1.本发明涉及橡胶硫化设备技术领域,具体是涉及一种单腔化自动硫化系统。
背景技术:
2.橡胶加工过程中会根据客户的需求对其进行硫化;为实现这一反应,必须外加能量使之达到一定的硫化温度,然后让橡胶保温在该硫化温度范围内完成全部硫化反应。
3.为了更便于对橡胶进行自动化上料、下料以及硫化处理,目前于2021 年12月24日授权的授权公告号为cn215282932u的一种橡胶加工用单工位自动硫化装置,其设备就采用了上下料装置对物料以及成品进行夹取放置,通过胶料输送装置对胶料进行运输,硫化组件支架对产品进行加工。
4.但是该技术方案实际使用过程中依旧暴露出一些问题,当使用的物料骨架为环形结构时,则不易通过振动盘对物料骨架进行震动逐个运输,再就是当硫化成型的橡胶制成品扒在上模上,设备无法对扒在上模的橡胶制成品完成脱模,还需要工作人员手动的进行脱模,并对脱模之后的成品工件进行转移运输,这依旧需要工作人员配合,设备自动化程度依旧不理想。
5.第三则是上模与下模合模时,该设备中的真空系统虽然可对模具内部进行抽真空,但是在模具硫化过程中,依旧有部分的废气无法被真空系统全部抽走,在上模与下模打开时,依旧会有部分的废气直接排放到车间中,影响车间内部空气质量。
6.针对目前的一种单腔化自动硫化系统使用过程中所暴露的问题,有必要对一种单腔化自动硫化系统进行结构上的改进与优化。
技术实现要素:
7.为解决上述技术问题,本发明提供了一种单腔化自动硫化系统,具有可以便于对物料骨架进行上料,便于对成型物料进行脱模转移,便于进行废气集中处理的特点。
8.为实现上述目的,本发明提供如下技术方案:一种单腔化自动硫化系统,包括橡胶预成型生产组件,以及设置在橡胶预成型生产组件一侧的设备本体,所述橡胶预成型生产组件与设备本体之间水平设有物料输送带,所述物料输送带用于对橡胶预成型生产组件中成型输出的橡胶预成型件进行输送转移,所述设备本体上表面设置有用于对物料进行输送的上下料装置,所述上下料装置的一端下方位于设备本体的上表面嵌合设有物料骨架缓存装置,所述物料骨架缓存装置的一侧位于设备本体的上表面设置有硫化组件支架,所述硫化组件支架上沿着上下料装置的物料输送方向设置有若干组上模上下机构,每个上模上下机构的底端均设有上模,每个上模的下方设置有下模位移组件,每个下模位移组件包括设置在设备本体上的下模进出伸缩杆,以及设置在下模进出伸缩杆输出端上可跟随下模进出伸缩杆输出端位移的滑板,所述滑板上设置有下模,下模的一侧位于滑板的上表面设置有取料组件,所述取料组件的上方位于硫化组件支架的侧壁设置有物料输送组件。
9.作为本发明的一种单腔化自动硫化系统优选技术方案,所述物料骨架缓存装置基
板、物料缓存组件,水平位移组件以及推料组件,物料缓存组件包括水平设置在基板上方的置物板,所述置物板上可均匀竖直设有若干个套杆,所述置物板上可放置有高度可调节的提升板,若干个环形的骨架物料堆叠在提升板上并套在套杆的外壁;
10.水平位移组件包括水平设置在基板上的水平调节丝杠,所述水平调节丝杠的外壁螺纹套设有滑块,所述置物板可与滑块连接,并在水平调节丝杠的驱动下在基板上水平位移;所述水平调节丝杠的一侧位于基板的上表面平行设置有滑轨,所述置物板一端可嵌合卡在滑轨上滑动。
11.作为本发明的一种单腔化自动硫化系统优选技术方案,推料组件包括竖直设在基板底端的稳定杆,位于稳定杆的底端设置有稳定板,所述稳定杆的外壁套设有可滑动的调节板,所述调节板的上表面竖直固定设置有若干个推杆,所述推杆的顶端贯穿基板以及置物板上表面并与提升板底面接触;
12.所述稳定板底端设有驱动电机,所述稳定板中竖直设置有可绕其轴线转动的高度调节丝杠,驱动电机的输出轴与高度调节丝杠连接,所述高度调节丝杠从调节板中贯穿并与调节板螺纹旋合连接。
