1.本发明涉及丝印机技术领域,具体是一种全自动转盘式双色丝印机。
背景技术:
2.目前,丝印行业的印花工序大多数还是靠人工操作来完成的,首先对工件的外表面做表面处理,提升产品表面的活性,提高油墨附着力;然后将工件一个一个用滚筒丝印机进行外表面印刷;接着将工件进行烘干固化等,多个加工工序无法同步进行,生产效率低,加工成本高,并且靠人手定位,定位精度低,产品质量低。
技术实现要素:
3.本发明的目的是为了克服现有技术存在的缺陷和不足,提供了一种全自动转盘式双色丝印机,以提高定位精度和生产效率。
4.为了解决上述技术问题,本发明采用如下技术方案:
5.一种全自动转盘式双色丝印机,包括机架,机架上方设置有工作台,其特征在于,还包括间歇式转盘机构、上料装置、自动对位机构、预处理装置、第一色印刷装置、uv干燥装置、第二色印刷装置、成品输送机构、红外线干燥装置、下料机械手、plc控制器;所述间歇式转盘机构为环形并且嵌入式设置在工作台中,所述间歇式转盘机构的圆周方向上均布有多个工位,每个所述工位上设置有产品固定柱,所述产品固定柱的后端设置有管位轴,所述管位轴上设置有零位销;所述工作台上与所述工位相对应的位置依次设置有所述上料装置、所述自动对位机构、所述预处理装置、所述第一色印刷装置、所述uv干燥装置、所述第二色印刷装置和所述下料机械手;所述自动对位机构包括管位轴圆周卡位装置、产品圆周定位装置、产品卡位装置和产品前后定位装置。
6.进一步地,所述上料装置包括上料输送带、方向识别机构、上料机械手、上料滑道、脉冲气缸和推料机构,所述上料输送带延伸至所述工作台外侧;所述上料机械手设置在所述上料输送带的末端,所述上料输送带的末端靠近自动对位机构的一侧倾斜设置有所述上料滑道,所述方向识别机构与所述上料机械手相连接,所述上料滑道的末端一侧设置有所述脉冲气缸,所述上料滑道的末端下方设置有所述推料机构。
7.进一步地,所述工作台的外侧与所述下料机械手相对应的位置设置有所述成品输送机构,所述成品输送机构包括链式输送带和产品定位架,所述产品定位架设置在所述链式输送带上。
8.进一步地,所述红外线干燥装置为红外线热风箱,所述红外线热风箱覆盖式设置在所述链式输送带前段的外侧。
9.进一步地,在所述红外线热风箱的后侧设置有吹风装置,所述吹风装置覆盖式设置在所述链式输送带后段的外侧。
10.进一步地,所述预处理装置为自动火焰处理机构。
11.进一步地,所述产品圆周定位装置包括底板、支撑架、第一前后气缸、第一滑轨、旋
转夹头、伺服电机;所述第一前后气缸和所述第一滑轨固定在所述底板上,所述支撑架滑动设置在所述第一滑轨上,所述第一前后气缸的工作端与所述支撑架的下部相连接,所述支撑架的上部设置有所述伺服电机和所述旋转夹头,所述伺服电机通过传动带与所述旋转夹头连接。
12.进一步地,所述管位轴圆周卡位装置包括底座、支撑座、第二前后气缸、第二滑轨、定位叉;所述第二前后气缸和第二滑轨固定在所述底座上,所述支撑座滑动设置在所述第二滑轨上,所述第二前后气缸的工作端与所述支撑座后端相连接,所述支撑座的前端上方设置有所述定位叉。
13.本发明的有益效果:
14.1、间歇式转盘机构上设置多个工位,上料装置将工件放置在工位上完成自动上料,间歇式转盘机构进行间歇性转动,带动工件依次进行自动定位、预处理、第一次印刷、uv固化、第二次印刷、自动下料、红外线干燥等操作,整个过程通过plc控制器控制,实现多个工序自动同步运行,大大提升了加工效率;
15.2、采用自动对位机构依次对工件的圆周方向和前后方向进行定位,定位精度高,从而提高印刷质量;
16.3、第二次印刷完成后采用红外线干燥装置进行固化处理,由于红外线干燥装置的温度可调,能够适用各类热固化油墨。
附图说明
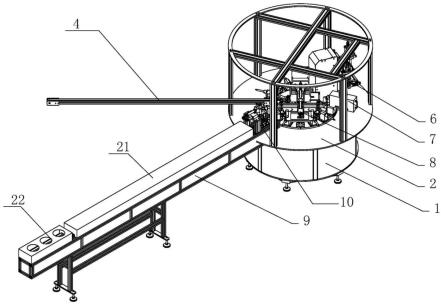
17.图1为本发明的全自动转盘式双色丝印机的整体结构示意图。
