1.本发明涉及激光增材制造技术领域,具体涉及一种组分比可控的镍钛形状记忆合金的激光近净成形制备方法
背景技术:
2.形状记忆合金(shape memory alloys,简称sma)是具有形状记忆效应、超弹性和高阻尼性的功能材料。该合金可感知温度变化并能将热能转换成机械能,对外输出力、位移或储存并释放能量。其中,镍钛合金是最具代表性的记忆合金材料,具有优异的机械强度和生物相容性等特点,其能够记忆特定几何形状并在温度变化的驱动下自动复原,因此成为应用最为广泛的合金体系,是一种集驱动和传感为一体的热驱动型功能材料。由于其良好的生物相容性、持久的耐腐蚀性和优异的机械性能,尤其是其超弹性和形状记忆效应(sme),已广泛应用于生物医学、汽车和航空航天等智能领域。
3.目前用于制备镍钛形状记忆合金材料的传统制造方法主要有熔铸法、金属沉积法和粉末冶金法。传统熔铸方法在高温熔化过程会导致杂质含量(例如碳、氧)增加,从而形成tic和ti4ni2o
x
等富ti相,使镍钛的功能特性降低。金属粉末注射成型对原料粉末要求较高,因此原料粉末价格一般较高,有的甚至达到传统pm粉末价格的10倍,这限制了该技术广泛应用。粉末冶金(pm)是另一种用于生产镍钛形状记忆合金的传统技术,由于粉末颗粒的表面积较大,杂质含量较高,所以该技术在生成零件的复杂性以及在需要时控制孔隙率的大小和形状方面受到限制。因此,寻找一种简单、成本低、综合性能优异的镍钛形状记忆合金材料制备方法,是当务之急。
技术实现要素:
4.本发明的主要目的在于针对上述现有技术存在的不足及缺陷,提供一种镍钛形状记忆合金及其激光近净成型技术制备方法,以解决当前传统制备技术的局限性,从而满足应用于航空航天、机械工程和生物医疗等领域发展的应用需求。
5.为实现上述实验目的,本发明采用的技术方案为:
6.提供一种镍钛形状记忆合金的激光近净成形制备方法,具体包括以下步骤:
7.1)首先将三维模型导入激光近净成型技术操作系统中;
8.2)随后将镍钛原料粉末装入原料粉筒中;
9.3)调整激光近净成形设备的激光参数:激光功率为300~400w,原料粉末的送粉速率为3-8g/min,扫描速率控制在400-800mm/min;通入惰性气氛进行保护,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。
10.按上述方案,所述镍钛原料粉末为ni
x
ti
100-x
,x的取值范围为45-55。
11.按上述方案,所述的镍钛原料粒径尺度在30-180μm之间,颗粒形貌为球形规则形状、不规则形状中的一种或多种。
12.按上述方案,所述的激光近净成型过程中所用基板可选用镍钛合金、镍合金、铌合
金、钛合金、inconel625、inconel600、inconel718、inconel750基板的一种或多种。
13.按上述方案,所述步骤3)中,调整激光加工头最低端相对基板表面的工作距离1-25mm,使激光焦点覆盖粉末流,粉末得以充分利用。
14.按上述方案,所述步骤3)中,激光光斑大小为0.5-2mm。
15.按上述方案,所述步骤3)中,所得镍钛形状记忆合金材料的单层厚度为0.10-0.50mm。