13.作为本发明的一种单腔化自动硫化系统优选技术方案,所述上下料装置的侧壁水平设置有可转动的物料调节丝杠,位于物料调节丝杠外壁套设有可滑动的水平滑动支架,所述水平滑动支架的一侧滑动设置有两个高度可调节的连接块,所述水平滑动支架上设置有与连接块数量相同的伸缩杆,每个伸缩杆的输出端均与连接块相连接,两个所述连接块的底端分别设置有第一夹爪与第一吸盘。
14.作为本发明的一种单腔化自动硫化系统优选技术方案,所述取料组件包括第一伸缩气缸,所述第一伸缩气缸竖直设置在滑板的上表面,所述第一伸缩气缸的输出轴上设置有从动板,所述从动板的顶端设置有取料夹爪。
15.作为本发明的一种单腔化自动硫化系统优选技术方案,所述物料输送组件包括水平设置在硫化组件支架侧面并可绕其自身轴线转动的第二调节丝杠,所述第二调节丝杠的外壁螺纹套设有连接板,所述连接板的底端设置有第二伸缩气缸,所述第二伸缩气缸的输出轴上设置有物料输送夹爪,所述物料输送夹爪可对取料夹爪上的成品物料或者下模中的成品物料进行夹取转移。
16.作为本发明的一种单腔化自动硫化系统优选技术方案,所述上下料装置的下方位于设备本体的上表面开设有第一成品出料口,所述第一成品出料口的下方位于设备本体中设有第一成品承料周转箱;
17.所述物料输送组件的下方位于设备本体的上表面开设有第二成品出料口,所述第二成品出料口的下方位于设备本体中设有第二成品承料周转箱。
18.作为本发明的一种单腔化自动硫化系统优选技术方案,所述橡胶预成型生产组件上设置有底座,所述底座上通过支撑架设置有输料电机,所述输料电机一侧连接设有物料挤出筒,所述输料电机的输出轴设置在物料挤出筒中并对物料挤出筒中的橡胶预成型件进行加压输送,使得橡胶预成型件从物料挤出筒另一端成型输出;
19.所述底座上设置有切割电机,所述切割电机的输出轴上固定设有切割刀,所述切割刀对从物料挤出筒端部成型输出的橡胶预成型件进行裁切;
20.所述橡胶预成型生产组件朝向物料输送带的一端还倾斜设置有导料架,所述导料
架的一端朝向物料挤出筒,所述导料架另一端朝向物料输送带,用于对从物料挤出筒成型输出的橡胶预成型件进行输送。
21.作为本发明的一种单腔化自动硫化系统优选技术方案,所述设备本体上表面以及滑板上表面设置有若干个飞边清理管,所述飞边清理管为中空的柔性可弯曲构件,所述飞边清理管的一端通过气管与外界输气泵相连接,所述飞边清理管的另一端设置喷嘴;
22.所述设备本体的上表面外缘处固定设有密封罩,所述密封罩的顶端连接设有顶罩,所述顶罩的上方设有废气集中处理系统,所述顶罩与废气集中处理系统通过连接管道相连通,连接管道与废气集中处理系统中均设有抽风系统。
23.作为本发明的一种单腔化自动硫化系统优选技术方案,硫化系统可对单个硫化模具进行独立加热、独立提供压力、以及独立温度和压力监控,并根据监测值实施温度补偿。
24.与现有技术相比,本发明的有益效果如下。
25.1、该硫化系统中增设有物料骨架缓存装置,物料骨架缓存装置中的基板可以调整置物板的横向位置,稳定板底端的电机运行时调整推杆高度,并通过推杆将提升板顶端顶起,便于骨架物料高度抬升,便于对物料进行上料。
26.2、该硫化系统中增设有第一吸盘,下模进出伸缩杆推动滑板时可以使得下模处在第一夹爪或第一吸盘下方,便于对下模中的橡胶制成品进行下料,滑板位移时使得取料组件调整到上模的下方,通过取料夹爪对上模中的橡胶制成品进行下料,取料夹爪位移时可以到达转移到物料输送组件的下方,通过物料输送夹爪对取料夹爪上的工件进行夹取转移,便于对成型物料进行脱模转移。
27.3、硫化系统中还增设有密封罩、顶罩与废气集中收集处理系统,当上模以及下模打开时,硫化气体释放到密封罩内部时,抽风系统运行时将便于对密封罩中的废气进行集中收集处理,并将气体加压至废气集中处理系统中,便于对硫化气体进行统一处理。
