1.本实用新型涉及陶瓷波纹填料,尤其是涉及一种用搭接台粘合叠层组合而成的陶瓷波纹规整填料。
背景技术:
2.当前,用于化工、石化、制药、农药等工业的干燥塔、洗涤塔、吸收塔和精馏分离塔设备中的填料有多种多样,由于波纹板填料在上下相互堆积时,其填料接触面上的波纹形流动通道呈平行形或交错,因而液体在填料层之间的流动方向就会产生变化,使液体在填料层之间流动速度加快,流动阻力减小,从而提高液体精馏分离效果。因此在精馏分离塔中大都采用波纹填料。目前波纹板填料有用不锈钢丝网通过焊接而成的金属丝网波纹填料,用陶瓷波纹板组合而成的陶瓷波纹规整填料。现有陶瓷波纹规整填料大都是先用一对成型的挤压辊将陶瓷泥板挤压制成的波纹板(w形),将单块波纹板干燥定型、高温烧制,用胶体叠层组合干燥定型制成陶瓷规整波纹填料。在用胶体叠层组合时,无论波纹板平行或交错方式相互叠层,都是在波峰和波谷相接触面处上喷涂胶体进行叠层组合,再将若干块波纹板叠层,待胶体干固后再将叠层组合体加热固化,制成陶瓷波纹规整填料。但无论采用哪种方式叠层组合,它们都存在以下问题:当波纹板平行叠层时,虽然波峰和波谷接触面呈直线形,但由于波峰和波谷呈三角圆弧状相连接,其连接面宽度很小,相当于线接触,即使胶体喷涂量加大,而真正能起粘接作用的胶体却很小,因此不仅波纹板粘合强度和连接力比较小,造成波纹板叠层组合强度不高,而且还会浪费胶体,增加成本,影响波纹板的过滤效果。当波纹板交错叠层时,波峰和波谷接触不是面,而是接近于点,且点与点距离较大,即使是在所有的点上喷涂胶体,波纹板之间粘合强度和连接力还是较小,同样会造成波纹板叠层组合强度不高,而且还会浪费胶体,增加成本,影响波纹板的过滤效果。
技术实现要素:
3.针对上述现有技术波纹板叠层组合粘合连接中所存在的问题,本实用新型提供了一种不改变波纹板平行或交错叠层组合方式,在用胶体进行叠层粘合时,既可提高波纹板之间粘合强度和连接力,确保陶瓷波纹规整填料的整体强度,还可减少胶体浪费,节省材料成本的搭接粘合叠层的陶瓷波纹规整填料。
4.本实用新型要解决的技术问题所采取的技术方案一是:一种搭接面粘合叠层陶瓷波纹规整填料,它由若干块陶瓷波纹板相互交错叠层组合而成,所述陶瓷波纹板横截面呈w形,陶瓷波纹板具有波峰和波谷,在波峰与波谷相交点处间隔设置有上平面与波峰相平的圆锥台,在圆锥台上设置有凹槽,在波谷上设置有位置与凹槽相对应的流胶孔,在流胶孔和凹槽内注入胶体固化形成连接层。
5.本实用新型要解决的技术问题所采取的技术方案二是:一种搭接面粘合叠层陶瓷波纹规整填料,它由若干块陶瓷波纹板相互平行叠层组合而成,所述陶瓷波纹板横截面呈w形,陶瓷波纹板具有波峰和波谷,在波峰与波谷接触面上间隔设置有上平面与波峰相平的
圆锥台,在圆锥台上设置有凹槽,在波谷上设置有位置与凹槽相对应的流胶孔,在流胶孔和凹槽内注入胶体固化形成连接层。
6.所述若干块陶瓷波纹板相互交错叠层组合,其相互交错的角度优选90度正方形垂直交错叠层制成正方体的陶瓷波纹规整填料,或优选 60度四菱形交错叠层制成长方体的陶瓷波纹规整填料。
