1.本发明涉及铸铁螺母热处理技术领域,尤其是指铸铁螺母的二次正火工艺。
背景技术:
2.用于与梯形丝杆配合,实现回转力转化为推拉力的梯形螺母结构简称为铸铁螺母,而铸铁螺母是一种用于回转力转换为推拉力的机械机构梯形螺母。但铸铁螺母是一种传动机构中易损零件,在其实现回转力转换为推拉力的过程中对螺母性能要求较高。因此,提高铸铁螺母的机械性能非常重要,而保证铸铁螺母的制造质量是确保铸铁螺母性能良好的重要前提。
3.常规在铸铁螺母由40mn2钢制成之后,需要对梯形螺母进行时效处理,以消除其内应力。若这种内应力不及时消除,螺母的机械性能满足不了生产需要。因此,需要对铸铁螺母进行整体热处理,以消除在制造铸铁螺母过程中所产生的余应力,并增加螺母的力学性能。但热处理的温度过高或过低都会影响铸铁螺母的材料组织,进而影响其力学性能。此外,如果采取的热处理工艺不当,将会使铸铁螺母的力学性能严重衰减,从而导致铸铁螺母的力学性能劣化。
技术实现要素:
4.本发明的目的在于克服现有技术中由于热处理工艺温度的设计不合理,使加工件内应力消除不彻底或使力学性能衰减严重的问题,提供一种铸铁螺母的加工工艺,通过对铸铁螺母的二次正火,在高温加热的同时采用适当的冷却方式,能够减小铸铁螺母力学性能的衰减,既保证了不降低铸铁螺母力学性能,又保证了加工应力的消除,保证铸铁螺母在安全状态下使用。
5.为解决上述技术问题,本发明提供一种铸铁螺母的加工工艺,包括如下步骤:
6.s1:车外圆:对铸铁螺母坯料车外圆后,其直径控制为:40-40.5mm,长度为:45-45.5mm;
7.s2:划螺孔轴线:在铸铁螺母坯料上划出螺孔轴线及坯料中心距离尺寸线,并进行打样冲眼直径为2-3mm的中心冲眼孔;
8.s3:车加工:使用对刀样板装正车刀,并使车刀刀尖对准铸铁螺母坯料中心冲眼孔;将铸铁螺母坯料装夹在四爪单动卡盘上,确保螺孔轴线与底平面保持平行度要求及距离尺寸,进行车削梯形内螺纹,精车内螺纹齿形时,选择切削速度小于5m/min,背吃刀量在0.02~0.01mm;
9.s4:精度检验:将铸铁螺母半成品与与其内螺孔尺寸配合丝杠互配,进行轴向间隙的精度检验,轴向间隙控制为:0.1-0.3mm;
10.s5:第一次热处理炉加热:将热处理炉加热到835-870℃;
11.s6:第一次正火:向热处理炉内投放加工后的铸铁螺母半成品,加热时间为60-65min,其中保温20-25min,将出炉后的铸铁螺母半成品进行风冷后,自然冷却;
12.s7:第二次热处理炉加热:把热处理炉加热到835-870℃;
13.s8:第二次正火:向热处理炉内投放已经进行了第一次正火处理、并经过冷却的铸铁螺母半成品,加热时间为60-65min,其中保温20-25min,将出炉后的铸铁螺母半成品进行风冷后,自然冷却。
14.在本发明的一种实施方式中,步骤s2中,所述铸铁螺母坯料材料为40mn2钢,其材料成分以重量百分比计为:c:0.37~0.44%,si:0.20~0.40%,mn:1.40~1.80%,p≤0.035%,s≤0.035%,cu≤0.20%,als>0.015%,余量为fe。
15.在本发明的一种实施方式中,步骤s3中,车床的丝杠螺距为12mm,车削铸铁螺母坯料螺距为5mm,采用倒顺车方法进行车削。
16.在本发明的一种实施方式中,步骤s3中,在四爪单动卡盘的卡爪与铸铁螺母坯料之间垫两层砂布,砂布的砂粒面不与铸铁螺母坯料表面接触,将车床的划线盘装在中滑板上,调整划针与尾座顶尖轴线等高,然后移动床鞍及中滑板并找正铸铁螺母坯料水平轴线及垂直轴线;将百分表装夹于方刀架上,使测头接触底平面,先找正平面横向呈水平位置,然后左、右移动床鞍找正底平面与主轴轴线平行,使百分表指针读数在0.05mm之内,重复上述步骤,并夹紧铸铁螺母坯料,确保螺孔轴线与底平面保持平行度0.01-0.05mm要求及距离尺寸4-5mm。
17.在本发明的一种实施方式中,步骤s3中,铸铁螺母坯料装夹在四爪单动卡盘上的夹住长度为25~30mm。
18.在本发明的一种实施方式中,步骤s3中,选用整体式内螺纹车刀,先通过使用直槽刀将内螺纹大径尺寸车至20-20.5mm,然后再用整体式内螺纹车刀车齿面。