28.4、在上模上下机构侧面可设有压力监测单元,通过控制器监测模具使用时的硫化压力,当硫化压力不足时报警提醒,由人工排除故障恢复压力;在下模侧面还可设有温度控制单元,通过控制器控制硫化温度,当温度达到设定值时停止加热并保持温度,确保硫化过程中的压力与温度均在设定范围内,进而有效的提高产品合格率。
附图说明
29.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
30.图1为本发明的结构示意图。
31.图2为本发明中图1的另一视角结构示意图。
32.图3为本发明中图1的正视结构示意图。
33.图4为本发明中硫化组件正视结构示意图。
34.图5为本发明中图2的俯视结构示意图。
35.图6为本发明中的废气回收组件结构示意图。
36.图7为本发明中图4的另一视角结构示意图。
37.图8为本发明中的物料骨架缓存装置结构示意图。
38.图9为本发明中图8的另一视角结构示意图。
39.图10为本发明中上下料装置结构示意图。
40.图11为本发明中的物料输送组件结构示意图。
41.图12为本发明中图7的a处放大结构示意图。
42.图中:1、橡胶预成型生产组件;11、底座;12、输料电机;13、物料挤出筒;14、切割电机;15、切割刀;16、导料架;17、物料输送带;2、设备本体; 21、第一成品出料口;22、第一成品承料周转箱;23、第二成品出料口;24、第二成品承料周转箱;25、密封罩;26、顶罩;27、抽风系统;28、废气集中处理系统;3、物料骨架缓存装置;31、基板;311、水平调节丝杠;32、稳定杆;33、稳定板;34、调节板;35、推杆;36、高度调节丝杠;37、置物板; 38、套杆;39、提升板;4、上下料装置;41、物料调节丝杠;42、水平滑动支架;43、连接块;44、第一夹爪;45、第一吸盘;5、硫化组件支架;51、上模上下机构;6、物料输送组件;61、第二调节丝杠;62、连接板;63、第二伸缩气缸;64、物料输送夹爪;7、取料组件;71、第一伸缩气缸;72、从动板;73、取料夹爪;8、下模进出伸缩杆;81、滑板;9、飞边清理管。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.实施例
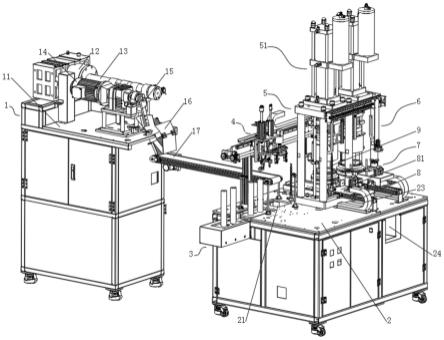
45.如图1-12所示,本发明所公开的一种单腔化自动硫化系统,包括橡胶预成型生产组件1,以及设置在橡胶预成型生产组件1一侧的设备本体2,橡胶预成型生产组件1与设备本体2之间水平设有物料输送带17,物料输送带17用于对橡胶预成型生产组件1中成型输出的橡胶预成型件进行输送转移,设备本体2 上表面设置有用于对物料进行输送的上下料装置4,上下料装置4的一端下方位于设备本体2的上表面嵌合设有物料骨架缓存装置3,物料骨架缓存装置3的一侧位于设备本体2的上表面设置有硫化组件支架5,硫化组件支架5上沿着上下料装置4的物料输送方向设置有若干组上模上下机构51,每个上模上下机构51 的底端均设有上模,每个上模的下方设置有下模位移组件,每个下模位移组件包括设置在设备本体2上的下模进出伸缩杆8,以及设置在下模进出伸缩杆8输出端上可跟随下模进出伸缩杆8输出端位移的滑板81,滑板81上设置有下模,下模的一侧位于滑板81的上表面设置有取料组件7,取料组件7的上方位于硫化组件支架5的侧壁设置有物料输送组件6,本技术方案使用过程中可以通过取料组件7将上模中卡住的成型橡胶工件进行分离,便于成型的橡胶工件从模具中分离,有效的提升橡胶工件硫化效率。
46.在本技术方案中所采用的橡胶预成型生产组件1,其技术方案采用了于 2022年04月14日申请的申请号为202220863450.3的“一种橡胶冷喂料预成型装置”中的技术方案,故对于橡胶预成型生产组件1,不在本方案中进行赘述。