7.当确定采用90度正方形垂直交错叠层或60度四菱形交错叠层时,根据波纹板叠层组合相邻波纹板波峰与波谷相交的纵向距离以及波峰与波峰之间的横向距离来确定波纹板上的圆锥台在挤压辊上位置。根据技术方案一中的圆锥台位置确定波谷中流胶孔的间隔位置。技术方案二中的在波峰上圆锥台的间隔距离与技术方案一中圆锥台间隔距离相同,以确保在交错叠层组合时,其流胶孔与圆锥台上呈圆形的凹槽相对准,最终确保陶瓷波纹板相互叠层位置准确,且所有流胶孔与凹槽对准后形成胶体连接层。
8.由于同一种叠层的波纹板的波峰与波蜂距离是相同的,即设置在波峰上的圆锥台之间的横向距离是相同的,同时将所述平行叠层的波峰上间隔设置的上平面与波峰相平的圆锥台的纵向距离x2与采用90度正方形垂直交错叠层或60度四菱形交错叠层时波峰与波谷相交点处的纵向距离x1相同,再根据圆锥台位置确定流胶孔位置,使波纹板无论是用平行还是交错叠层,其流胶孔始终能与圆锥台上的凹槽对准。因而能确保用挤压辊制成的单块陶瓷波纹板在叠层组合时,能同时适用于陶瓷波纹板相互平行叠层,也适于陶瓷波纹板采用交错叠层,以减少挤压辊的数量和调换,提高陶瓷波纹板坯体的制造效率。
9.本实用新型通过在陶瓷波纹板波峰上间隔设置有带凹槽的圆锥台和在波谷上设置有与凹槽位置相对应的流胶孔,在陶瓷波纹板相互平行或交错叠层组合时对准流胶孔与凹槽位置,而后将胶体注入流胶孔的凹槽内,胶体固化后形成连接层,即可得到陶瓷波纹规整填料。本实用新型在不改变陶瓷波纹板平行或交错叠层组合方式,在用胶体进行叠层粘合时,既可提高陶瓷波纹板之间粘合强度和连接力,提高陶瓷波纹规整填料的整体强度,还可减少胶体浪费,节省材料成本。
附图说明
10.图1本实用新型交错叠层组合的立体结构示意图,
11.图2是本实用新型交错叠层组合的俯视结构示意图,
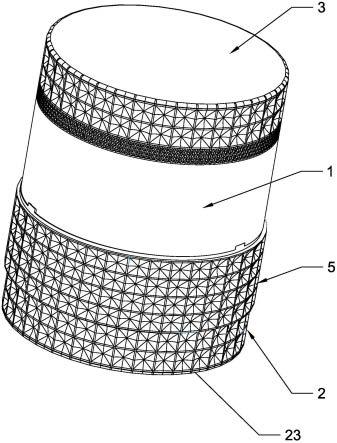
12.图3是本实用新型平行叠层组合的立体结构示意图,
13.图4是本实用新型平行叠层组合的俯视结构示意图,
14.图5是图2的a-a剖视结构示意图。
15.在图中,1、波谷
ꢀꢀ
2、陶瓷波纹板
ꢀꢀ
3、波峰
ꢀꢀ
4、相交点处
ꢀꢀ
5、凹槽
ꢀꢀ
6、圆锥台
ꢀꢀ
7、流胶孔
ꢀꢀ
8、连接层。
具体实施方式
16.实施例1,在图1、图2和图5中,一种搭接面粘合叠层陶瓷波纹规整填料,它由若干块陶瓷波纹板2相互交错叠层组合而成,所述陶瓷波纹板横截面呈w形(或等边三角形),陶瓷波纹板具有波峰3和波谷1,陶瓷波纹板波蜂和波谷成90度相互交错叠层设置(波蜂和波谷也可成60度菱形角叠层),在一块陶瓷波纹板的波峰与相邻另一块陶瓷波纹板的波谷的