19.在本发明的一种实施方式中,步骤s4中,将铸铁螺母坯料旋到丝杠上,并把丝杠装夹于两顶尖间,使百分表测头接触螺母的端面,左右轴向推动螺母,百分表指针摆动值不大于0.1mm即为合格。
20.在本发明的一种实施方式中,步骤s4中,还包括将铸铁螺母坯料装夹在两顶尖间,磁力表架固定在车床的滑鞍上,使百分表测头接触底平面,先找正底平面横向水平位置,然后移动车床的床鞍进行测量,百分表指针摆动值不大于0.08mm为合格。
21.在本发明的一种实施方式中,步骤s6中,将出炉后的铸铁螺母半成品用三爪卡盘夹紧自由旋转,强制风冷4~6min。
22.在本发明的一种实施方式中,步骤s8中,将出炉后铸铁螺母半成品三爪卡盘夹紧自身旋转,强制风冷3~4min。
23.本发明的上述技术方案相比现有技术具有以下优点:
24.本发明所述的一种铸铁螺母的加工工艺,在铸铁螺母热处理后的力学性能与现有技术相比,其力学性能衰减幅度明显降低,而延伸率和断面收缩率均显著提高,经过本发明热处理之后的铸铁螺母与现有技术相比其综合性能均得到了提高。
25.本发明热处理之后铸铁螺母的显微组织和晶粒度与40mn2钢的显微组织没有发生明显变化,保证了铸铁螺母材质的使用性能。本发明通过采用合适的加热温度、保温时间以及冷却方式等热处理工艺过程,使铸铁螺母具有了更优异的综合机械性能。
26.本发明在保证了消除铸铁螺母的内应力的同时,也保证了铸铁螺母各项性能指标达到设计使用的要求,进而保证了铸铁螺母的使用性能。本发明通过选择合适的铸铁螺母
所选择的热处理温度和处理方法,既达到了铸铁螺母消除应力的作用,又简化了生产工序,从而节约了热处理时间,提高了生产效率。
附图说明
27.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
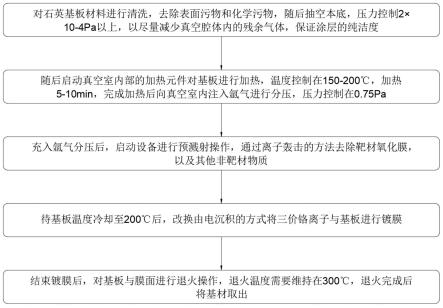
28.图1是本发明的铸铁螺母的加工工艺流程图。
具体实施方式
29.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
30.实施例1
31.参照图1所示,本发明的一种铸铁螺母的加工工艺,铸铁螺母为丝杠梯形螺母,包括如下步骤:
32.s1:车外圆:对铸铁螺母坯料车外圆后,其直径控制为:40-40.5mm,长度为:45-45.5mm;
33.s2:划螺孔轴线:在铸铁螺母坯料上划出螺孔轴线及坯料中心距离尺寸线,并进行打样冲眼直径为2-3mm的中心冲眼孔;
34.s3:车加工:使用对刀样板装正车刀,并使车刀刀尖对准铸铁螺母坯料中心冲眼孔;将铸铁螺母坯料装夹在四爪单动卡盘上,确保螺孔轴线与底平面保持平行度要求及距离尺寸,进行车削梯形内螺纹,精车内螺纹齿形时,选择切削速度小于5m/min,背吃刀量在0.02~0.01mm;
35.s4:精度检验:将铸铁螺母半成品与与其内螺孔尺寸配合丝杠互配,进行轴向间隙的精度检验,轴向间隙控制为:0.1-0.3mm;
36.s5:第一次热处理炉加热:将热处理炉加热到835-870℃;
37.s6:第一次正火:向热处理炉内投放加工后的铸铁螺母半成品,加热时间为60-65min,其中保温20-25min,将出炉后的铸铁螺母半成品进行风冷后,自然冷却;
38.s7:第二次热处理炉加热:把热处理炉加热到835-870℃;
39.s8:第二次正火:向热处理炉内投放已经进行了第一次正火处理、并经过冷却的铸铁螺母半成品,加热时间为60-65min,其中保温20-25min,将出炉后的铸铁螺母半成品进行风冷后,自然冷却。
40.具体地,步骤s2中,所述铸铁螺母坯料材料为40mn2钢,其材料成分以重量百分比计为:c:0.37~0.44%,si:0.20~0.40%,mn:1.40~1.80%,p≤0.035%,s≤0.035%,cu≤0.20%,als>0.015%,余量为fe。
41.具体地,步骤s3中,采用ca6140型车床,其丝杠螺距为12mm,车削铸铁螺母坯料螺距为5mm,丝杆螺距与工件螺距不能整除,故采用倒顺车方法进行车削,避免乱扣。