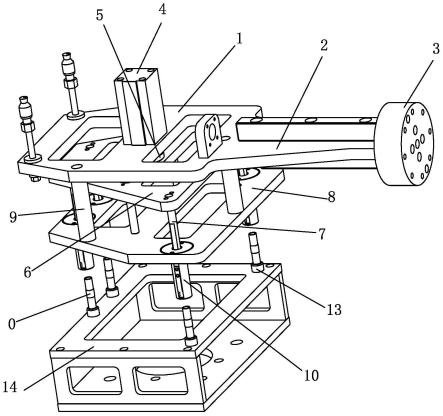
47.具体的,物料骨架缓存装置3基板31、物料缓存组件,水平位移组件以及推料组件,物料缓存组件包括水平设置在基板31上方的置物板37,置物板37 上可均匀竖直设有若干个套杆38,置物板37上可放置有高度可调节的提升板 39,若干个环形的骨架物料堆叠在提升板39上并套在套杆38的外壁;
48.水平位移组件包括水平设置在基板31上的水平调节丝杠311,水平调节丝杠311的外壁螺纹套设有滑块,置物板37可与滑块连接,并在水平调节丝杠311 的驱动下在基板31上水平位移;水平调节丝杠311的一侧位于基板31的上表面平行设置有滑轨,置物板37一端可嵌合卡在滑轨上滑动。
49.具体的,推料组件包括竖直设在基板31底端的稳定杆32,位于稳定杆32 的底端设置有稳定板33,稳定杆32的外壁套设有可滑动的调节板34,调节板 34的上表面竖直固定设置有若干个推杆35,推杆35的顶端贯穿基板31以及置物板37上表面并与提升板39底面接触。
50.稳定板33底端设有驱动电机,稳定板33中竖直设置有可绕其轴线转动的高度调节丝杠36,驱动电机的输出轴与高度调节丝杠36连接,高度调节丝杠 36从调节板34中贯穿并与调节板34螺纹旋合连接,本实施例中高度调节丝杠 36转动过程中可以调整推杆35的高度,通过推杆35推动提升板39高度抬升,在提升板39上的环形的骨架物料被取用时进行高度补偿,便于第一夹爪44能够夹取到环形的骨架物料。
51.具体的,上下料装置4的侧壁水平设置有可转动的物料调节丝杠41,位于物料调节丝杠41外壁套设有可滑动的水平滑动支架42,水平滑动支架42的一侧滑动设置有两个高度可调节的连接块43,水平滑动支架42上设置有与连接块 43数量相同的伸缩杆,每个伸缩杆的输出端均与连接块43相连接,两个连接块 43的底端分别设置有第一夹爪44与第一吸盘45,本实施例中第一夹爪44与第一吸盘45既可以对橡胶构件进行上料,也可以在下模中对加工好的橡胶工件进行取料。
52.具体的,取料组件7包括第一伸缩气缸71,第一伸缩气缸71竖直设置在滑板81的上表面,第一伸缩气缸71的输出轴上设置有从动板72,从动板72的顶端设置有取料夹爪73,本实施例中取料夹爪73在高度抬升过程中可以将上模中卡住的成型物料取下来,便于对成型的物料进行转移,避免成型的物料卡在模具中造成干扰。
53.具体的,物料输送组件6包括水平设置在硫化组件支架5侧面并可绕其自身轴线转动的第二调节丝杠61,第二调节丝杠61的外壁螺纹套设有连接板62,连接板62的底端设置有第二伸缩气缸63,第二伸缩气缸63的输出轴上设置有物料输送夹爪64,物料输送夹爪64可对取料夹爪73上的成品物料或者下模中的成品物料进行夹取转移,本实施例中物料输送组件6底端的物料输送夹爪64 可以更换为吸盘结构,可以对加工好的成型物料进行吸取即可。
54.具体的,上下料装置4的下方位于设备本体2的上表面开设有第一成品出料口21,第一成品出料口21的下方位于设备本体2中设有第一成品承料周转箱 22,物料输送组件6的下方位于设备本体2的上表面开设有第二成品出料口23,第二成品出料口23的下方位于设备本体2中设有第二成品承料周转箱24,本实施例中第一成品出料口21与第二成品出料口23中均可以放置加工好的物料,通过两个出口排放加工好的物料,更便于工作人员对加工好的成型的物料进行转移。
55.具体的,橡胶预成型生产组件1上设置有底座11,底座11上通过支撑架设置有输料电机12,输料电机12一侧连接设有物料挤出筒13,输料电机12的输出轴设置在物料挤出筒13中并对物料挤出筒13中的橡胶预成型件进行加压输送,使得橡胶预成型件从物料挤出筒13另一端排出。
