提高hdpe双壁波纹管加工效率的加工系统
技术领域
1.本发明属于波纹管加工技术领域,尤其是涉及一种提高hdpe双壁波纹管加工效率的加工系统。
背景技术:
2.hdpe双壁波纹管,简称pe波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管。
3.波纹管在生产时通常先通过挤塑机成型管体,管体再从卧式成型装置上通过在管体侧壁上加工成波纹凹槽,同时在卧式成型装置的另一端设置冷风机对形成后的波纹管做冷却,使波纹管快速定型。这样就造成卧式成型装置的一端温度很高,而另一端的温度很低,波纹管成型装置在输送波纹管时经历骤冷骤热,对设备的使用寿命造成影响,同时由于温度的骤变,对波纹管的冷却效果也不够理想。
技术实现要素:
4.本技术的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本技术的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
5.本发明为了克服现有技术的不足,提供一种提高hdpe双壁波纹管加工效率的加工系统。
6.为了实现上述目的,本发明采用以下技术方案:一种提高hdpe双壁波纹管加工效率的加工系统,包括:
7.若干成型件,用于在管体侧壁上压制在波纹槽使管体成型为波纹管;
8.传送链,驱动成型件在挤塑机和冷风机之间做往复运动;
9.成型件均匀布置在传送链上,成型件上设置控温材料使设于传送链上的成型件自传送链靠近挤塑机一端至传送链靠近冷风机一端的温度逐级递减。
10.进一步的,控温材料为相变材料。
11.进一步的,成型件上设有供管体穿过的通槽,通槽内壁上设有多个用于挤压管体侧壁使管体侧壁产生形变的凸部。
12.进一步的,成型件上设有用于容纳控温材料的第一空腔。
13.进一步的,第一空腔延伸至凸部上。
14.进一步的,提高hdpe双壁波纹管加工效率的加工系统还包括:
15.端块,设于成型件两端;
16.端块上设有用于封闭第一空腔的密封板。
17.进一步的,提高hdpe双壁波纹管加工效率的加工系统还包括:
18.加热装置,对往挤塑机方向移动的成型件进行加热。
19.进一步的,加热装置包括:
20.储水箱,设于传送链两侧;
21.加热块,设于储水箱内;
22.储水箱侧壁与成型件侧壁相接触。
23.进一步的,加热装置包括:
24.安装板,设于传送链一侧;
25.微波模块,设于安装板上;
26.密封门,设于安装板两端与安装板配合形成加热空间;
27.传送链驱动成型件移动时成型件从加热空间内经过。
28.进一步的,成型件上设有第二空腔,第二空腔内设有导热介质。
29.本发明具有以下优点:提供一种使成型件上的温逐级递减以减小温度对装置影响、提升对波纹管冷却效果的提高hdpe双壁波纹管加工效率的加工系统。
附图说明
30.构成本技术的一部分的附图用来提供对本技术的进一步理解,使得本技术的其它特征、目的和优点变得更明显。本技术的示意性实施例附图及其说明用于解释本技术,并不构成对本技术的不当限定。
31.另外,贯穿附图中,相同或相似的附图标记表示相同或相似的元素。应当理解附图是示意性的,元件和元素不一定按照比例绘制。
32.在附图中:
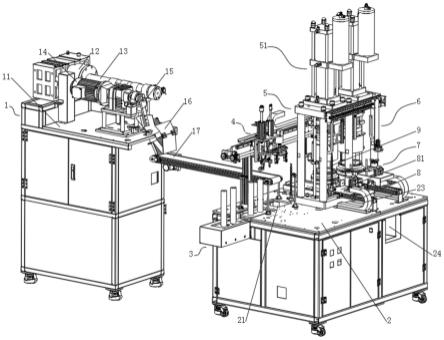
33.图1为根据本发明一种实施例中的提高hdpe双壁波纹管加工效率的加工系统的结构示意图;
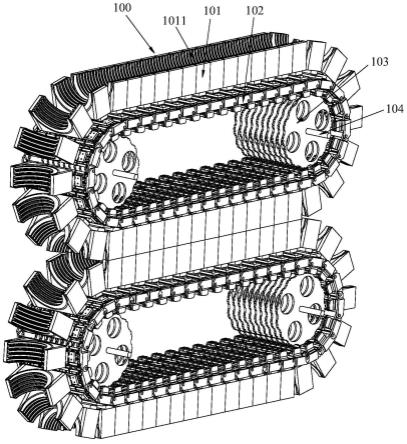
34.图2为上述提高hdpe双壁波纹管加工效率的加工系统的成型件的结构示意图;
35.图3为上述提高hdpe双壁波纹管加工效率的加工系统的成型件的剖视图一;
36.图4为上述提高hdpe双壁波纹管加工效率的加工系统的成型件的剖视图二;
37.图5为根据本发明另一种实施例中的提高hdpe双壁波纹管加工效率的加工系统的结构示意图;
38.图6为上述提高hdpe双壁波纹管加工效率的加工系统的剖视图;
39.图7为上述提高hdpe双壁波纹管加工效率的加工系统的成型件的结构示意图;
40.图8为上述提高hdpe双壁波纹管加工效率的加工系统的成型件的剖视图;
41.图9为根据本发明又一种实施例中的提高hdpe双壁波纹管加工效率的加工系统的结构示意图;
42.图10为上述提高hdpe双壁波纹管加工效率的加工系统的剖视图。
