1.本发明涉及自动化立体库中的一种“日”字形托盘的检测与分类输送系统。
背景技术:
2.在现代物流仓储系统中,产存一体化的自动化立体仓库因其具有能够高效率地利用空间、时间和人力来实现货物的出库和入库的优点而被广泛地应用。如图1、图2所示的“日”字形托盘1是自动化立体库中常用的载体。产线的产品在进入自动化立体库时,多采用码垛机或机械手将产品放置在“日”字形托盘1上,然后托盘货物通过输送线流转至各自动化立体库转接口处,各转接口处均设置有顶升装置,顶升装置工作后能使得转接口处输送线上的托盘货物上升远离输送线的输送面,使得托盘底部与输送线的输送面之间形成便于转运输送设备(如堆垛机)的叉取机构从托盘货物的底部进行叉取承载的叉取间隙,该叉取间隙的高度通常为20 mm,然后转运输送设备叉取托盘货物后存至货架系统内。通常,这种“日”字形托盘1自身的高度在155 mm左右。
3.叉取机构在叉取“日”字形托盘1时,叉取位置12如图1、图2所示,由于“日”字形托盘1的底部通常只有2个横向条14,每个横向条14均与叉取机构中的两个货叉接触,因此叉取机构和“日”字形托盘1的底部有四个叉取接触面121。“日”字形托盘1承载货品存在货架系统内后,托盘左右两侧的竖向条13搁置在货架上,托盘底部的横向条14的中间部位处于悬空状态,由于货品的重力作用,在经过一段时间的使用后横向条14会发生如图3所示的向下凸出的弧形变形11。如图3所示,当一个具有弧形变形11 的“日”字形托盘的叉取位置12的底部与该托盘未变形时底面的间距d超过10 mm时,转运输送设备的叉取机构就不能伸入该“日”字形托盘1的底部与输送线的输送面之间的叉取间隙中进行叉取承载,这就要求“日”字形托盘1底部的横向条14的变形不能太大。“日”字形托盘1极易经过一段时间的使用后发生如横向条14或竖向条13上有断裂、托盘中的连接结构处产生松动等托盘损坏现象,使得“日”字形托盘1的承重不足以承载货品,导致在运输过程中发生货品散落等严重后果。当“日”字形托盘1的材质为木托盘时,经过一段时间的使用后,上述木质托盘承重性能不合格和托盘底部横向条14变形大导致的托盘异常现象尤其普遍。为了便于描述,将承重性能合格且托盘底部的横向条14的变形在允许范围内的“日”字形托盘称为合格托盘;将承重性能不合格或托盘底部的横向条14的变形超出允许范围内的“日”字形托盘称为异常托盘。
4.目前,自动化立体库中还没有设置能检测“日”字形托盘1承重性能是否合格和“日”字形托盘1底部横向条14的变形是否在允许范围内的机构,也没有设置能将检测判断出的异常托盘或合格托盘进行分类输送的分类输送机构。
技术实现要素:
5.本发明的目的是提供一种“日”字形托盘的检测与分类输送系统,该系统能检测“日”字形托盘的承重性能是否合格和“日”字形托盘底部的横向条的变形是否在允许范围内,并能将检测判断出的异常托盘或合格托盘进行分类输送。
6.为了实现上述的目的,本发明所采用的技术方案是:一种“日”字形托盘的检测与分类输送系统,其特征在于:包括:托盘输送线,沿着托盘输送线的输送方向依次间隔设置有能检测“日”字形托盘承重性能是否合格的承载检测单元和能检测“日”字形托盘底部的横向条的变形是否在允许范围内的变形检测单元,还设置有与托盘输送线的末端输送连接的双向顶升移载装置,双向顶升移载装置的两侧分别设置有异常托盘输送线和空托盘输送线,承载检测单元、变形检测单元、双向顶升移载装置均与控制器电连接;控制器根据接收的承载检测单元和变形检测单元的信号,控制双向顶升移载装置的输送方向,使得双向顶升移载装置能将异常托盘传送至异常托盘输送线、或者将合格托盘传送至另一侧的空托盘输送线,从而将经检测判断的“日”字形托盘进行分类输送。