56.底座11上设置有切割电机14,切割电机14的输出轴上固定设有切割刀15,切割刀15对从物料挤出筒13端部成型输出的橡胶预成型件进行裁切。
57.橡胶预成型生产组件1朝向物料输送带17的一端还倾斜设置有导料架16,导料架16的一端朝向物料挤出筒13,导料架16另一端朝向物料输送带17,用于对从物料挤出筒13成型输出的橡胶预成型件进行输送。
58.具体的,设备本体2上表面以及滑板81上表面设置有若干个飞边清理管9,飞边清理管9为中空的柔性可弯曲构件,飞边清理管9的一端通过气管与外界输气泵相连接,飞边清理管9的另一端设置喷嘴,本实施例中工作人员可以根据现场的需要掰弯飞边清理管9,以便于飞边清理管9对各个区域进行吹扫。
59.设备本体2的上表面外缘处固定设有密封罩25,密封罩25的顶端连接设有顶罩26,顶罩26的上方设有废气集中处理系统28,顶罩26与废气集中处理系统28通过连接管道相连通,连接管道与废气集中处理系统28中均设有抽风系统27,本实施例中,当上模以及下模开模过程中,有部分的硫化气体被排放到密封罩25中,此时抽风系统27通电运行过程中将密封罩25中的空气抽吸到废气集中处理系统28中,废气集中处理系统28的另一端与空气净化装置相连接,统一的对硫化气体进行净化处理。
60.在上模上下机构51侧面设有压力监测单元,通过控制器监测硫化压力,当硫化压力不足时报警提醒。在下模侧面设有温度控制单元,通过控制器控制硫化温度,当温度达到设定值时停止加热并保持温度。
61.在下模侧面设有温度控制单元,通过控制器控制硫化温度,当温度达到设定值时停止加热并保持温度,确保硫化过程中的压力与温度均在设定范围内,提高产品合格率。
62.本发明的工作原理及使用流程:本发明中该方案使用过程中工作人员将橡胶预成型件从橡胶预成型生产组件1侧面开口中塞入,输料电机12运行时对物料挤出筒13中的物料橡胶条进行挤压推出,切割电机14运行时带动切割刀15 转动,通过切割刀15对挤出的橡胶预成型件进行剪切,在切割刀15对橡胶预成型件进行剪切之后,物料坠落至导料架16中,并通过导料架16输送到物料输送带17上,物料输送带17运行时将其上表面的橡胶预成型件向设备本体2 的方向输送。
63.工作人员事先将环形的骨架物料逐层的堆叠并套设在套杆38外壁,之后将置物板37放置在物料骨架缓存装置3中,水平调节丝杠311运行过程中通过调整滑块同步的调整置物板37的位置,当置物板37的位置处于高度调节丝杠36 的正上方时,即置物板37的水平位置调整完毕。
64.稳定板33底端的电机运行时带动高度调节丝杠36转动,高度调节丝杠36 转动过程中通过螺纹同步的调整调节板34的高度,调节板34高度变化时同步的推动推杆35的高度抬升,调节板34高度抬升过程中稳定杆32维持调节板34 的稳定性,推杆35高度抬升过程中其顶端穿过置物板37上表面的孔,推杆35 的顶端并与提升板39的底面接触,推杆35在高度抬升过程中并同步的对提升板39进行顶升,使得提升板39上堆叠的环形骨架物料完成高度抬升,便于上下料装置4底端的第一夹爪44完成夹取。
65.上下料装置4运行过程中其侧面的物料调节丝杠41通过电机驱动完成转动,物料调节丝杠41转动过程中其侧面的水平滑动支架42沿着物料调节丝杠 41完成水平方向上的位移,且水平滑动支架42位移过程中其侧面的连接块43 同步的完成位移,两个连接块43的
顶端位于水平滑动支架42上均设有调节伸缩杆,两个调节伸缩杆的伸缩端与连接块43连接,并对第一夹爪44与第一吸盘45的高度进行调整。