43.100、提高hdpe双壁波纹管加工效率的加工系统;101、成型件;101a、第一空腔;1011、凸部;1012、连接部;1013、凹槽;1014、第二卡爪;102、传送链;103、链轮;104、传动轴;105、端块;1051、密封板;
44.200、提高hdpe双壁波纹管加工效率的加工系统;201、成型件;202、储水箱;203、端
块;203a、第二空腔;2031、密封塞;
45.300、提高hdpe双壁波纹管加工效率的加工系统;301、成型件;302、安装板;3021、密封门。
具体实施方式
46.下面将参照附图更详细地描述本公开的实施例。虽然附图中显示了本公开的某些实施例,然而应当理解的是,本公开可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例。相反,提供这些实施例是为了更加透彻和完整地理解本公开。应当理解的是,本公开的附图及实施例仅用于示例性作用,并非用于限制本公开的保护范围。
47.另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
48.需要注意,本公开中提及的“第一”、“第二”等概念仅用于对不同的装置、模块或单元进行区分,并非用于限定这些装置、模块或单元所执行的功能的顺序或者相互依存关系。
49.需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
50.本公开实施方式中的多个装置之间所交互的消息或者信息的名称仅用于说明性的目的,而并不是用于对这些消息或信息的范围进行限制。
51.下面将参考附图并结合实施例来详细说明本公开。
52.如图1所示的提高hdpe双壁波纹管加工效率的加工系统100包括传送链102、两个链轮组和多个成型件101。
53.链轮组包括多个链轮103和传动轴104,传动轴104穿设于多个链轮103上形成链轮组,在传动轴104连接下使将整个链轮组同步转动;传送链102套设于两个链轮组上,成型件101均匀设置在传送链102上;成型件101用于在管体侧壁上压制在波纹槽使管体成型为波纹管,传送链102驱动成型件101在挤塑机和冷风机之间做往复运动;成型件101上设置相变材料使设于传送链102上的成型件101自传送链102靠近挤塑机一端至传送链102靠近冷风机一端的温度逐级递减。
54.具体的,成型件101上设有供管体穿过的通槽,通槽内壁上设有多个用于挤压管体侧壁使管体侧壁产生形变的凸部1011,通槽呈拱形结构,凸部1011结构与通槽结构相对应,传送链102为两组设置,两组传送链102上下设置,两组传送链102上的成型件101随传送链102转动相贴合,两个成型件101贴合后其上的拱形通槽相对应形成圆形通槽,使凸部1011与整个管体侧壁相接触,完成对波纹管的加工处理。
55.具体的,成型件101随传送链102转动时,两组传送链102上的成型件101相互靠近直至贴合,形成圆形通槽供管体通过;传送链102设置在挤塑机和冷风机之间,从挤塑机内挤出的管体移动至传送链102处,管体处于两个成型件101之间,传送链102带动成型件101转动时,成型件101带动管体一同移动,为管体移动提供动力,使管体自动往冷风机方向移动;冷风机对管体和成型件101进行吹风,降低成型件101和管体的温度,使管体快速成型;在相变材料的设置下,对整个传送链102上的温度进行控制,使设于传送链102上的成型件101自传送链102靠近挤塑机一端至传送链102靠近冷风机一端的温度逐级递减,优选为两条传送链102上贴合的传送链102相邻之间相差2℃,避免成型件101温度骤变,对成型件101
起保护作用,同时减小温度变化对波纹管带来的影响,提升波纹管成型效果。
56.如图3-4所示,更为具体的,成型件101上设有第一空腔101a,相变材料填充于第一空腔101a内,第一空腔101a为开口式腔体,降级成型件101的注塑难度;成型件101两端设有端块105,端块105通过螺钉固连于的成型件101上,端块105将第一空腔101a一端封闭,端块105上设有密封板1051,密封板1051穿设于第一空腔101a内,密封板1051将第一空腔101a顶部封闭,在端块105和密封板1051的配合下将第一空腔101a封闭,避免相变材料从第一空腔101a内漏出,以便利用相变材料对不同位置的成型件101的温度做控制。
57.优选的,第一空腔101a延伸至凸部1011上,增加相变材料和管体的接触面积,将管体上的温度传递至加工件上,提升相变材料对管体的控温效果。