7.进一步地,前述一种“日”字形托盘的检测与分类输送系统,其中:托盘输送线采用链式输送机,所述承载检测单元包括:链式输送机中设置有承载顶升台,承载顶升台的顶面上设置四个压力传感器,这四个压力传感器均与控制器电连接,且四个压力传感器的安装位置满足如下要求:当“日”字形托盘放置在承载顶升台的顶面上时,四个压力传感器分别与叉取机构叉取该托盘的四个叉取接触面接触,承载顶升台的正上方设置有配重块,链式输送机的一侧还设置有使得配重块上下升降的提升装置。
8.进一步地,前述一种“日”字形托盘的检测与分类输送系统,其中:提升装置为单立柱提升机,配重块和单立柱提升机的平衡块通过钢丝绳连接;当配重块下降至被搁置在
ꢀ“
日”字形托盘上后并进行承重检测的过程中,钢丝绳保持松绳状态。
9.进一步地,前述一种“日”字形托盘的检测与分类输送系统,其中:所述变形检测单元包括:分别固定在托盘输送线两侧机架上的支座,转轴活动连接在两个支座中,转轴位于变形检测单元处托盘输送线的输送面的下方,转轴上间隔固定有两块挡板,转轴上还设置有检测转轴转动角度的角度传感器,扭簧的活动端套设在转轴上、固定端固定在变形检测单元处的托盘输送线的机架上;两块挡板的位置满足如下要求:挡板不妨碍
ꢀ“
日”字形托盘在托盘输送线上顺畅输送,当托盘输送线上输送的某个待检测的“日”字形托盘底部的横向条的变形超出允许范围时,该待检测的“日”字形托盘底部的横向条的叉取接触面能与对应的挡板接触,并且能推动挡板转动一个角度。
10.进一步地,前述一种“日”字形托盘的检测与分类输送系统,其中:两块挡板的顶端面位于同一高度、高于变形检测单元处托盘输送线的输送面20-30mm,且临界倾斜状态挡板与复位竖向状态挡板之间的夹角范围为45
°‑
55
°
。
11.进一步地,前述一种“日”字形托盘的检测与分类输送系统,其中:托盘输送线的前端和拆盘机输送连接。
12.本发明的有益效果是:一、设置能检测判断待检测的“日”字形托盘承重性能是否合格的承载检测单元和能检测判断待检测的“日”字形托盘底部的横向条的变形是否在允许范围内的变形检测单元,变形检测单元位于承载检测单元的下游,还设置有与托盘输送线的末端输送连接的双向顶升移载装置,承载检测单元、变形检测单元、双向顶升移载装置均与控制器电连接,控制器根据接收的承载检测单元和变形检测单元的信号,控制双向顶升移载装置的输送方向与异常托盘输送线输送连接、或与空托盘输送线输送连接,具有上述结构的一种“日”字形托盘的检测与分类输送系统,能够检测判断待检测的“日”字形空托盘属于合格托盘还是异常托盘,分类后将合格托盘输送进入后道去承载货品、将异常托盘
剔除。二、本发明进一步的优点是:托盘输送线中设置承载顶升台,承载顶升台的顶面上设置均与控制器电连接的四个压力传感器,承载顶升台的正上方设置有配重块,托盘输送线的一侧还设置有使得配重块上下提升的提升装置,这种结构简单的承载检测单元能快速检测并判断待检测的“日”字形空托盘的承重性能。三、在转轴上设置有挡板和检测转轴转动角度的与控制器电连接的角度传感器,在转轴和托盘输送线之间还设有能使转轴转动后复位的扭簧,这种结构简单的变形检测单元能快速检测判断待检测的“日”字形空托盘底部的横向条的变形是否在允许范围内。