16.按上述方案,所述步骤3)中,所述惰性气氛,可选用氩气、氮气、氦气中的一种。
17.按上述方案,所述步骤3)中,扫描路径的不同扫描方式,采用双向曲折、单向前行、循环往复的方式中的一种或多种,激光沿着整个样品来回移动,不会停止或重叠。
18.提供一种上述方法制备得到的镍钛形状记忆合金。
19.按上述方案,所得所得镍钛形状记忆合金材料,其抗拉强度≥500mpa、延伸率≥6.5%、可回复率≥65%。
20.与现有技术相比,本发明的有益效果为:
21.1.本发明提供一种镍钛形状记忆合金的激光近净成形制备方法,以镍钛原料粉末作为原料,通过对激光近净成形技术过程中工艺参数的合理调控,制备得到镍钛形状记忆合金,合金构件致密度高,表面质量高,几乎无氧化,无孔洞、裂纹等明显缺陷,同时强度高,应变大,其可恢复应变功能特性得到显著提升,综合性能优异,可广泛应用于航空航天、机械工程和生物医疗等行业中。
22.2.本发明中激光近净成形技术的高能激光束可有效融化niti粉末,减少粉末的逸出,实现niti材料按组分的精准设计,有效建立niti可恢复性能和组分的关联,并可快速直接成形复杂的niti形状记忆合金构件,且构件内部各个区域性能稳定,所得合金构建质量好,性能优异。
23.3.本发明制备方法简单,原料廉价易得,易于工业化应用。
附图说明
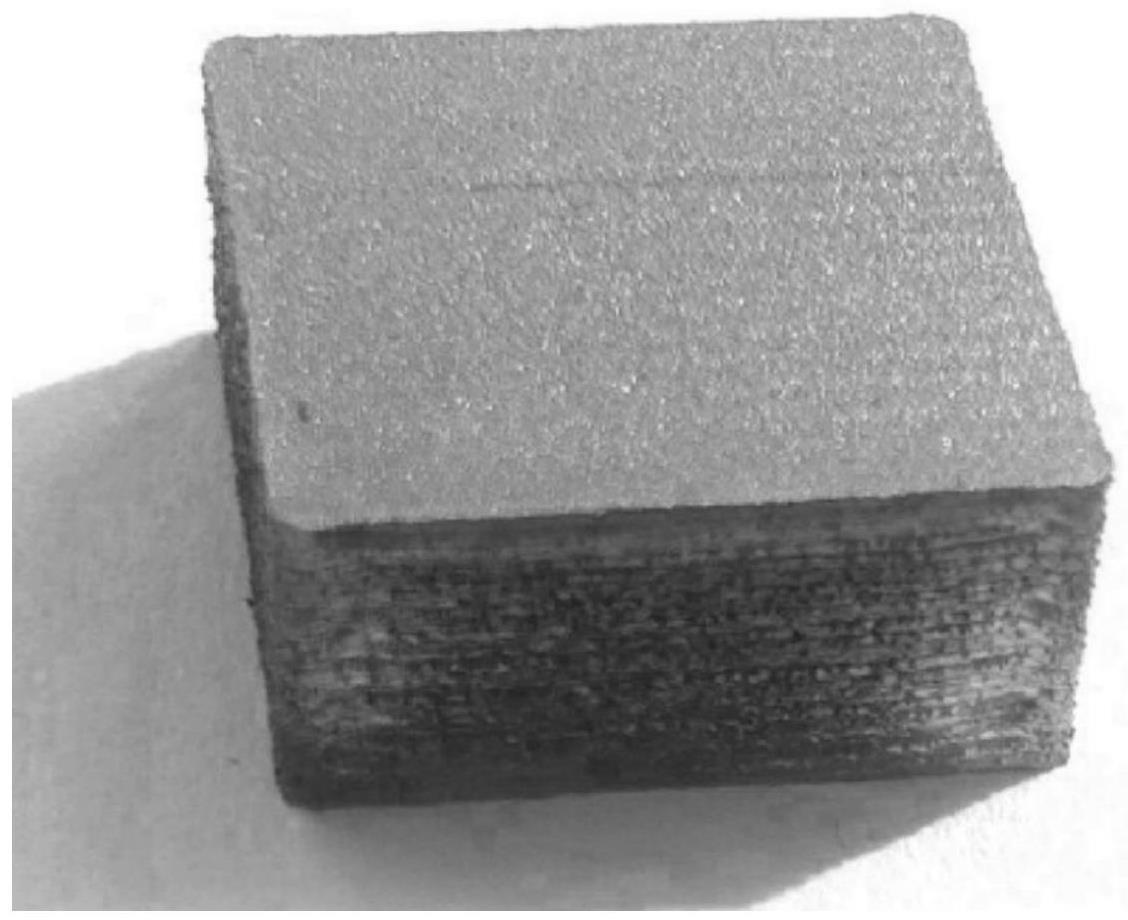
24.图1为实施例中制备的镍钛形状记忆合金构件示意图。
25.图2为实施例1~3制备的镍钛形状记忆合金构件的形状记忆效应图。
26.图3为实施例1~3制备的镍钛形状记忆合金构件的应力-应变曲线图。
27.图4为实施例1~3制备的镍钛形状记忆合金构件的拉伸断口形貌扫描图。
28.图5为对比例1~2制备的镍钛形状记忆合金构件的应力-应变曲线图。
具体实施方式
29.为了更好的理解本发明,下面结合具体实施例进一步阐明本发明的内容,但本发明的内容不仅仅局限于下面的实施例。
30.以下实施例中,采用激光近净成形双喷嘴同轴粉末进料系统,整个设备包含建筑舱和送粉桶,粉末可见、组成可调,激光与粉末同时送达,设备稳定,氧含量可控。
31.实施例1
32.一种镍钛形状记忆材料,其构件示意图见图1,具体制备方法包括如下步骤:
33.1)选用ni
50.73
ti
49.2
组分的形状记忆合金粉末作为打印材料;
34.2)选用尺寸为150
×
150
×
10cm3的镍钛合金作为基板,先用砂纸打磨基材表面,再用无水乙醇清洁表面油渍;
35.3)首先将三维模型导入激光近净成型技术操作系统中,并在建筑舱内充满高纯氮气,以防止样品在打印过程中氧化;然后,称取适量的镍钛粉末,粉末的平均粒径为85.73μm,将称取的镍钛粉末投入送粉桶中,设定激光加工头最低端相对基板表面的工作距离为10mm;通过设定激光近净成形设备的激光功率、送粉速率、和扫描速度等参数,将金属粉末直接注入到高功率连续波激光束在基底形成的熔池系统中,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。其中激光功率为330w,镍钛形状记忆合金送粉速率6g/min,扫描速率控制在500mm/min,光斑大小为1.0mm。