58.成型件101侧壁上设有凹槽1013,凹槽1013内壁为圆弧形结构,凹槽1013为成型件101的热胀冷缩提供预留空间,减少相邻成型件101之间的相互作用力,对成型件101起保护作用;当传送链102上的成型件101转动至另一侧后,在凹槽1013的设置下使空气能够进入到相邻的成型件101之间,增加成型件101的散热面积,使成型件101恢复到室温状态减少温度对成型件101的影响。
59.如图2所示,成型件101顶部设有连接部1012,传送链102上设有连接板,连接板上设有第一卡块,连接部1012上设有第二卡块。
60.在安装成型件101时,从传送链102一侧将连接部1012推入到连接板上,利用第一卡块和第二卡块的配合将成型件101固定在传送链102上,降低成型件101的安装难度。
61.如图5-8所示,作为进一步的优选方案中的提高hdpe双壁波纹管加工效率的加工系统200,传送链两侧还设置有加热装置,加热装置包括储水箱202和加热块;成型件201上设有第二空腔203a,优选的,将第二空腔203a设置在端块203上,在第二空腔203a内填充导热介质,该导热介质为水,端块203侧壁与成型件201侧壁相接触,使端块203和成型件201上的热量进行充分交换,成型件201从储水箱202一侧经过时,储水箱202和成型件201侧壁相接触,储水箱202设于两组传送链分离的位置,储水箱202靠近挤塑机位置,储水箱202为长条形结构,使成型件201有充分时间与储水箱202接触。
62.第二空腔203a侧壁上设有开口,端块203上设有用于密封开口的密封块,密封块上设有进水口,进水口上设有密封塞2031,利用进水口的设置可方便的将清水注入到第二空腔203a内。
63.管体随传送链移动时,加热块对储水箱202内的储水进行加热,成型件201移动至储水箱202一侧时端块203与储水箱202侧壁相接触,储水箱202对端块203进行加热,热量传递至第二空腔203a内的水内,第二空腔203a内的水加热后再将热量传递至成型件201上,使整个成型件201受热更均匀,为成型件201起到预热处理。
64.通过加热装置对成型件201做预热,避免成型件201接触到从挤塑机内挤出的管体后温度骤升,为成型件201提供升温空间,同时将传送链的温度最高点往挤塑机方向迁移,增加整条传送链上的冷却空间,使管体有更长的行程进行冷却,提升对管体的冷却效果;利用水流加热的方式对成型件201做加热处理,使整个成型件201的受热更加均匀,减少热量对成型件201的影响。
65.如图9-10所示,作为另一种优选的方案中的提高hdpe双壁波纹管加工效率的加工系统300,加热装置包括安装板302、微波模块和密封门3021;安装板302设于传送链一侧;微
波模块设于安装板302上;密封门3021设于安装板302两端与安装板302配合形成加热空间;该微波模块与现有技术中的微波炉内微波结构相同,在此不再赘述;密封门3021侧壁上设有多个刷毛,密封门3021通过刷毛与凸部相接触,利用刷毛增加密封门3021与凸部的配合效果,保证加热空间的密封性,使微波更好的对成型件301进行加热。
66.密封门3021厚度大于相邻两个凸部的距离,保证微波模块在加热成型件301时的加热空间始终处于密封状态,避免微波外泄,提升微波对成型件301的加热效果。
67.安装板302设于靠近挤塑机的位置,起到对成型件301的预加热处理,两组传送链分别对应一个安装板302,顶部的安装板302设置在顶部传送链的上方,底部的安装板302设置在底部传送链的下方。
68.传送链带动成型件301移动至安装板302一侧时,密封门3021与成型件301上的凸部形成加热空间,微博模块对加热空间进行微波加热,相变材料在微波作用下直接受热,对成型件301做预加热处理。
69.利用微波加热的方式使成型件301受热更快更均匀,缩短加热装置铺设的整体长度,使对成型件301的加热更方便,为成型件301做预升温处理,增加成型件301的冷却行程,为管体提供更均匀的降温效果。
70.以上描述仅为本公开的一些较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本公开的实施例中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本公开的实施例中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。