1.本技术涉及压纹设备技术领域,尤其是涉及一种压纹装置。
背景技术:
2.压纹装置是一种压纹、压花设备,用于各种包装、商标、请柬、名片、图片封面。各种硬质纸张、铝塑复合材料及皮革和金属薄板的压纹,经压纹处理后能大大提高其表面美感效果,它是包装印刷行业提高产品档次,加强防伪,保护商标的理想设备。
3.相关技术中,传统的压纹装置包括机架,机架上设置有压力辊、花纹辊以及动力电机,动力电机驱动花纹转动,操作人员将硬质纸张送入花纹辊和压力辊之间,硬质纸张在压力辊和花纹辊的相互转动中压制出花纹图案的痕纹。
4.针对上述相关技术,发明人认为存在以下问题:硬质纸张的上料是通过操作人员人工进行上料的,该方式费时费力,间接影响压纹装置的加工效率。
技术实现要素:
5.为了提高压纹装置的加工效率,本技术提供一种压纹装置。
6.本技术提供的一种压纹装置采用如下的技术方案:
7.一种压纹装置,包括机架,所述机架上设置有压力辊、花纹辊以及动力电机,所述压力辊和所述花纹辊均转动承载于所述机架上,且沿竖直方向间隔设置,所述动力电机安装于所述机架的外侧壁,所述动力电机的输出轴与所述花纹辊同轴固定,所述机架上还设置有上料组件,所述上料组件包括承载台和推杆,所述承载台安装于所述机架的一侧,所述承载台的上表面与所述压力辊和所述花纹辊之间的缝隙平齐,所述推杆滑移设置于所述承载台的上表面,所述推杆的滑移方向为硬质纸张的输送方向,所述承载台上还设置有用于驱动所述推杆滑移的驱动组件。
8.通过采用上述技术方案,将多张硬质纸张堆放至承载台的上表面,加工时,启动动力电机,以使花纹辊转动,同时启动驱动组件,控制推杆朝向花纹辊运动,以将最底下的硬质纸张推入花纹辊和压力辊之间的缝隙内,进行压纹加工,本技术与相关技术中的人工上料相比,更为省时省力,间接提高了压纹装置的加工效率。
9.优选的,所述驱动组件包括驱动电机、丝杆以及滑块,所述驱动电机安装于所述承载台的下表面,所述丝杆同轴固定于所述驱动电机的输出轴的端部,所述丝杆沿所述推杆的滑移方向设置,所述滑块与所述丝杆螺纹配合,所述滑块的上表面与所述推杆固定,所述承载台的表面开设有让位槽,所述滑块滑移设置于所述让位槽内。
10.通过采用上述技术方案,启动驱动电机,驱动电机的输出轴转动,进而带动丝杆转动,又由于滑块与丝杆螺纹配合,且滑块的上表面与推杆固定,进而能够带动推杆朝向花纹辊运动。
11.优选的,所述承载台上还设置有控制组件,所述控制组件包括红外传感器和控制开关,所述承载台的上表面开设有安装孔,所述红外传感器安装于所述安装孔内,所述红外
传感器竖直朝上设置,所述控制开关固定于所述承载台的下表面,所述红外传感器、控制开关以及驱动电机之间电连接。
12.通过采用上述技术方案,当最后一张硬质纸张被送入花纹辊后,红外传感器失去感应目标,进而将信号传输至控制开关,控制开关控制驱动电机关闭,进而实现对驱动组件的自动化控制。
13.优选的,所述控制组件还包括报警器,所述报警器安装于所述机架上,所述报警器与所述控制开关电连接。
14.通过采用上述技术方案,当完成送料后,控制开关向报警器发送指令,以使报警器发出警报,进而提醒操作人员及时重新将待加工的硬质纸张堆放至承载台的表面。
15.优选的,所述承载台的上表面设置有料箱,所述料箱架设于所述承载台上表面,所述料箱顶部呈开口设置,所述料箱的内部尺寸与硬质纸张的一致。
16.通过采用上述技术方案,操作人员可将成堆的硬质纸张从料箱的顶部放入料箱,料箱的内部尺寸与硬质纸张的一致,进而对硬质纸张起到定位作用,限制硬质纸张的堆放位置。