附图说明
13.图1是“日”字形托盘的结构示意图;图2是图1的仰视结构示意图;图3是图1的“日”字形托盘底部的横向条发生变形的结构示意图;图4是本发明所述的一种“日”字形托盘的检测与分类输送系统的结构示意图;图5是承载检测单元的结构示意图;图6是变形检测单元的结构示意图;图7是图6的俯视结构示意图;图8是变形检测单元检测“日”字形托盘底部的横向条变形时的原理结构示意图。
具体实施方式
14.下面结合附图和优选实施例对本发明作进一步的详细说明。
15.如图1,图2,图3所示,转运输送设备的叉取机构叉取“日”字形托盘1时,叉取位置12如图1、图3所示,由于“日”字形托盘1的底部通常只有2个横向条14,即叉取机构中的两个货叉和“日”字形托盘1的底部有四个叉取接触面121。“日”字形托盘1承载货品存在货架系统内后,托盘左右两侧的竖向条13放置在货架上,“日”字形托盘11底部的横向条14的中间部位处于悬空状态,由于货品的重力作用,在经过一段时间的使用后横向条14会如发生如图3所示的向下凸出的弧形变形11。当一个具有弧形变形11 的“日”字形托盘的叉取位置12的底部与该托盘未变形时底面的间距d超过10 mm时,转运输送设备的叉取机构就不能伸入该“日”字形托盘1的底部与输送线的输送面之间的叉取间隙中进行叉取承载,这就要求进入输送线上的“日”字形托盘1底部的横向条14的变形不能太大。“日”字形托盘1经过一段时间的使用后极易发生如横向条14或竖向条13上有断裂、托盘中的连接结构处产生松动等托盘损坏现象,使得“日”字形托盘1的承重不足以承载货品,导致在运输过程中发生货品散落等严重后果。为了便于描述,将承重性能合格且托盘底部的横向条14的变形在允许范围内的“日”字形托盘称为合格托盘;将承重性能不合格或托盘底部的横向条14的变形超出允许范围内的“日”字形托盘称为异常托盘。
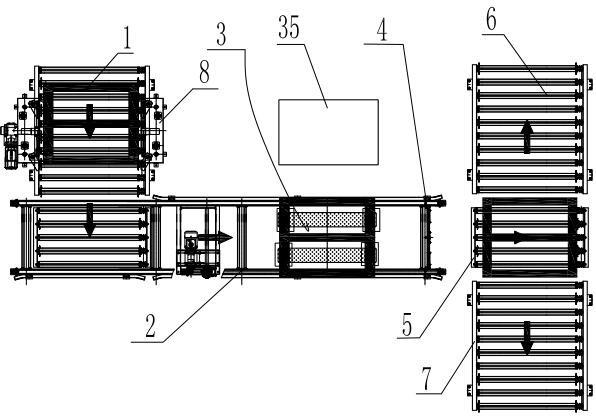
16.如图4所示,一种“日”字形托盘的检测与分类输送系统,包括:托盘输送线2,沿着托盘输送线2的输送方向依次间隔设置有能检测“日”字形托盘承重性能是否合格的承载检测单元3和能检测“日”字形托盘底部的横向条14的变形是否在允许范围内的变形检测单元4,还设置有与托盘输送线2的末端输送连接的双向顶升移载装置5,顶升移载装置5的两侧分别设置有异常托盘输送线6和空托盘输送线7。承载检测单元3、变形检测单元4、双向顶升
移载装置5均与控制器电连接,控制器根据接收的承载检测单元3和变形检测单元4的信号,控制双向顶升移载装置5的输送方向,使得双向顶升移载装置5能将异常托盘传送至一侧的异常托盘输送线6、或者将合格托盘传送至另一侧的空托盘输送线7。在实际使用中,双向顶升移载装置5可采用浙江中轴物流设备有限公司的dsyzyy03-00型号的双向顶升移载机。