36.本实施例所述镍钛基板上沉积的镍钛形状记忆合金材料样品共37层,每个单层厚度为0.27mm。
37.上述方法中,采用激光近净成型工艺制备15mm(长)
×
15mm(宽)
×
10mm(高)的镍钛形状记忆合金。所得产物的抗拉强度为601mpa、延伸率为7.58%。通过所得产物的形状记忆效应曲线所得产物的可回复率65.40%,拉伸断口形貌扫描表明其断裂方式为脆性断裂。
38.实施例2
39.一种镍钛形状记忆材料,其构件示意图见图1,具体制备方法包括如下步骤:
40.1)选用ni
50.93
ti
49.07
组分的形状记忆合金粉末作为打印材料
41.2)选用尺寸为150
×
150
×
10cm3的nb合金作为基板,先用砂纸打磨基材表面,再用无水乙醇清洁表面油渍;
42.3)首先将三维模型导入激光近净成型技术操作系统中,并在建筑舱内充满高纯氮气,以防止样品在打印过程中氧化;然后,称取适量的镍钛粉末,粉末的平均粒径为86.79μm,将称取的镍钛粉末投入送粉桶中,设定激光加工头最低端相对基板表面的工作距离为9mm;通过设定激光近净成形设备的激光功率、送粉速率和扫描速度等激光参数,将金属粉末直接注入到高功率连续波激光束在基底形成的熔池系统中,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。其中激光功率为350w,镍钛形状记忆合金送粉速率4g/min,扫描速率控制在600mm/min,光斑大小为1mm。
43.本实施例所述不镍钛基板上沉积的镍钛形状记忆合金材料样品共37层,每个单层厚度为0.27mm。
44.上述方法中,采用激光近净成型工艺制备15mm(长)
×
15mm(宽)
×
10mm(高)的镍钛形状记忆合金。所得产物的抗拉强度为782mpa、延伸率为6.64%。通过所得产物的形状记忆效应曲线所得产物的可回复率72.52%,拉伸断口形貌扫描表明其断裂方式为脆性断裂。
45.实施例3
46.一种镍钛形状记忆材料,其构件示意图见图1,具体制备方法包括如下步骤:
47.1)选用ni
51.27
ti
48.73
组分的形状记忆合金粉末作为打印材料
48.2)选用尺寸为150
×
150
×
10cm3的镍钛合金作为基板,先用砂纸打磨基材表面,再用无水乙醇清洁表面油渍;
49.3)首先将三维模型导入激光近净成型技术操作系统中,并在建筑舱内充满高纯氮气,以防止样品在打印过程中氧化;然后,称取适量的镍钛粉末,粉末的平均粒径为87.65μm,将称取的镍钛粉末投入送粉桶中,设定激光加工头最低端相对基板表面的工作距离为
10mm;通过设定激光近净成形设备的激光功率、送粉速率和扫描速度等激光参数,将金属粉末直接注入到高功率连续波激光束在基底形成的熔池系统中,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。其中激光功率为370w,镍钛形状记忆合金送粉速率5g/min,扫描速率控制在700mm/min,光斑大小为1.2mm。
