破裂,工件破裂变形的位置处形成弯曲部,铆接块37向工件的弯曲部运动并挤压弯曲部,多个工件同一位置处的弯曲部被挤压后折叠在一起,折叠的弯曲部将多个工件铆接在一起。无耗材铆接机利用工件自身被冲压变形的弯曲部将多个工件铆接在一起,降低了铆接工艺中铆钉等耗材的消耗,降低了企业对工件的加工成本。
39.参照图3和图4,两个铆接爪36靠近铆接槽34一端均开设有冲压斜面361,两个冲压斜面361由两个铆接爪36相互远离方向到两个铆接爪36相互靠近方向向滑块35倾斜,冲压斜面361使工件被冲出的弯曲部与工件的连接处位于两个铆接爪36相互靠近的一侧。两个铆接爪36靠近冲压斜面361位置处均开设有弧形的第一导向面362,两个第一导向面362设置于两个铆接爪36相互靠近一侧,两个第一导向面362的弧口朝向铆接槽34设置,两个第一导向面362使两个弯曲部向相互靠近的方向弯曲。铆接块37靠近铆接槽34一侧开设有弧形的第二导向面371,第二导向面371的弧口朝向铆接槽34,第二导向面371将两个弯曲部向滑块35方向继续弯曲折叠。铆接爪36利用倾斜的冲压斜面361将工件冲破并形成弯曲部,弧形的第一导向面362使弯曲部向相互靠近的方向弯曲,铆接块37的第二导向面371进一步的挤压弯曲部,弯曲部在第一导向面362和第二导向面371的依次作用下紧密折叠挤压在一起,叠放在一起的工件在折叠挤压的弯曲部的作用下铆接在一起。
40.参照图4和图5,滑块35靠近第一封盖31一侧开设有安装槽351,安装槽351设置有两个沿铆接爪36长度方向设置的导向段和一个垂直枪体11长度方向的抵接段,抵接段连接两个导向段。铆接爪36安装于导向段中,两个铆接爪36远离铆接槽34位置处均固接有抵接部363,抵接部363设置于两个铆接爪36相互靠近一侧,抵接部363位于安装槽351的抵接段,抵接部363远离铆接槽34一侧抵接于抵接段远离铆接槽34的侧壁。安装槽351的抵接段对应两个抵接部363之间位置处放置有具有弹性的缓冲块352,缓冲块352可由橡胶或塑料制成,缓冲块352用于缓冲两个抵接部363相互靠近的力。第一封盖31对应两个铆接爪36相互远离一侧均螺纹连接有波珠螺丝311,两个波珠螺丝311分别抵接于两个铆接爪36相互远离一侧。铆接爪36将工件冲压出弯曲部的过程中,工件对冲压斜面361和第一导向面362的反作用力使两个铆接爪36受到相互远离的力,两个铆接爪36在波珠螺丝311的缓冲下向相互远离的方向摆动和变形。由于杠杆原理,两个铆接爪36的抵接部363则向相互靠近的方向运动,缓冲块352利用自身的形变缓冲两个抵接部363相互靠近的力。波珠螺丝311和缓冲块352相互配合,在给铆接爪36适当摆动空间的同时对铆接爪36提供支撑和缓冲,降低铆接爪36在工件反作用力下发生塑性形变的概率。
41.参照图6和图7,触发组件4包括开设于握把12的进气通道41、回气通道43、进油通
道45和触发孔48,进气通道41、回气通道43和进油通道45沿握把12长度方向设置,触发孔48沿枪体11长度方向设置。触发孔48连通进气通道41和回气通道43,进气通道41连通有进气管道42,进气管道42通过铆接主机5连接于主路输气管97,回气通道43连通有回气管道44,回气管道44的压力气能够触发铆接主机5运行,进油通道45连通有进油管道46,进油管道46内充填有来自铆接主机5的液压油。
42.参照图6和图7,握把12对应触发孔48位置处滑动密封有触发活塞481,触发活塞481开设有触发槽482,进气通道41通过触发槽482和触发孔48连通回气通道43。握把12转动连接有压把47,捏紧压把47推动触发活塞481向远离压把47方向滑动,触发活塞481连接有第三复位弹簧484,第三复位弹簧484给触发活塞481靠近压把47的力。触发活塞481对应触发槽482远离压把47一侧固接有具有弹性的密封件483,密封件483与触发孔48滑动密封,密封件483能够隔绝进气通道41和回气通道43。
43.当捏紧压把47时,触发活塞481远离压把47运动,第三复位弹簧484压缩,触发槽482连通进气通道41和回气通道43,铆接主机5将气源的气压转换成油压并提高压强,增压后的液压油经过进油通道45驱动铆接组件3。
44.当松开压把47时,触发活塞481趋向压把47运动,第三复位弹簧484伸展,密封件483运动到触发孔48对应进气通道41和回气通道43之间,进气通道41和回气通道43断开,铆接主机5解除对铆接组件3的驱动,液压油经进油通道45流向铆接主机5。
