硬质pvc薄膜及其制备方法
技术领域
1.本发明涉及pvc薄膜领域,尤其是一种硬质pvc薄膜及其制备方法。
背景技术:
2.聚氯乙烯薄膜(pvc薄膜)具有透光性好、柔软易造型等优点,而被广泛的应用在包装业、建材行业、农业等领域。pvc薄膜包括软质pvc薄膜和硬质pvc薄膜,软质pvc薄膜中含有增塑剂/柔软剂,而硬质pvc薄膜中一般不含有或者含少量增塑剂/柔软剂。现有的硬质pvc薄膜多用压延法生产,其物料中一般含有较多的有机锡安定剂,其具有优良的耐热性、且塑化快,自带滑性低,因此被广泛应用在硬质pvc薄膜之中,但有机锡安定剂气味重、有毒性,且成本高。
技术实现要素:
3.基于此,本发明的目的在于克服上述现有技术的不足之处而提供一种硬质pvc薄膜,其成本低,气味少,无毒性。
4.为实现上述目的,本发明所采取的技术方案为:一种硬质pvc薄膜,其包括以下重量份的组分:聚氯乙烯树脂90~120份,增塑剂3~10份,钙锌固体安定剂1.3~4份,钡锌液体安定剂1.3~4份,塑化剂1.3~3份,内滑剂0.4~2份,增粘剂0.4~2份,助剂9.5~45份。
5.本发明采用钙锌固体安定剂、钡锌液体安定剂共同取代了有机锡安定剂,使得成品无气味、无毒性,且降低了成本。具体的,当仅采用钙锌固体安定剂替换有机锡安定剂时,当其添加量超过3phr时(即100份聚氯乙烯树脂添加3份钙锌固体安定剂),pvc压延机上的积料打滑,pvc积料从压延机的间隙掉落(即吐舌头问题),塑化效果下降。但添加量<3phr时,容易出现烧料。为此,本发明同时采用钙锌固体安定剂与钡锌液体安定剂的混合物。其中,钙锌固体安定剂的安定效果强,可有效防止pvc在加工过程中烧料,但其塑化慢,滑性较强,添加量较大时易产生吐舌头问题。钙锌固体安定剂的用量为1.3~4份,示例性的为1.5份、1.9份、2.3份、2.7份、3.1份、3.5份或3.9份,但不限于此。钡锌安定剂的安定性相对较差,但滑性少,可改善吐舌头现象,但当其加入量过多时会析出,反而会加重吐舌头现象。为此,控制钡锌液体安定剂的用量为1.3~4份,示例性的为1.4份、1.7份、2.0份、2.5份、2.8份、3.2份、3.5份或3.8份,但不限于此。
6.进一步的,为了同时解决pvc烧料和吐舌头问题,一者,本发明还在配方中引入了增塑剂,并将塑化剂、内滑剂的用量分别提升至1.3~3份、0.4~2份,以提升物料的塑化速度,降低加工温度,减少安定剂的用量。二者,本发明引入了增粘剂,增加物料与压延辊之间的黏性,减少吐舌头现象。三者,本发明还取消了外滑剂的使用。
7.其中,增塑剂可促进pvc的塑化速度,降低加工温度。具体的,增塑剂可选用对苯二甲酸二辛酯(dotp)和/或偏苯三酸三辛酯(totm),但不限于此;优选的,增塑剂选用对苯二甲酸二辛酯(dotp)。增塑剂的用量为3~10份,示例性的为4份、5份、6份、7份、8份或9份,但不限于此。
8.其中,塑化剂可改善树脂熔体的流动性、热变形性,改善成品光泽,但过多添加容易造成烧料问题。具体的,塑化剂可选用丙烯酸酯,但不限于此。优选的,塑化剂选用相对分子质量为100万~200万的丙烯酸类助剂acr。塑化剂的用量为1.3~3份,示例性的为1.5份、1.7份、1.9份、2.1份、2.3份、2.5份、2.7份或2.9份,但不限于此。
9.其中,内滑剂可改善pvc成型加工时的流动性,但添加量过大后会析出。具体的,内滑剂可选用不饱和脂肪酸偏季戊四醇酯,但不限于此。内滑剂的用量为0.4~2份,示例性的为0.5份、0.7份、0.9份、1.1份、1.3份、1.5份、1.7份或1.9份,但不限于此。