50.本实施例所述镍钛基板上沉积的镍钛形状记忆合金材料样品共37层,每个单层厚度为0.27mm。
51.上述方法中,采用激光近净成型工艺制备15mm(长)
×
15mm(宽)
×
10mm(高)的镍钛形状记忆合金。所得产物的抗拉强度为583mpa、延伸率为9.72%。通过所得产物的形状记忆效应曲线所得产物的可回复率66.25%,拉伸断口形貌扫描表明其断裂方式为脆性断裂
52.对比例1
53.一种镍钛形状记忆材料,具体制备方法包括如下步骤:
54.1)选用ni
49.27
ti
50.73
组分的形状记忆合金粉末作为打印材料
55.2)选用尺寸为150
×
150
×
10cm3的镍钛板作为基板,先用砂纸打磨基材表面,再用无水乙醇清洁表面油渍;
56.3)首先将三维模型导入激光近净成型技术操作系统中,并在建筑舱内充满高纯氮气,以防止样品在打印过程中氧化;然后,称取适量的镍钛粉末,粉末的平均粒径为78.65m,将称取的镍钛粉末投入送粉桶中,设定激光加工头最低端相对基板表面的工作距离为10mm;通过设定激光近净成形设备的激光功率、送粉速率和扫描速度等激光参数,将金属粉末直接注入到高功率连续波激光束在基底形成的熔池系统中,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。其中激光功率为450w,镍钛形状记忆合金送粉速率1.8g/min,扫描速率控制在380mm/min,光斑大小为3.5mm,本实施例所述镍钛基板上沉积的样品共33层,每个单层厚度为0.18mm。
57.上述方法中,采用激光近净成型工艺制备15mm(长)
×
15mm(宽)
×
6mm(高)的镍钛形状记忆合金。所得产物的抗拉强度为648mpa、延伸率为3.72%。
58.对比例2
59.一种镍钛形状记忆材料,具体制备方法包括如下步骤:
60.1)选用ni
53.20
ti
46.80
组分的形状记忆合金粉末作为打印材料
61.2)选用尺寸为150
×
150
×
10cm3的镍钛板作为基板,先用砂纸打磨基材表面,再用无水乙醇清洁表面油渍;
62.3)首先将三维模型导入激光近净成型技术操作系统中,并在建筑舱内充满高纯氮气,以防止样品在打印过程中氧化;然后,称取适量的镍钛粉末,粉末的平均粒径为48.65m,将称取的镍钛粉末投入送粉桶中,设定激光加工头最低端相对基板表面的工作距离为20mm;通过设定激光近净成形设备的激光功率、送粉速率和扫描速度等激光参数,将金属粉末直接注入到高功率连续波激光束在基底形成的熔池系统中,按照加工扫描路径,镍钛原料粉末逐层沉积快速熔化和凝固,最终成型出镍钛形状记忆合金材料。其中激光功率为250w,镍钛形状记忆合金送粉速率8.5g/min,扫描速率控制在900mm/min,光斑大小为0.2mm。
63.本实施例所述镍钛基板上沉积的样品共20层,每个单层厚度为0.30mm。
64.上述方法中,采用激光近净成型工艺制备15mm(长)
×
15mm(宽)
×
6mm(高)的镍钛
形状记忆合金。所得产物的抗拉强度为363mpa、延伸率为6.42%。
65.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。