1.本实用新型属于车架矫正技术领域,更具体地说,特别涉及一种车架总成外宽矫正工装。
背景技术:
2.众所周知,在汽车制造中需要通过车架对整体进行支撑,车架又叫做车架总成,车架总成外宽是车架的一个关键尺寸,常见车架外宽为860mm和800mm,在车架生产过程中,经常会出现车架外宽大了或小了的现象,因此很难保证将车架外宽控制在要求尺寸公差范围内,因此需要对车架总成进行纠正,目前常见处理方法为生产操作者根据经验对车架进行敲打微调矫正,人工根据经验敲打调整的方式无法确保车架整体的一致性,若操作不当的话,很容易将车架外观敲打变形,导致外观不合格,精确度很难控制在要求范围之内,而且需要多次反复调整测量,因此需要借助矫正工装对车架总成进行纠正。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供一种车架总成外宽矫正工装,以解决现有的车架总成纠正的问题。
4.本实用新型一种车架总成外宽矫正工装的目的与功效,由以下具体技术手段所达成:
5.一种车架总成外宽矫正工装,包括锁定架;
6.所述锁定架的角落处开设有四个螺栓安装孔,螺栓安装孔安装有固定螺栓,锁定架的上方有一个提拉手柄;纠正气缸,所述纠正气缸通过螺栓与锁定架固定连接;
7.工装骨架,所述工装骨架共有两个,两个工装骨架对称安装在锁定架的外侧定位结构,所述定位结构安装在两个工装骨架的外侧;
8.限位插销,所述限位插销安装在两个工装骨架的内侧,限位插销的外侧有一个锁定卡簧;左车架定位架,所述左车架定位架安装在纠正气缸的推动杆外侧;
9.车架总成,所述车架总成安装在工装骨架的内侧;右车架定位架,所述右车架定位架安装在车架总成的外侧。
10.优选的,所述锁定架的内侧开设有一个安装槽,纠正气缸的端部安装在锁定架的安装槽内;
11.优选的,所述工装骨架开设有两组相互对称的定位槽,每组定位槽共有两个,加强筋的底部有两个定位块,加强筋的定位块安装在工装骨架的定位槽内,加强筋通过焊接技术焊接在工装骨架的外侧。
12.优选的,所述定位结构由连接板、第一定位杆、滑动座和第二定位杆共同组成,连接板的侧面上有两个相对称的第一定位杆,滑动座开设有一个定位孔,第一定位杆穿插于滑动座的定位孔内。
13.优选的,所述工装骨架的外侧有两个相对称的定位条,滑动座安装在两个定位条
之间,第二定位杆在连接板的侧面上。
14.优选的,所述工装骨架开设有一个与限位插销相契合的安装孔,限位插销穿插于工装骨架的安装孔内。
15.优选的,所述左车架定位架的中间位置有一个矩形结构的定位块,纠正气缸的推动杆开设有一个与定位块相契合的定位槽,左车架定位架的中间位置开设有一个螺栓安装孔,左车架定位架通过螺栓与纠正气缸的推动杆固定连接,左车架定位架为凵字形结构,左车架定位架开设有两个与车架总成相对正的横向安装孔,左车架定位架和车架总成的安装孔内安装有固定螺栓。
16.优选的,所述右车架定位架、车架总成和工装骨架开设有相对正的安装孔,右车架定位架、车架总成和工装骨架的安装孔内安装有固定螺栓。
17.本实用新型的有益效果:
18.1、本实用新型解决了车架总成快速矫正的问题,通过纠正气缸对车架外宽的宽度进行快速矫正,由于纠正气缸可以设置行程,因此车架总成纠正后的尺寸在要求尺寸公差范围内,能够保证同种车架总成的外观和尺寸的一致性。
19.此外,通过调整纠正气缸的行程和限位插销的限位,纠正工装可应用于不同外宽规格的车架总成,同时对车架总成的外宽矫正更加精确。
20.2、本实用新型解决了人工敲打对车架外观的不利影响的问题,减少了人工劳动力,确保批量计划产品的一致性,通过固定螺栓和右车架定位架相配合对车架总成的端部进行限位固定,从而使车架总成有效的进行拉伸,纠正气缸的端部设置有左车架定位架,左车架定位架和车架总成固定连接,能够有效的对车架总成进行拉伸与挤压。
附图说明
21.图1是本实用新型的车架总成安装后轴侧结构示意图。
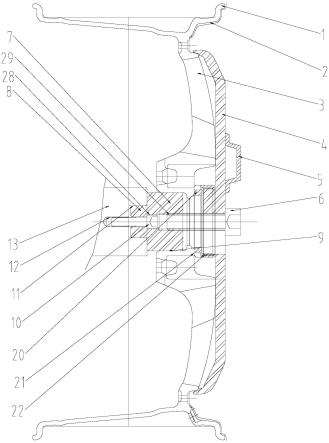
22.图2是本实用新型图1的主视结构示意图。
23.图3是本实用新型图1的仰视角轴侧结构示意图。
24.图4是本实用新型的工装骨架和左车架定位架剖切轴侧结构示意图。
25.图5是本实用新型图4的a处放大结构示意图。
26.图中,部件名称与附图编号的对应关系为:
27.1、锁定架;2、纠正气缸;3、工装骨架;301、加强筋;302、定位条;4、定位结构;401、连接板;402、第一定位杆;403、滑动座;404、第二定位杆;5、限位插销;6、左车架定位架;7、右车架定位架;8、车架总成。
具体实施方式
28.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
29.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能
理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