17.优选的,所述料箱可拆卸连接于所述承载台的上表面,所述料箱与所述承载台之间设置有固定件。
18.通过采用上述技术方案,料箱通过固定件可拆卸连接于承载台上,进而与承载台实现可拆卸连接,当硬质纸张的待加工数量有增多时,可更换不同高度的料箱,以适配该批硬质纸张堆放的高度。
19.优选的,所述固定件设置为弹性卡钩,所述弹性卡钩固定于所述承载台的上表面,所述料箱的侧壁开设有卡槽,所述弹性卡钩与所述卡槽勾持配合。
20.通过采用上述技术方案,操作人员拨动弹性卡钩,弹性卡钩发生弹性形变,以对料箱进行让位,使得操作人员能够将料箱放置于承载台的表面,操作人员松开弹性卡钩后,弹性卡钩卡入卡槽,进而实现料箱与承载台之间的相对固定。
21.优选的,所述弹性卡钩的端部固定有拨块。
22.通过采用上述技术方案,操作人员通过手部握持拨块,进而能够更为方便的拨动弹性卡钩。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术中的压纹装置在上料方面更为快捷,省时省力,间接提高压纹装置的加工效率;
25.2.本技术中的压纹装置具有较好的结构稳定性;
26.3.本技术中的压纹装置具有较好的操作便捷性。
附图说明
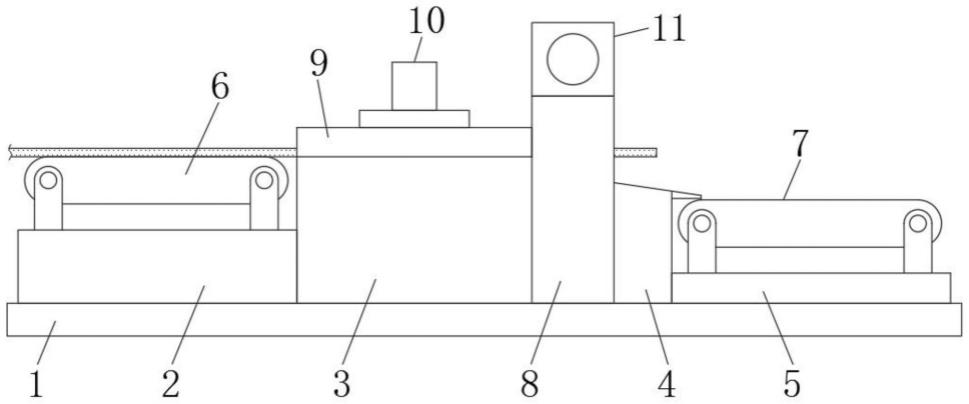
27.图1是本技术实施例的整体结构示意图。
28.图2是图1的另一视角的结构示意图。
29.图3是本技术实施例中控制组件的电路原理框图。
30.附图标记说明:1、机体;11、箱体;2、压力辊;3、花纹辊;4、动力电机;5、上料组件;51、承载台;511、承载块;512、让位槽;52、推杆;6、驱动组件;61、驱动电机;62、丝杆;621、限
位块;63、滑块;7、料箱;71、支撑条;72、卡槽;8、弹性卡钩;81、拨块;9、控制组件;91、红外传感器;92、控制开关;93、报警器。
具体实施方式
31.以下结合附图1-图3对本技术作进一步详细说明。
32.本技术实施例公开一种压纹装置。参照图1和图2,一种压纹装置包括机架,机架由两个长方体状箱体11组成,两个长方体状箱体11相互平行,且均架设于地面上。
33.其中一方面,机架上设置有压力辊2、花纹辊3以及动力电机4,压力辊2和花纹辊3均转动承载于机架上,压力辊2和花纹辊3沿竖直方向间隔排布,且压力辊2和花纹辊3均与箱体11垂直。此外,动力电机4安装于其中一个箱体11的外侧壁,动力电机4的输出轴活动贯穿箱体11,且与花纹辊3同轴固定。
34.加工时,启动动力电机4,以使花纹辊3转动,硬质纸张在压力辊2和花纹辊3的相互转动中压制出花纹图案的痕纹。
35.此外,机架的一侧还设置有上料组件5,具体的,上料组件5包括承载台51和推杆52,承载台51架设于地面上,承载台51通过螺栓连接的方式与箱体11实现固定,承载台51的上表面与压力辊2和花纹辊3之间的缝隙平齐。同时,推杆52滑移设置于承载台51的上表面,推杆52沿水平方向设置,推杆52的滑移方向为硬质纸张的输送方向,当推杆52处于初始位置时,推杆52的边缘与承载台51的表面平齐,承载台51上还设置有用于驱动推杆52滑移的驱动组件6。
36.具体的,驱动组件6包括驱动电机61、丝杆62以及滑块63,承载台51的表面垂直固定有承载块511,驱动电机61固定于承载块511的侧壁,驱动电机61的输出轴贯穿承载块511且与丝杆62通过焊接的方式同轴固定。此外,丝杆62沿推杆52的滑移方向设置,滑块63与丝杆62螺纹配合,即滑块63螺纹套设于丝杆62上,滑块63的上表面与推杆52固定,承载台51的表面开设有让位槽512,让位槽512与丝杆62同向设置,滑块63滑移设置于让位槽512内。