66.在第一夹爪44被调整到套杆38正上方时,调节伸缩杆调整第一夹爪44的高度,并通过第一夹爪44对套杆38上套设的环形骨架物料进行夹取,环形骨架物料在被取料之后,第一夹爪44高度抬升,并使得环形骨架物料完成取料,连接块43高度下沉时,使得第一吸盘45底端与橡胶预成型件上表面接触,第一吸盘45负压时可以对橡胶预成型件进行负压吸取。
67.当第一夹爪44与第一吸盘45分别夹取物料之后,即通过物料调节丝杠41 完成水平方向上的位置调整,下模进出伸缩杆8运行过程中推出自身的伸缩端,伸缩端推出时,可以调整滑板81在水平面上的位置,并使得下模位移到上下料装置4的下方,第一夹爪44与第一吸盘45在水平位移过程中通过调节伸缩杆释放,并将环形的骨架物料以及物料橡胶条放置在下模的内部。
68.环形的骨架物料以及物料橡胶条在下模中时,下模进出伸缩杆8逆向调整滑板81的位置,使得下模进出伸缩杆8的位置处在上模的下方,上模上下机构 51运行时使得上模下沉,并使得模具合模,模具合模时对橡胶与骨架物料进行硫化处理。
69.橡胶构件完成硫化处理之后,上模以及下模分开,当橡胶工件开模时附着在下模上时,下模进出伸缩杆8运行过程中推动滑板81水平位移,进而使得下模位移到上下料装置4的下方,此时可以通过第一夹爪44或者第一吸盘45对下模中的成型的橡胶工件完成夹取或者吸取。
70.第一夹爪44或者第一吸盘45对橡胶工件夹取之后,通过物料调节丝杠41 进行水平位移,进而使得橡胶工件位移到第一成品出料口21的上方,第一夹爪 44张开时或者第一吸盘45充气时,可以对其底端的橡胶预成型件完成释放,橡胶预成型件坠落到第一成品出料口21中,并通过第一成品出料口21坠落到第一成品承料周转箱22中。
71.当橡胶构件在开模时附着在上模中时,下模进出伸缩杆8运行过程中推动滑板81水平位移,进而使得滑板81上的取料组件7位移到上模的正下方,取料组件7运行过程中推动自身的伸缩端伸长,进而使得从动板72与取料夹爪73 高度抬升,取料夹爪73高度抬升时与上模中的橡胶环接触,并通过取料夹爪73 对上模中已成型的环形橡胶工件进行夹取。
72.取料夹爪73夹取橡胶工件之后,第一伸缩气缸71收缩并降低从动板72以及取料夹爪73的高度,之后下模进出伸缩杆8逆向调整滑板81的位置,使得取料组件7的位置处在物料输送组件6的正下方。
73.物料输送组件6中的第二调节丝杠61在电机的驱动下转动,第二调节丝杠 61转动过程中调整连接板62的位置,连接板62位移过程中调整第二伸缩气缸 63以及物料输送夹爪64的位置,当连接板62处在取料组件7的上方时,第二伸缩气缸63运行并调整自身伸缩端的位置,第二伸缩气缸63伸缩端伸出时,带动物料输送夹爪64同步的高度调整,并通过物料输送夹爪64对取料夹爪73 上的橡胶进行夹取。
74.物料输送夹爪64将成型的橡胶工件夹取之后,通过第二调节丝杠61调整位置,并使得连接板62处在第二成品出料口23正上方,物料输送夹爪64运行时将成型的环形橡胶工件释放,成型的环形橡胶工件从第二成品出料口23中坠落至第二成品承料周转箱24中。
75.硫化系统中增设有飞边清理管9,飞边清理管9与外界中的气泵通过管道连接,气
体通过飞边清理管9顶端的喷孔喷出,飞边清理管9为可掰弯的空心波纹管构件,在被掰弯时便于对上模或者下模进行吹气,进而对硫化之后的橡胶环进行飞边清理。
76.在设备本体2的上表面外缘处增设有密封罩25,当上模以及下模分离时,逸散的气体挥发到密封罩25中,密封罩25中的硫化空气在抽风系统27的负压下被吸取到废气集中处理系统28中,通过废气集中处理系统28对硫化空气进行统一回收处理。
77.以上所述仅为本发明的优选方案,并非作为对本发明的进一步限定,凡是利用本发明说明书及附图内容所作的各种等效变化均在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。