17.工作时,有三种情况:第一种,托盘输送线2上的待检测的“日”字形托盘到达承载检测单元3处并停止,承载检测单元3开始工作,若经检测判断待检测的“日”字形托盘的承重性能符合要求,该“日”字形托盘再经托盘输送线2到达变形检测单元4处,变形检测单元4开始工作,若经检测判断该“日”字形托盘的底部的横向条14的变形在允许范围内,则经二道检测后即可判定该“日”字形托盘为合格托盘,控制器控制双向顶升移载机5的输送方向与空托盘输送线7的输送方向一致,使得该“日”字形托盘经托盘输送线2、再依次通过双向顶升移载机5、空托盘输送线7被输送进入后道去承载货品;第二种,托盘输送线2上的待检测的“日”字形托盘到达承载检测单元3处并停止,承载检测单元3开始工作,经检测判断待检测的“日”字形托盘的承重性能不符合要求,即可判定该“日”字形托盘为异常托盘,控制器控制双向顶升移载机的输送方向与异常托盘输送线6的输送方向一致,使得该“日”字形托盘经托盘输送线2、再依次通过变形检测单元4、双向顶升移载机5、异常托盘输送线6被输送剔除;第三种,托盘输送线2上的待检测的“日”字形托盘到达承载检测单元3处,控制器控制承载检测单元3开始工作,若经检测判断待检测的“日”字形托盘的承重性能符合要求,该“日”字形托盘再经托盘输送线2到达变形检测单元4处,变形检测单元4开始工作,若经检测判断该“日”字形托盘底部的横向条14的变形超出允许范围,可判定该“日”字形为异常托盘,控制器控制双向顶升移载机的输送方向与异常托盘输送线6的输送方向一致,使得该“日”字形托盘经托盘输送线2、再依次通过双向顶升移载机5、异常托盘输送线6被输送剔除。
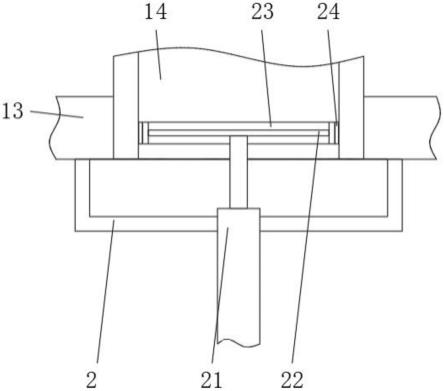
18.如图5所示,为了便于承载检测单元3工作,托盘输送线2采用链式输送机,常见的二排链式输送机和三排链式输送机均可。在本实施例中,采用的是二排链式输送机。所述承载检测单元3包括:链式输送机的两排输送链中设置有承载顶升台32,承载顶升台32的顶面上设置四个压力传感器33,这四个压力传感器33均与控制器电连接,且四个压力传感器33的安装位置满足如下要求:当待检测的“日”字形托盘1输送后被放置在承载顶升台32的顶面上时,四个压力传感器33分别与叉取机构叉取托盘的四个叉取接触面121接触,承载顶升台32的正上方设置有配重块31,配重块31的重量即为额定的待检测的“日”字形托盘1的最大承重,链式输送机的一侧还设置有使得配重块31上下升降的提升装置。
19.在本实施例中,提升装置为单立柱提升机35,配重块31和单立柱提升机的平衡块351通过钢丝绳352连接,当配重块31下降至被搁置在“日”字形托盘上并进行承重检测过程中,钢丝绳352保持松绳状态。在实际使用中,承载顶升台32可采用浙江中轴物流设备有限公司ds-02-00顶升台,这种顶升台采用常用的曲柄顶升机构使得顶升台的顶面上下升降。在本实施例中,钢丝绳352绕经单立柱提升机35顶部的滑轮组,单立柱提升机35中还设置有驱动滑轮组中的两个滑轮353同步运动的驱动电机,实际使用中,可采用sew品牌的ka87drn132l4be11tfhrek8c型号电机。钢丝绳352通过下述步骤达到并保持保持松绳状态:当配重块31下降放置在待检测的“日”字形托盘1上后,驱动电机继续驱动滑轮组运动,ka87drn132l4be11tfhrek8c型号电机中设有编码器,可控制滑轮组转动的圈数,从而使得
与配重块31连接的钢丝绳352的配重连接端继续下降一段距离后停止,钢丝绳352的配重连接端不再下降后,保持此时的松绳状态,四个压力传感器33再进行检测。