37.对应的,将多张硬质纸张堆放至承载台51的上表面,启动驱动电机61,驱动电机61的输出轴转动,进而带动丝杆62转动,又由于滑块63与丝杆62螺纹配合,且滑块63的上表面与推杆52固定,进而能够带动推杆52朝向花纹辊3运动,以将最底下的硬质纸张推入花纹辊3和压力辊2之间的缝隙内。
38.此外,丝杆62远离驱动电机61的端部还焊接固定有限位块621,限位块621用于对滑块63进行限位,以减少滑块63从丝杆62端部脱出的情况发生。
39.进一步的,承载台51的上表面设置有料箱7,料箱7架设于承载台51上表面,具体的,料箱7呈长方体框状结构,料箱7的底部两侧壁均固定有支撑条71,支撑条71抵接于承载台51的上表面,两个支撑条71相对的侧壁均与硬质纸张抵接配合,料箱7的内部尺寸与硬质纸张的一致。
40.操作人员可将成堆的硬质纸张从料箱7的顶部放入料箱7,料箱7的内部尺寸与硬质纸张的一致,进而对硬质纸张起到定位作用,限制硬质纸张的堆放位置。
41.此外,料箱7与承载台51之间设置有固定件,在本实施例中,固定件设置为弹性卡钩8,弹性卡钩8采用具有一定弹性的金属制成,弹性卡钩8设置有两个,两个弹性卡钩8分别位于料箱7的两侧,料箱7的侧壁开设有卡槽72,弹性卡钩8与卡槽72勾持配合。
42.具体的,操作人员拨动弹性卡钩8,弹性卡钩8发生弹性形变,以对料箱7进行让位,使得操作人员能够将料箱7放置于承载台51的表面,操作人员松开弹性卡钩8后,弹性卡钩8在自身的弹性回复力作用下卡入卡槽72,进而实现料箱7与承载台51之间的相对固定,以使料箱7可拆卸连接,当硬质纸张的待加工数量有增多时,可更换不同高度的料箱7,以适配该批硬质纸张堆放的高度。
43.进一步的,弹性卡钩8的端部固定有拨块81,拨块81与弹性卡钩8为一体成型设置,操作人员通过手部握持拨块81,进而能够更为方便的拨动弹性卡钩8。
44.参照图2和图3,另一方面,承载台51上还设置有控制组件9,具体的,控制组件9包括红外传感器91、控制开关92以及报警器93,承载台51的上表面开设有安装孔,安装孔贯穿承载台51,红外传感器91安装于安装孔内,红外传感器91竖直朝上设置,控制开关92固定于承载台51的下表面。
45.此外,报警器93安装于其中一个箱体11的上表面,红外传感器91、控制开关92、报警器93以及驱动电机61之间电连接,
46.对应的,当最后一张硬质纸张被送入花纹辊3后,红外传感器91失去感应目标,进而将信号传输至控制开关92,控制开关92控制驱动电机61关闭,进而实现对驱动组件6的自动化控制。同时,当完成送料后,控制开关92向报警器93发送指令,以使报警器93发出警报,进而提醒操作人员及时重新将待加工的硬质纸张堆放至承载台51的表面。
47.本技术实施例一种压纹装置的实施原理为:将多张硬质纸张堆放至承载台51的上表面,加工时,启动动力电机4,以使花纹辊3转动,同时启动驱动组件6,控制推杆52朝向花纹辊3运动,以将最底下的硬质纸张推入花纹辊3和压力辊2之间的缝隙内,进行压纹加工,本技术与相关技术中的人工上料相比,更为省时省力,间接提高了压纹装置的加工效率。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。