30.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
31.实施例:
32.如附图1至附图5所示:
33.本实用新型提供一种车架总成外宽矫正工装,包括锁定架1;
34.锁定架1的角落处开设有四个螺栓安装孔,螺栓安装孔安装有固定螺栓,固定螺栓用于对纠正气缸2进行固定,锁定架1的上方有一个提拉手柄,通过提拉手柄方便对纠正工装进行提拉;
35.纠正气缸2,纠正气缸2通过螺栓与锁定架1固定连接,锁定架1的内侧开设有一个安装槽,纠正气缸2的端部安装在锁定架1的安装槽内,安装槽对纠正气缸2的安装位置进行定位,同时安装槽对安装后的纠正气缸2进行稳定;
36.工装骨架3,工装骨架3共有两个,两个工装骨架3对称安装在锁定架1的外侧,工装骨架3开设有两组相互对称的定位槽,每组定位槽共有两个,加强筋301的底部有两个定位块,加强筋301的定位块安装在工装骨架3的定位槽内,通过工装骨架3的定位槽对加强筋301的安装位置进行定位,从而方便加强筋301的焊接,加强筋301通过焊接技术焊接在工装骨架3的外侧,通过加强筋301对工装骨架3进行加固;
37.定位结构4,定位结构4安装在两个工装骨架3的外侧,定位结构4由连接板401、第一定位杆402、滑动座403和第二定位杆404共同组成,连接板401的侧面上有两个相对称的第一定位杆402,通过连接板401将两个第一定位杆402相连接,滑动座403上开设有一个定位孔,第一定位杆402穿插于滑动座403的定位孔内,因此第一定位杆402和滑动座403相互定位,在第一定位杆402移动时会带动滑动座403同步移动,工装骨架3的外侧有两个相对称的定位条302,滑动座403安装在两个定位条302之间,定位条302对滑动座403周向定位,因此通过定位条302对定位结构4进行前后定位,第二定位杆404在连接板401的侧面上,通过第二定位杆404对车架总成8的安装位置进行定位;
38.限位插销5,限位插销5安装在两个工装骨架3的内侧,限位插销5的外侧有一个锁定卡簧,通过锁定卡簧对限位插销5进行锁定,工装骨架3上开设有一个与限位插销5相契合的安装孔,限位插销5穿插于工装骨架3的安装孔内,工装骨架3的安装孔对限位插销5进行定位,通过限位插销5对右车架定位架7和车架总成8进行定位,从而使车架总成8更好的进行纠正;
39.左车架定位架6,左车架定位架6安装在纠正气缸2的推动杆外侧,左车架定位架6的中间位置有一个矩形结构的定位块,纠正气缸2的推动杆开设有一个与定位块相契合的定位槽,通过定位槽对定位块周向定位,左车架定位架6的中间位置开设有一个螺栓安装孔,左车架定位架6通过螺栓与纠正气缸2的推动杆固定连接,因此通过纠正气缸2带动左车架定位架6移动,左车架定位架6为凵字形结构,左车架定位架6开设有两个与车架总成8相对正的横向安装孔,左车架定位架6和车架总成8的安装孔内安装有固定螺栓,因此在左车
架定位架6移动时会对车架总成8进行拉伸和挤压;车架总成8,车架总成8安装在工装骨架3的内侧,工装骨架3对车架总成8进行隐藏,右车架定位架7和车架总成8的规格可以根据实际情况进行更换;
40.右车架定位架7,右车架定位架7安装在车架总成8的外侧,右车架定位架7、车架总成8和工装骨架3开设有相对正的安装孔,右车架定位架7、车架总成8和工装骨架3的安装孔内安装有固定螺栓,通过固定螺栓将右车架定位架7、车架总成8和工装骨架3相连接,因此车架总成8的端部被限位固定,从而使车架总成8有效的进行拉伸。
41.本实施例的具体使用方式与作用:
42.使用时,首先将工装骨架3安装在锁定架1的外侧,可以通过焊接技术对工装骨架3进行焊接,将加强筋301焊接在工装骨架3的外侧,在加强筋301安装时,通过定位块对加强筋301进行安装,将定位结构4通过滑动座403安装在工装骨架3的外侧,此时定位条302对滑动座403进行定位,将纠正气缸2通过螺栓固定在锁定架1的凹槽内,完成纠正气缸2位置的锁定,而后将左车架定位架6通过螺栓安装在纠正气缸2的推动杆上,而后将需要纠正的车架总成8安装在工装骨架3的内侧,将右车架定位架7安装在车架总成8的外侧,通过固定螺栓将右车架定位架7、车架总成8和工装骨架3相连接,车架总成8的端部被限位固定,将限位插销5安装在工装骨架3的安装孔内,通过限位插销5对右车架定位架7的端部进行限定与加固,而后根据车架总成8外宽尺寸的要求,调整好纠正气缸2的行程,将纠正气缸2的行程设置为微移动,通过纠正气缸2对外宽不合格的车架总成8进行轻微挤压和拉伸矫正。
43.最后,需要说明的是,本实用新型在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
44.以上所述仅是本实用新型的示范性实施方式,而非用于限制本实用新型的保护范围,本实用新型保护范围由所附的权利要求确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。