10.其中,增粘剂可增加加工过程中物料的黏性,改善吐舌头现象。具体的,增粘剂可选用弹性体和/或增韧剂,但不限于此。增粘剂的用量的为0.4~2份,示例性的为0.5份、0.7份、0.9份、1.1份、1.3份、1.5份、1.7份或1.9份,但不限于此。
11.此外,本发明的配方中还含有助剂9.5~45份,助剂可为填充剂、抗冲剂、颜料、耐热改性剂等,但不限于此。
12.优选的,在本发明的一个实施例中,助剂包括以下重量份的组分:填充剂4.5~12份,抗冲击剂3.5~12份,颜料1.5~18份。
13.其中,填充剂可提升物料的耐热性,改善烧料现象。具体的,填充剂可选用碳酸钙、硫酸钡、二氧化硅中的一种或多种,但不限于此。填充剂的用量为4.5~12份,示例性的为5份、5.5份、6份、6.5份、7份、7.5份、8份、8.5份、9份、9.5份、10份、10.5份、11份或11.5份,但不限于此。
14.抗冲击剂选用甲基丙烯酸甲酯、丁二烯、苯乙烯三元共聚物或者丙烯酸酯类中的一种或多种,但不限于此。抗冲击剂的用量为3.5~12份,示例性的为4份、5份、7份、8份、10份或11.5份,但不限于此。
15.优选的,在本发明的一个实施例之中,聚氯乙烯树脂的聚合度为750~850,这种聚氯乙烯聚合度低,可降低加工难度。其中,聚合度的测定方法为gb/t21863-2008。
16.优选的,在本发明的一个实施例之中,钙锌固体安定剂与所述钡锌液体安定剂的重量比为(1.5~2):1。
17.相应地,本发明还公开了一种上述的硬质pvc薄膜的制备方法,其包括:
18.(1)将各组分经混合、密炼后在155-180℃塑化,得到初塑物料;
19.(2)将初速物料经挤出过滤后在160-185℃塑化,得到复塑物料;
20.(3)将复塑物料压延成型,即得硬质pvc薄膜。
21.优选的,在本发明的一个实施例之中,步骤(1)包括:
22.(1.1)将各组分在50-150rpm、110-130℃条件下混合5-60s,然后在1000-2000rpm、110-130℃条件混合300-600s,得到混合物料;
23.(1.2)将所述混合物料在200-270a、110-130℃的条件下密炼,得到胶状物料;
24.(1.3)将所述胶状物料在155~180℃塑化,得到初塑物料。
25.优选的,在本发明的一个实施例之中,步骤(2)中,将初塑物料在160~185℃条件下挤出过滤,然后在160-185℃条件下塑化。
26.优选的,在本发明的一个实施例之中,步骤(3)中,采用5辊压延机进行压延成型,5辊压延成型机中各成型辊的温度分别为180-195℃、180-195℃、185-200℃、195-215℃、165-175℃。
27.实施本发明,具有以下有益效果:
28.本发明采用钙锌固体安定剂与钡锌液体安定剂共同取代了传统硬质pvc薄膜中的有机锡安定剂,并通过度配方中其他物质的综合调节,解决了烧料、吐舌头问题,得到了成本低、气味少、无毒性的硬质pvc薄膜。
具体实施方式
29.为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
30.实施例中,所使用的实验方法如无特殊说明,均为常规方法,所用的材料、试剂等,如无特殊说明,均可从商业途径得到,本发明实施例和对比例均采用相同的增塑剂、填充剂、抗冲剂、颜料。
31.现对实施例及对比例所用原料做如下说明,但不限于这些材料:
32.a1:pvc树脂,聚合度为1000;s65,台塑;
33.a2:pvc树脂,聚合度为700;s57,台塑;
34.a3:pvc树脂,聚合度为800;s60,台塑;
35.b:增塑剂:dotp,市售;
36.c1:钙锌固体安定剂:mc9991-29 nt cr,百尔罗赫塑料添加剂(江苏)有限公司;