42.具体地,步骤s3中,在四爪单动卡盘的卡爪与铸铁螺母坯料之间垫两层砂布,砂布的砂粒面不与铸铁螺母坯料表面接触,将车床的划线盘装在中滑板上,调整划针与尾座顶尖轴线等高,然后移动床鞍及中滑板并找正铸铁螺母坯料水平轴线及垂直轴线;将百分表
装夹于方刀架上,使测头接触底平面,先找正平面横向呈水平位置,然后左、右移动床鞍找正底平面与主轴轴线平行,使百分表指针读数在0.05mm之内,重复上述步骤,并夹紧铸铁螺母坯料,确保螺孔轴线与底平面保持平行度0.01-0.05mm要求及距离尺寸4-5mm。
43.具体地,步骤s3中,铸铁螺母坯料装夹于装夹在四爪单动卡盘上的夹住长度为25~30mm。
44.具体地,步骤s3中,选择ca6140车床,选用整体式内螺纹车刀,先通过使用直槽刀将内螺纹大径尺寸车至20-20.5mm,然后再用整体式内螺纹车刀车齿面。
45.具体地,步骤s4中,将铸铁螺母坯料旋到丝杠上,并把丝杠装夹于两顶尖间,使百分表测头接触铸铁螺母坯料的端面,左右轴向推动螺母,百分表指针摆动值不大于0.1mm即为合格。
46.具体地,步骤s4中,还包括将铸铁螺母坯料和螺母装夹在两顶尖间,磁力表架固定在ca6140型车床滑鞍上,使百分表测头接触底平面,先找正底平面横向水平位置(必要时用可调节支承支撑螺母,以防止螺母水平位置移动),然后移动ca6140型车床的床鞍进行测量,百分表指针摆动值不大于0.08mm为合格。
47.具体地,步骤s6中,将出炉后的铸铁螺母半成品用三爪卡盘夹紧自由旋转,强制风冷4~6min。
48.具体地,步骤s8中,将出炉后铸铁螺母半成品三爪卡盘夹紧自身旋转,强制风冷3~4min。
49.本实施例中,划梯形螺纹公称直径26mm,螺距5mm,tr(左旋)26
×
5lh(螺孔轴线),并车削内螺纹为tr26
×
5lh。
50.通过两次对铸铁螺母半成品的加热时间为60-65min,保温20-25min,将出炉后铸铁螺母半成品自身旋转,强制风冷后自然空冷。以达到细化晶粒,提高了强度和低温冲击韧度,达到了强韧化的目的
51.参照表一至表三,通过上述处理,将经过二次正火工艺后的铸铁螺母进行检测,可知铸铁螺母热处理后的力学性能与现有技术相比,力学性能衰减幅度明显降低,而延伸率和断面收缩率均提高,因此经过本发明热处理之后的铸铁螺母与现有技术相比其综合性能均得到了提高。在热处理之后铸铁螺母的显微组织和晶粒度与40mn2钢的显微组织没有发生明显变化,保证了铸铁螺母材质的使用性能。本发明通过控制加热温度、保温时间、冷却方式等热处理工艺制度,使铸铁螺母具有了更优异的综合机械性能。
52.表一:经本发明方法处理后的铸铁螺母力学性能表
53.54.表二:经常规方法处理后的铸铁螺母力学性能表
[0055][0056]
表3:经不同正火温度处理的铸铁螺母力学性能表
[0057][0058][0059]
本发明通过生产实践研讨正火时,对性能影响最大的是化学成分和强制风冷速度。当40mn2钢含碳量(0.37%~0.38%)和含锰量(1.40%~1.50%)在下限范围,若气温较高(>25℃)时正火,则铸铁螺母的强度将偏低。为此,各制造厂根据生产条件,钢的化学成分和在不同季节,对正火冷速有多种的调控方法,诸如控制风量和风压、加罩缓冷、增减冷却时排列密度以及调节奥氏体化温度等等,来达到铸铁螺母力学性能要求。一次正火40mn2铸铁螺母低温(-50℃)爆破试验时会形成碎片,且破口形状不符合要求。而二次正火铸铁螺母当c、mn量较低情况(<0.41%c,<1.60%mn)时,低温爆破试验时无碎片,且破口形状也符合要求。
[0060]
本发明在保证了消除铸铁螺母的内应力的同时,也保证了铸铁螺母各项性能指标达到设计使用的要求,进而保证了铸铁螺母的使用性能。本发明通过选择合适的铸铁螺母所选择的热处理温度和处理方法,既达到了铸铁螺母消除应力的作用,又简化了生产工序,从而节约了热处理时间,提高了生产效率。
[0061]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。