45.参照图3和图7,驱动组件2包括开设于枪体11内的活塞腔21,活塞腔21沿枪体11长度方向设置,活塞腔21滑动密封有沿枪体11长度方向滑动的活塞杆22,活塞杆22的截面积大于铆接爪36的截面积。活塞杆22由进油通道45的液压油驱动,液压油增压时,活塞杆22驱动滑块35向铆接槽34滑动。
46.参照图3和图4,滑块35固接于活塞杆22靠近铆接槽34位置处,活塞杆22靠近铆接槽34一端固接有凸块23,凸块23能够抵接于铆接块37远离第二导向面371位置处,凸块23推动铆接块37远离第二导向面371位置处向第二封盖32转动时,第二导向面371向铆接槽34转动。
47.参照图3和图4,铆接块37远离第二导向面371一侧开设有引导槽372,引导槽372位于铆接块37远离凸块23一侧,第三封盖33对应引导槽372位置处固接有第二复位弹簧381,第二复位弹簧381沿枪体11长度方向设置,第二复位弹簧381远离第三封盖33一端固接有顶块38,第二复位弹簧381给顶块38抵接铆接块37的力,顶块38抵接于铆接块37对应引导槽372位置处。在铆接动作完成后,第二复位弹簧381便于铆接块37恢复到初始状态,铆接块37的第二导向面371转动到远离滑块35位置处。顶块38与引导槽372的滑动配合提高第二复位弹簧381伸缩过程中的稳定性和第二复位弹簧381与抵接块接触的顺滑度。
48.参照图3和图4,第三封盖33对应活塞杆22位置处固接有垫板25,垫板25抵接有第一复位弹簧24,第一复位弹簧24沿枪体11长度方向设置,第一复位弹簧24远离垫板25一端抵接于活塞杆22靠近铆接槽34一端,第一复位弹簧24给活塞杆22远离铆接槽34方向的力,液压油减压后,第一复位弹簧24推动活塞杆22和滑块35远离铆接槽34运动。第一复位弹簧24便于活塞杆22完成铆接动作后顺利的复位,垫板25隔离第一复位弹簧24与铆接块37,降低第一复位弹簧24与铆接块37相互干涉的概率。
49.参照图8-10,铆接主机5包括气液传动组件8和滑阀组件7,气液传动组件8将气动
的能量转化为液压的能量以驱动铆接组件3工作,气液传动组件8利用压力气源将液压油加压后输送给铆接枪1;滑阀组件7受触发组件4的触发来控制气液传动组件8的工作状态。
50.参照图10和图11,气液传动组件8包括第一缸体81、上端盖6和下端盖85,第一缸体81内开设有沿缸体长度方向设置的气腔82,上端盖6和下端盖85设置于第一缸体81的两端以密封气腔82。第一缸体81内对应气腔82位置处滑动连接有气动活塞83,气动活塞83与第一缸体81滑动密封,气动活塞83沿第一缸体81长度方向滑动。
51.参照图10-12,上端盖6开设有主路进气端口61、主路出气端口62、驱动端口63、触发端输气端口64和触发端回气端口65。主路进气端口61连通于主路输气管97,主路出气端口62能够通过滑阀组件7连通于驱动端口63,驱动端口63连通于气腔82对应上端盖6和气动活塞83之间的位置处。气动活塞83远离上端盖6一侧抵接有第五复位弹簧84,第五复位弹簧84远离上端盖6一端抵接于下端盖85,第五复位弹簧84给气动活塞83靠近上端盖6的力。下端盖85开设有泄压孔851,泄压孔851连通于气腔82对应下端盖85与气动活塞83之间位置处,下端盖85对应泄压孔851位置处连接有第二过滤芯852。随气动活塞83的往复滑移,泄压孔851排出或吸入气动活塞83与下端盖85之间气体,降低气动活塞83往复运动的阻力。第二过滤芯852过滤进入第一缸体81的气体,降低灰尘和异物进入到第一缸体81中的概率,提高气动活塞83运行的稳定性。
52.触发端输气端口64连通于进气管道42和主路进气端口61,压力气体由主路进气端口61经触发端输气端口64进入到进气管道42,触发端回气端口65连通于回气管道44和滑阀组件7。
53.参照图10和图11,下端盖85远离上端盖6一侧固接有第二缸体86,第二缸体86沿第一缸体81长度方向设置,第二缸体86内开设有沿第二缸体86长度方向设置的油腔861,油腔861滑动密封有压油杆862,压油杆862沿油腔861长度方向滑动。压油杆862穿设于下端盖85,压油杆862靠近上端盖6一端固接于气动活塞83,气动活塞83带动压油杆862沿油腔861密封滑动,压油杆862的截面积小于气动活塞83的截面积,活塞杆22的截面积小于气动活塞83的截面积。
54.参照图10和图11,第一缸体81一侧安装有储油缸87,储油缸87充填有液压油,储油缸87连通于第二缸体86的油腔861,油腔861与储油缸87的连通位置处靠近下端盖85,油腔861远离下端盖85一端连通于进油管道46。