37.c2:钙锌固体安定剂:368f,广东森德利环保新材料科技有限公司;
38.d1:钡锌液体安定剂:bz-302,南通艾德旺化工有限公司;
39.d2:钡锌液体安定剂:bz-695,南通艾德旺化工有限公司;
40.e:塑化剂:acr,pa20,日本钟渊;
41.f:内滑剂:g16,德国汉高;
42.g:增粘剂:669k,深圳金大全科技有限公司;
43.h:填充剂:碳酸钙,市售;
44.i:抗冲剂:lb-156,山东瑞丰
45.j:颜料,市售。
46.k:有机锡安定剂:ds-218,德氏工贸;
47.l:外滑剂:g70s,德国汉高;
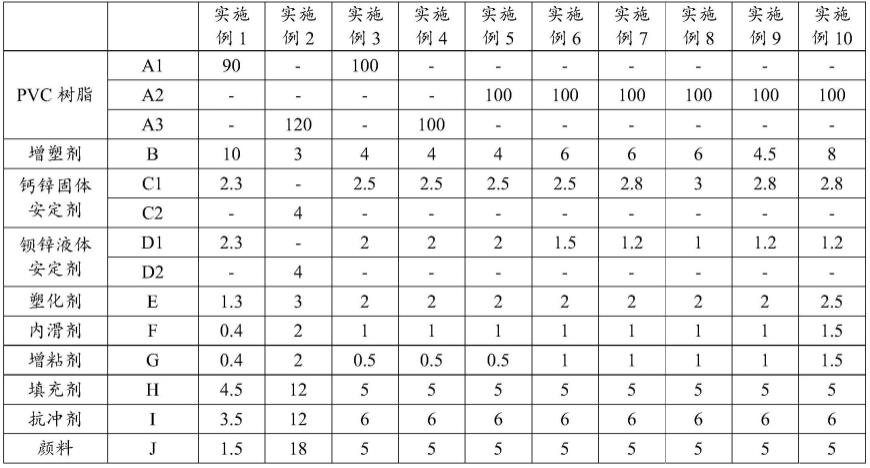
48.实施例1-10及对比例1-8
49.实施例1-10及对比例1-8的硬质pvc薄膜的组分及重量份选择如表1、表2所示,其中,实施例1-10及对比例1-8的硬质pvc薄膜的制备方法为:
50.(1)将各组分在100rpm、120℃条件下混合30s,然后在1500rpm、120℃条件混合600s,得到混合物料;
51.(2)将所述混合物料在240a、120℃的条件下密炼,得到胶状物料;
52.(3)将所述胶状物料在165℃塑化,得到初塑物料;
53.(4)将初塑物料在180℃条件下挤出过滤,然后在180℃条件下塑化,得到复塑物料;
54.(5)将复塑物料采用5辊压延机进行压延成型,5辊压延成型机中各成型辊的温度分别为185℃、190℃、195℃、210℃、178℃。
55.表1
[0056][0057]
注:表中
“‑”
表示不添加该组分,下同。
[0058]
表2
[0059][0060][0061]
将实施例1-10、对比例1-8得到的硬质pvc薄膜做测试,具体方法如下:
[0062]
(1)烧料情况评价:目测,若存在烧料,则会存在以下现象中的至少一种:1)在主机辊第4积料处有疙瘩;2)成品膜面大黑点数目为20个/米以上,严重的会有伴随着黑点拉出来的破洞;3)直接料烧黑粘在主机轮上,需要停机清理。
[0063]
(2)吐舌头情况评价:目测,若存在吐舌头,则积料会从第二个主机辊和第三个主机辊中间慢慢掉落,严重的是一直掉落,基本上十几二十秒就会掉落一次。轻微一些的几分钟一次,但是能看到积料在主机辊上的旋转不均匀,歪歪扭扭的。
[0064]
(3)具体的测试结果如表3和表4所示:
[0065]
表3
[0066][0067]
表4
[0068][0069][0070]
由实施例5与对比例2的对比可以看出,当将甲基锡配方体系直接替换为钙锌固体安定剂 钡锌液体安定剂体系,而不去除外滑剂时,容易产生吐舌头现象。
[0071]
由实施例5与对比例3的对比可以看出,当仅采用钙锌固体安定剂取代有机锡安定剂时,容易产生烧料现象。
[0072]
由实施例5与对比例4的对比可以看出,当今采用钡锌液体安定剂取代有机锡安定剂时,发生了烧料。
[0073]
由实施例5与对比例5的对比可以看出,不添加增塑剂时,难以塑化。而将塑化温度前端的温度不变,5辊压延成型机中各成型辊的温度提升至分别为190℃、195℃、200℃、215
℃、178℃后生产过程中发生烧料。
[0074]
由对比例6~对比例8与实施例5的对比可以看出,但变更本发明中塑化剂、增粘剂、内滑剂的用量,使其不在本发明所要求的范围时,也无法达到本发明的技术效果。
[0075]
此外,需要说明的是,由于对比例2~对比例8存在烧料和/或吐舌头,因此无成品产出,故无法进行成品测试。
[0076]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。