18.图2为本发明的全自动转盘式双色丝印机的部分结构示意图。
19.图3为本发明的自动对位机构的结构示意图。
20.图4为本发明的上料装置的结构示意图。
21.图5为本发明的成品输送机构的结构示意图。
22.图6为本发明的产品圆周定位装置的结构示意图。
23.图7为本发明的管位轴圆周卡位装置的结构示意图。
24.图8为本发明的产品卡位装置的结构示意图。
25.附图标记说明:
26.1-机架;2-工作台;3-间歇式转盘机构;4-上料装置;5-预处理装置;6-第一色印刷装置;7-uv干燥装置;8-第二色印刷装置;9-成品输送机构;10-下料机械手;11-管位轴圆周卡位装置;12-产品圆周定位装置;13-产品卡位装置;14-产品前后定位装置;15-产品固定柱;16-管位轴;17-零位销;21-红外线热风箱;22-吹风装置;23-底板;24-支撑架;25-第一前后气缸;26-第一滑轨;27-旋转夹头;28-伺服电机;29-底座;30-支撑座;31-第二前后气缸;32-第二滑轨;33-定位叉;41-上料输送带;42-方向识别机构;43-上料机械手;44-上料滑道;45-脉冲气缸;91-链式输送带;92-产品定位架。
具体实施方式
27.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
28.如图1至图8所示,一种全自动转盘式双色丝印机,包括机架1,机架1上方设置有工作台2,其特征在于,还包括间歇式转盘机构3、上料装置4、自动对位机构、预处理装置5、第一色印刷装置6、uv干燥装置7、第二色印刷装置8、成品输送机构9、红外线干燥装置、下料机械手10、plc控制器;所述间歇式转盘机构3为环形并且嵌入式设置在工作台2中,所述间歇式转盘机构3的圆周方向上均布有多个工位,每个所述工位上设置有产品固定柱15,工件套接在所述产品固定柱15的前端,所述产品固定柱15的后端设置有管位轴16,所述管位轴16上设置有零位销17;所述工作台上与所述工位相对应的位置依次设置有所述上料装置4、所述自动对位机构、所述预处理装置5、所述第一色印刷装置6、所述uv干燥装置7、所述第二色印刷装置8和所述下料机械手10;所述自动对位机构包括管位轴圆周卡位装置11、产品圆周定位装置12、产品卡位装置13和产品前后定位装置14,所述管位轴圆周卡位装置11用于卡接所述零位销17以使所述管位轴16和所述产品固定柱15实现固定,工件外部设置有凹槽,当所述产品圆周定位装置12将工件旋转至所述凹槽与所述产品卡位装置13卡接时,所述工件圆周方向上的定位完成,所述产品前后定位装置14用于对工件的前后位置进行定位。
29.实际运用中,本技术专门针对印刷单色软管、瓶盖、膏霜罐、文具笔等之类的圆柱形工件而研制。间歇式转盘机构3上设置多个工位,上料装置将工件放置在工位的产品固定柱15上,完成自动上料,间歇式转盘机构3进行间歇性转动,带动工件依次进行自动定位、预处理、第一次印刷、uv固化、第二次印刷、自动下料、红外线干燥等操作,整个过程通过plc控制器控制,实现多个工序自动同步运行,大大提升了加工效率;采用自动对位机构依次对工件的圆周方向和前后方向进行定位,定位精度高,从而提高印刷质量;第二次印刷完成后采用红外线干燥装置进行固化处理,由于红外线干燥装置的温度可调,能够适用各类热固化油墨。
30.本实施例中,所述上料装置4包括上料输送带41、方向识别机构42、上料机械手43、上料滑道44、脉冲气缸45和推料机构46,所述上料输送带41延伸至所述工作台2外侧;所述上料机械手43设置在所述上料输送带41的末端,所述上料输送带41的末端靠近自动对位机构的一侧倾斜设置有所述上料滑道44,所述方向识别机构42与所述上料机械手43相连接,所述上料滑道44的末端一侧设置有所述脉冲气缸45,所述上料滑道44的末端下方设置有所述推料机构46。上料输送带41将工件运输到末端,上料机械手43将工件夹起,如果方向识别机构42识别到工件的方向反了,将信号传递给上料机械手43,上料机械手43旋转180