20.承载检测单元3进行检测判断的过程如下:当待检测的“日”字形托盘1被托盘输送线2输送到达承载检测单元3处后,托盘输送线2停止输送,配重块31下降放置在待检测的“日”字形托盘1上后,承载顶升台32的顶面上升,使得待检测的“日”字形托盘1放置在承载顶升台32的顶面上并被向上顶起,远离承载检测单元3处的托盘输送线的输送面,然后控制钢丝绳352保持松绳状态,即此时配重块31的重量完全由待检测的“日”字形托盘1承载,四个压力传感器33每隔一段时间对放置配重块31的“日”字形托盘1的重量进行检测,在设定时间内,通过四个压力传感器33收集到四组数据。因配重块31重量是固定值,若每组数据中最大值和最小值的差值在配重块31重量的5%以内,且取每组数据的平均数值后,四个平均数值中的最大值和最小值的差值在配重块31重量的5%以内,则判断待检测“日”字形托盘1的承重性能符合要求;若每组数据中最大值和最小值的差值超出配重块31重量的5%,或取每组数据的平均数值后,四个平均数值中的最大值和最小值的差值超出配重块31重量的5%,则可判断待检测的“日”字形托盘1的承重性能不符合要求,该“日”字形托盘判断为异常托盘,需剔除。例如,在实际操作时,配重块31的重量为1000kg,当配重块31下降放置在待检测的“日”字形托盘1上后,承载顶升台32的顶面上升,使得待检测的“日”字形托盘1放置在承载顶升台32的顶面上并被向上顶起,远离承载检测单元3处的托盘输送线的输送面,然后钢丝绳352处于松绳状态,在30s之内,每个压力传感器33每隔6s对放置配重块31的“日”字形托盘1的重量进行检测,每个压力传感器33测到五个数据,通过四个压力传感器33得到四组数据。每组数据中最大值和最小值的差值均不超过35 kg,且取每组数据的平均数值后,四个平均数值中的最大值和最小值的差值不超过40 kg,判断待检测的“日”字形托盘1的承重性能符合要求。
21.如图6、图7、图8所示,变形检测单元4包括:分别固定在托盘输送线2两侧机架上的支座41,转轴42活动连接在两个支座41中,转轴42位于变形检测单元处托盘输送线2的输送面的下方,转轴42上间隔固定有两块挡板43,转轴42上还设置有检测转轴转动角度的角度传感器44,扭簧45的活动端套设在转轴42上、固定端固定在变形检测单元4处的托盘输送线的机架上;两块挡板43的位置满足如下要求:挡板43不妨碍
ꢀ“
日”字形托盘在托盘输送线2上顺畅输送,当托盘输送线2上输送的某个待检测的“日”字形托盘1底部的横向条14的变形超出允许范围时,该待检测的“日”字形托盘1底部的横向条14的叉取接触面121能与对应的挡板43接触,并且能推动挡板43转动一个角度。在本实施例中,扭簧45的活动端套设在两个挡板43之间的转轴中间位置、固定端固定在二排链式输送机的机架上,设置扭簧45能使得转动后的转轴42快速复位。
22.如图8所示,本实施例中,两块挡板43在自由状态时均处于竖直位置,并且两块挡板43的顶端面略高出托盘输送线2的输送面,这样挡板43既不妨碍托盘的正常输送,又能被托盘底面碰触到而旋转一定的角度。为了便于描述,a位置的挡板43是自由状态下处于竖直位置时的状态,也是
ꢀ“
