1.本发明涉及复合透气膜生产技术领域,尤其涉及杜莱复合干燥剂包装膜纸技术领域。
背景技术:
2.涤纶平纹无纺布表面比较光滑,又称7031聚脂纤维无纺布,由聚脂纤维经浸渍粘合烘干成型,纤维经过充分梳理,纵向强度高,具有重量轻、厚度薄、拉伸强度大、绝缘性能好、低弹性、无腐蚀等特点。
3.杜莱纸适用于电子、食品、化工、家俱、集装箱、工业类等物品的保存、防潮、防霉等,通常釆用杜邦特卫强材料制作干燥剂袋,杜邦特卫强原材料釆购价格高,使得一些企业选择适应于杜邦纸的杜莱纸来替代,使企业降低了成本,提高了企业的利润。
技术实现要素:
4.本发明主要是解决现有技术所存在的技术问题,提供一种杜莱纸复合包装材料及生产方法。
5.为了实现上述目的,本发明釆用了如下技术方案:杜莱纸复合包装材料的制备方法,所述杜莱纸复合包装材料,包括依次设置的聚乙烯(pe)透气膜,涤纶平纹无纺布层,其制备方法包括下列步骤:
6.s1步骤:选用涤纶平纹无纺布层卷材、聚乙烯(pe)透气膜层卷材,通过涂胶复合烘烤先行对涤纶平纹无纺布进行涂胶和进行四级烘干,获得胶黏剂层,通过热合辊筒加热辊压,把聚乙烯(pe)膜与涤纶平纹无纺布的胶黏剂层热合辊压,粘合为二层结构的杜莱纸复合包装材料的卷材。
7.s2步骤:将s1步骤的二层结构的杜莱纸复合包装材料的卷材置入熟化室熟化,熟化时间为24~36h。
8.作为优选,s1步骤选用的涤纶平纹无纺布单位面积克重为35g/
㎡
,s1步骤选用的聚乙烯(pe)透气膜单位面积克重为30g/
㎡
。
9.作为优选,s1步骤的涤纶平纹无纺涂胶品种为树脂胶,涂胶量为2.5g/
㎡
,s1步骤对涂布于涤纶平纹无纺布的树脂胶利用涂胶干式复合机进行四级烘箱连续收卷行走烘烤的温度设置,分别设置为:第一级45℃、第二级50℃、第三级55℃、第四级60℃,放卷收卷行走速度为0.5m/s~3m/s。
10.作为优选,s1步骤对涤纶平纹无纺布与聚乙烯(pe)透气膜的胶黏剂层进行热合辊压的热合辊筒加热温度为50℃~52℃,气压压力4kg。
11.作为优选,s1步骤制得的二层结构的杜莱纸复合包装材料的透气率≥2500g/
㎡
*24h。
12.有益效果
13.本发明提供了二层结构的杜莱纸复合包装材料及制作方法。具备以下有益效果:
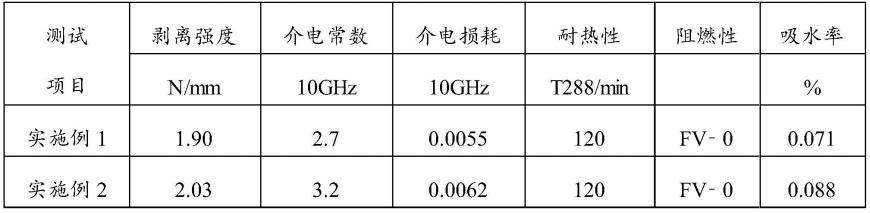
14.1、二层结构的杜莱纸复合包装材料的膜纸剥离率11-13n/15mm,剥离条件:130℃,气压压力4kg,速度1.1mm/s。
15.2、本发明的二层结构的杜莱纸复合包装材料的制备方法制得的二层结构的杜莱纸复合包装材料制得的包装透气膜干燥剂袋,具有良好的防漏粉(干燥剂粉沫)和透气性,且具有较高的拉伸强度,不易损坏。
16.3、本发明的二层结构的杜莱纸包装材料,由于其具有优异的透气率和低成本,本发明的自主研发的二层结构的杜莱纸复合包装材料,透气率≥2500g/
㎡
*24h,性能优于美国进口的杜邦特卫强纸,能够替代价格昂贵的美国进口的杜邦特卫强纸(透气率≥2000g/
㎡
*24h),每年为电子、食品、化工、集装箱、家俱、化工类等生产企业节省上亿美元的用于釆购干燥剂用的杜邦特卫强纸的外汇,降低企业的生产成本,提高产品品质,创造了较为丰富的利润。
附图说明
17.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单的介绍。显而易见的,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其他的实施附图。
18.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
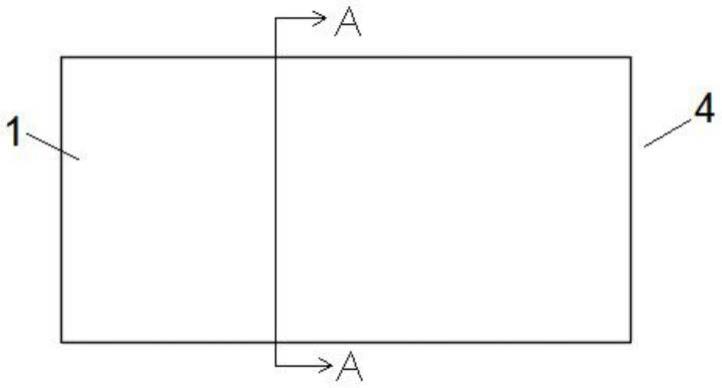
19.图1为本发明的附视结构示意图;
20.图2为本发明的a-a剖面结构示意图。
21.图例说明:
22.1、涤纶平纹无纺布;2、胶黏剂层;3、聚乙烯(pe)透气膜;4、杜莱纸复合包装材料。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.本发明的实施例如图1~图2所示,杜莱纸包装材料的制备方法,所述杜莱纸包装材料,包括依次设置的涤纶平纹无纺布1,聚乙烯(pe)透气膜3。