°
,调整工件的方向,然后将工件放置在上料滑道44的起始端,如果方向识别机构42识别到工件的方向正确,将信号传递给上料机械手43,上料机械手43直接将工件放置在上料滑道44的起始端,工件沿着倾斜的上料滑道44往下滚动,脉冲气缸45设置在上料滑道44的末端,挡住位于上料滑道44中最下方的工件,通过脉冲气缸45控制每次只有一个工件通过,通过脉冲气缸45的工件掉落在上料滑道44末端下方的推料机构46中,推料机构46将工件向前推动,使工件套接在产品固定柱15上,完成工件的自动上料。
31.本实施例中,所述工作台2的外侧与所述下料机械手10相对应的位置设置有所述成品输送机构9,所述成品输送机构9包括链式输送带91和产品定位架92,所述产品定位架92设置在所述链式输送带91上。完成第二次印刷的工件被下料机械手10夹起来,下料机械手10将工件放置在产品定位架92上,再通过链式输送带91进行输送。
32.本实施例中,所述红外线干燥装置为红外线热风箱21,所述红外线热风箱21覆盖
式设置在所述链式输送带91前段的外侧。完成第二次印刷的工件在输送的过程中采用红外线热风箱21进行固化处理,由于红外线热风箱21的温度可调,能够适用各类热固化油墨。
33.本实施例中,在所述红外线热风箱21的后侧设置有吹风装置22,所述吹风装置22覆盖式设置在所述链式输送带91后段的外侧。完成红外线固化处理的工件在输送的过程中采用吹风装置22进行吹风冷却。
34.本实施例中,所述预处理装置5为自动火焰处理机构。自动火焰处理机构提升了印刷工件表面的活性,确保产品处理完后以最快的速度,立即投入印刷装置进行印刷,提高印刷工件的质量和稳定性,印刷效果好。
35.本实施例中,所述产品圆周定位装置12包括底板23、支撑架24、第一前后气缸25、第一滑轨26、旋转夹头27、伺服电机28;所述第一前后气缸25和所述第一滑轨26固定在所述底板23上,所述支撑架24滑动设置在所述第一滑轨26上,所述第一前后气缸25的工作端与所述支撑架24的下部相连接,所述支撑架24的上部设置有所述伺服电机28和所述旋转夹头27,所述伺服电机28通过传动带与所述旋转夹头27连接。
36.本实施例中,所述管位轴圆周卡位装置11包括底座29、支撑座30、第二前后气缸31、第二滑轨32、定位叉33;所述第二前后气缸31和第二滑轨32固定在所述底座29上,所述支撑座30滑动设置在所述第二滑轨32上,所述第二前后气缸31的工作端与所述支撑座30后端相连接,所述支撑座30的前端上方设置有所述定位叉33,定位时,所述定位叉33与所述零位销17相卡接。
37.自动定位过程如下:间歇式转盘机构3旋转到位后,管位轴圆周卡位装置11中的第二前后气缸31驱动定位叉33向前运动,定位叉33卡接管位轴16上的零位销17,以使所述管位轴16和所述产品固定柱15实现固定,同时产品圆周定位装置12的第一前后气缸25驱动旋转夹头27运动,从而使旋转夹头27夹住工件,然后伺服电机28带动旋转夹头27旋转,此时产品卡位装置13伸出定位,工件外部设置有凹槽,当所述旋转夹头27将工件旋转至所述凹槽与所述产品卡位装置13卡接时,所述工件圆周方向上的定位完成,伺服电机28停止转动,产品卡位装置13回缩,旋转夹头松开工件,第一前后气缸25和第二前后气缸31回位;间歇式转盘机构3旋转到下一工位,采用产品前后定位装置14对工件的前后位置进行定位。
38.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
39.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