55.参照图10和图11,滑阀组件7包括阀体71,阀体71外罩设有顶盖77,阀体71内开设有阀孔711,阀体71对应阀孔711位置处滑动连接有滑杆712,滑杆712两端分别固接有第一阀芯713和第二阀芯714,第一阀芯713和第二阀芯714均与阀孔711滑动密封,滑杆712直径小于阀孔711直径。
56.参照图10和图11,阀体71开设有与阀孔711连通的第一进气端口73、第二进气端口74、第一出气端口75和第二出气端口76,第一进气端口73能够通过阀孔711与第一出气端口75连通,第一进气端口73与主路出气端口62连接,第一出气端口75通过驱动端口63与第一缸体81连通,第一出气端口75通过阀孔711还能够与第二出气端口76连通,第二出气端口76连通于大气,阀体71对应第二出气端口76位置处安装有第一过滤芯78,第二进气端口74通过触发端回气端口65连通于回气管道44。第一过滤芯78过滤进入阀体71的灰尘和异物,降低阀体71和第一缸体81被堵塞的概率。
57.参照图10和图11,第二出气端口76设置于阀体71对应阀孔711一端,阀孔711内放置有第四复位弹簧72,第四复位弹簧72远离第二出气端口76一端抵接于滑杆712,第四复位弹簧72给滑杆712远离第二出气端口76的力,第一阀芯713位于滑杆712靠近第二出气端口76一端,第二阀芯714位于滑杆712远离第二出气端口76一端。
58.触发组件4的进气通道41与回气通道43断开时,第四复位弹簧72使滑杆712运动到远离第二出气端口76位置处,第一进气端口73位于第一阀芯713和第二阀芯714之间,且第一阀芯713隔绝第一进气端口73和第一出气端口75,第一出气端口75连通于第二出气端口76。触发组件4的进气通道41与回气通道43连通时,压力气体从第二进气端口74进入到阀孔711对应第二阀芯714远离第一阀芯713一侧,压力气体推动滑杆712克服第四复位弹簧72向第二出气端口76运动,第一进气端口73和第一出气端口75位于第一阀芯713和第二阀芯714之间,第一进气端口73连通第一出气端口75,第一阀芯713隔绝第一出气端口75和第二出气端口76。
59.本技术实施例的实施原理为:将多个需要铆接在一起的工件叠放在一起后插入到铆接槽34中,捏紧压把47,压把47推动触发活塞481克服第三复位弹簧484的弹力,触发槽482连通进气通道41和回气通道43,气源的压力气体经过气源三联件96、主路输气管97、主路进气端口61、触发端输气端口64、进气管道42、进气通道41、回气通道43、回气管道44、触发端回气端口65和第二进气端口74后进入到阀体71中。从第二进气端口74进入到阀体71的压力气体推动第二阀芯714和滑杆712等克服第四复位弹簧72向第二出气端口76运动,运动后的第一阀芯713和第二阀芯714使第一进气端口73连通第一出气端口75的同时隔绝第一出气端口75和第二出气端口76。
60.而后,气源的压力气体经过气源三联件96、主路输气管97、主路进气端口61、主路出气端口62、第一进气端口73、第一出气端口75和驱动端口63后进入到第一缸体81的气腔82中,压力气体推动气动活塞83向第二缸体86运动,气动活塞83推动压油杆862对第二缸体86中的液压油加压,被加压的液压油通过进油管道46进入到铆接枪1中为驱动组件2提供动力,驱动组件2驱动铆接组件3完成铆接动作。
61.铆接完成后,松开压把47,第三复位弹簧484伸展,进气通道41和回气通道43断开,滑杆712克服第四复位弹簧72的弹力复位,第一出气端口75通过阀孔711与第二出气端口76连通,气腔82泄压,气动活塞83和压油杆862复位,进而实现驱动组件2和铆接组件3复位。
62.无耗材铆接机利用工件自身被冲压变形的弯曲部将多个工件铆接在一起,降低了铆接工艺中铆钉等耗材的消耗,降低了企业对工件的加工成本。气源产生的压强经过气动活塞83到压油杆862、压油杆862到活塞杆22和活塞杆22到铆接爪36的逐级放大,由成本较低压强也较低的气源驱动放大并转换为液压驱动,在保障压强的同时降低无耗材铆接机的驱动装置成本。
63.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
64.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。