每一个相交点处4间隔设置有上平面与波峰相平的圆锥台6,相邻两圆锥台在波蜂上的横向距离为y,在波蜂上的纵向距离x1=m(即上下两波纹板交错叠层时上层波谷与下层波蜂相交点的纵向距离),在圆锥台上设置有圆形的凹槽5,圆锥台上端面直径为波纹板厚度的3-4倍,在波谷上设置有位置与凹槽相对应的流胶孔7,在流胶孔和凹槽内注入胶体固化形成连接层8,流胶孔孔径小于凹槽最大直径。
17.根据陶瓷波纹板叠层组合相邻波纹板波峰与波谷相交点4(圆锥台)的纵向距离x1(交错角度不同纵向距离x1也不同)以及波峰上圆锥台间隔的横向距离(波纹板形状确定后,无论是平行或交错叠层,同种开号的波纹板的波峰与波峰横向距离y都是相同)来确定圆锥台在挤压辊上位置,根据圆锥台位置确定波谷中的流胶孔的间隔位置以确保在交错叠层组合时,其流胶孔与圆锥台上呈圆形的凹槽相对准,最终确保陶瓷波纹板相互叠层位置准确,且所有流胶孔与凹槽对准后形成胶体连接层。所述陶瓷波纹规整填料按下列方法制成:
18.1、将泥段输入到对转挤压成型机的上转辊和下转辊之间的工人台板上,利用在表面上间隔设置有圆锥台的上转辊和与在表面上设置有与流胶孔的下转辊同步相对旋转挤压制成湿坯状的陶瓷波纹板,所述上转辊和下转辊分别由转轴驱动,其转轴的旋转速度为20-30转/分钟,
19.d、将湿坯陶瓷波纹板单体送入到烘干房中,加热至260℃,保持1-2小时进行低温除湿,进行表面烘干定型,
20.e、将定型的陶瓷波纹板板状单体加热至700℃-800℃,并保温3小时进行煅烧,再加热至1280-1480
21.℃,并陶瓷波纹板保温4小时进行还原,冷至常温出炉制成陶瓷波纹板板状单体,
22.f、将陶瓷波纹板单体相互交错粘合叠加,加热固化制成整体,再将整体周边分切制成方形或长方形的陶瓷波纹规整填料。
23.实施例2,在图2和图4及图5,一种搭接面粘合叠层陶瓷波纹规整填料,它由若干块陶瓷波纹板2相互交错叠层组合而成,所述陶瓷波纹板横截面呈w形(或等边三角形),陶瓷波纹板具有波峰3和波谷1,陶瓷波纹板成菱形相互平行叠层设置,在一块陶瓷波纹板的波峰与相邻另一块陶瓷波纹板波谷的每一个相交点处上间隔设置有上平面与波峰相平的圆锥台6,在圆锥台上设置有圆形的凹槽5,圆锥台上端面直径为波纹板厚度的3-5倍,在波谷上设置有位置与凹槽相对应的流胶孔7,在流胶孔和凹槽内注入胶体固化形成有连接层8,流胶孔孔径小于凹槽的最大直径。
24.实施例2中的圆锥台在波蜂上间隔的纵向距离x2应与实施例一中陶瓷波纹板叠层组合相邻波纹板波峰与波谷相交的纵向距离x1相同,即x2=x1=m,圆锥台在波蜂上的横向距离为y,即所述圆锥台间隔的横向距离与实施例1中波峰与波峰之间的圆锥台间隔的横向距离相同,从而确定实施例2中的圆锥台在挤压辊上位置与实施例1中的圆锥台在挤压辊上的位置是相同的,再根据圆锥台位置确定波谷中的流胶孔的间隔位置以确保在交错叠层组合时,其流胶孔与圆锥台上呈圆形的凹槽相对准,最终确保陶瓷波纹板相互叠层位置准确,且所有流胶孔与凹槽对准后形成胶体连接层。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。