25.s1步骤:选用涤纶平纹无纺布1卷材,聚乙烯(pe)透气膜3卷材,通过涂胶覆膜复合机先行对涤纶平纹无纺布进行涂胶和进行四纸烘干,获得胶黏剂层2,通过热合辊加热辊压,把聚乙烯(pe)透气膜与涤纶平纹无纺布的胶黏剂层热合辊压,粘合为二层结构的杜莱纸复合包装材料4卷材。
26.s2步骤:将s1二层结构的杜莱纸复合包装材料4放置入熟化室熟化,熟化时间为24~36h。
27.实施例一
28.s1步骤选用的涤纶平纹无纺布1单位面积克重为30g/
㎡
,聚乙烯(pe)透气膜的单位面积克重为35g/
㎡
。
29.实施例二
30.s1步骤涤纶平纹无纺1涂胶品种为树脂胶,涂胶量为2.5g/
㎡
(乙酸乙酯稀释),s1步骤对涂布于涤纶平纹无纺布1连续收卷行走烘箱的温度设置,分别设置为:第一纸45℃、第二纸50℃、第三纸55℃、第四纸60℃,放卷收卷行走速度为0.2m/s~1.5m/s。
31.实施例三
32.s1步骤的聚乙烯(pe)透气膜3与涤纶平纹无纺布1的胶黏剂层2进行热合辊压的热合辊筒加热温度为50℃~52℃,气压压力为4kg。
33.实施列四
34.s1步骤的二层结构的杜莱纸复合包装材料4透气率≥2500g/
㎡
*24h。
35.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.杜莱纸复合包装材料及生产方法,其特征在于,包括依次设置的涤纶平纹无纺布(1),聚乙烯(pe)透气膜(3),其生产方法包括如下步骤:s1步骤:选用涤纶平纹无纺布(1)卷材,聚乙烯(pe)透气膜3卷材,通过涂胶覆膜复合机先行对涤纶平纹无纺布进行涂胶和进行四纸烘干,获得胶黏剂层2,通过热合辊加热辊压,把聚乙烯(pe)透气膜(3)与涤纶平纹无纺布(1)的胶黏剂层热合辊压,粘合为二层结构的杜莱纸复合包装材料4卷材。s2步骤:将s1二层结构的杜莱纸复合包装材料(4)放置入熟化室熟化,熟化时间为24~36h。2.根据权利要求1所述的杜莱纸复合包装材料及生产方法,其特征在于:s1步骤选用的涤纶平纹无纺布(1)单位面积克重为30g/
㎡
,聚乙烯(pe)透气膜(3)的单位面积克重为35g/
㎡
。3.根据权利要求1所述的杜莱纸复合包装材料及生产方法,其特征在于:s1步骤涤纶平纹无纺(1)涂胶品种为树脂胶,涂胶量为2.5g/
㎡
(乙酸乙酯稀释),s1步骤对涂布于涤纶平纹无纺布(1)连续收卷行走烘箱的温度设置,分别设置为:第一纸45℃、第二纸50℃、第三纸55℃、第四纸60℃,放卷收卷行走速度为0.2m/s~1.5m/s。4.根据权利要求1所述的杜莱纸复合包装材料及生产方法,其特征在于:s1步骤的聚乙烯(pe)透气膜(3)与涤纶平纹无纺布(1)的胶黏剂层(2)进行热合辊压的热合辊筒加热温度为50℃~52℃,气压压力为4kg。5.根据权利要求1所述的杜莱纸复合包装材料及生产方法,其特征在于:s1步骤的二层结构的杜莱纸复合包装材料(4)透气率≥2500g/
㎡
*24h。
技术总结
本发明涉及干燥脱氧剂包装材料技术领域,S1步骤,采用涂胶覆膜烘烤机先行对聚乙烯(PE)膜层进行涂胶、和进行四级烘干,获得胶黏剂层,通过热合辊筒加热辊压,把透气涤纶无纺布与聚乙烯(PE)膜的胶黏剂层热合辊压,粘合为二层结构的杜莱复合包装膜纸卷材;将S1步骤获得的二层结构的杜莱复合包装膜纸,通过涂胶覆膜烘烤机的针刺辊筒进行针刺打孔,然后通过第二热合辊筒热压去刺孔毛刺,获得透气防漏粉的二层结构的杜莱复合包装膜纸卷材;S3步骤:将S1步骤或S2步骤获得的二层结构的杜莱复合包装膜纸卷置入烘房烘烤,烘烤时间为24-36小时,获得二层结构的杜莱复合包装膜纸2卷或刺孔二层结构的杜莱复合包装膜纸卷。的杜莱复合包装膜纸卷。的杜莱复合包装膜纸卷。
技术研发人员:潘明学 周志槐 邢贺
受保护的技术使用者:湖北福好医疗用品有限公司
技术研发日:2022.08.15
技术公布日:2022/11/15
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。