日”字形托盘已经通过变形检测单元4后,倾斜的挡板43复位后的状态,为了便于描述,称a位置的挡板43为复位竖向状态挡板;b位置的挡板43是底部未变形的“日”字形托盘通过变形检测单元4时,挡板43的倾斜状态,为了便于描述,称b位置的挡板43为未变形倾斜状态挡板,未变形倾斜状态挡板与复位竖向状态挡板之间的夹角为α;c位置
的挡板43是当一个横向条14已经发生变形的、叉取位置12的底部与该托盘未变形时底面的间距d为10 mm的“日”字形托盘通过变形检测单元4时,挡板43的倾斜状态,为了便于描述,称c位置的挡板43为临界倾斜状态挡板,临界倾斜状态挡板与复位竖向状态挡板之间的夹角为β。当待检测的“日”字形托盘1经托盘输送线2到达变形检测单元4处,变形检测单元4开始工作,角度传感器44检测到转轴42转动的角度大于β时,判断待检测的“日”字形托盘1底部的横向条14的变形不在允许范围内,即待检测的“日”字形托盘1为异常托盘,需剔除。
23.在实际使用中,自由状态时,两块挡板43的顶端面高度一致、均位于变形检测单元4处托盘输送线2的输送面的上方。最优选是挡板43的顶端面的高度比变形检测单元4处托盘输送线2的输送面的高度高20-30mm,且β的角度范围控制在45
°‑
55
°
,这样待检测的“日”字形托盘1在托盘输送线2上输送时,不管该托盘底部的横向条14是否变形,挡板43均能与待检测的“日”字形托盘1的对应的叉取接触面121接触,使得挡板43转动一个角度,就能进一步去检测判断该托盘1底部的横向条14的变形是否在允许范围内,还能够使挡板43不会成为待检测的“日”字形托盘1在托盘输送线2上顺畅输送的阻碍,且转轴43转动后也能快速复位。
24.为了便于持续性地向后道输送合格托盘,托盘输送线2的前端与拆盘机8输送连接,托盘垛通过拆盘机8拆垛后,待检测的“日”字形托盘1流转到托盘输送线2上。
25.本发明的优点是: 一、设置能检测判断待检测的“日”字形托盘承重性能是否合格的承载检测单元3和能检测判断待检测的“日”字形托盘底部的横向条的变形是否在允许范围内的变形检测单元4,变形检测单元4位于承载检测单元3的下游,还设置有与托盘输送线2的末端输送连接的双向顶升移载装置5,承载检测单元3、变形检测单元4、双向顶升移载装置5均与控制器电连接,控制器根据接收的承载检测单元3和变形检测单元4的信号,控制双向顶升移载装置5的输送方向与异常托盘输送线6输送连接、或与空托盘输送线7输送连接,具有上述结构的一种“日”字形托盘的检测与分类输送系统,能够检测判断待检测的“日”字形空托盘1属于合格托盘还是异常托盘,分类后将合格托盘输送进入后道去承载货品、将异常托盘剔除。二、本发明进一步的优点是:托盘输送线2中设置承载顶升台32,承载顶升台32的顶面上设置均与控制器电连接的四个压力传感器33,承载顶升台32的正上方设置有配重块31,托盘输送线2的一侧还设置有使得配重块31上下提升的提升装置,这种结构简单的承载检测单元3能快速检测并判断待检测的“日”字形空托盘1的承重性能。三、在转轴42上设置有挡板43和检测转轴转动角度的与控制器电连接的角度传感器44,在转轴42和托盘输送线2之间还设有能使转轴转动后复位的扭簧45,这种结构简单的变形检测单元4能快速检测判断待检测的“日”字形空托盘1底部的横向条14的变形是否在允许范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。