1.本实用新型涉及金属冲压技术领域,特别涉及一种切边卷边一体式模具。
背景技术:
2.金属冲压是加工很多金属制品的常见工序,随着客户需求的多样化,模具的设计也要应对各种产品需求。
3.图1中的工件1是一种具有中心孔11和卷边12的环形结构的部件,其结构的内部有精度要求,而外边缘会回卷成u形结构,其边缘的断面要向上。为了完成这种结构,需要在材料切边后再进行边缘翻卷,但是切边会导致产品从料带上掉落,那么翻卷就要手工取料,然后手工放料到另一个模具内。这样一方面要求生产线上必须留一个人控制取放料,加工连续性不好;另一方面也增加了意外风险。
4.中国专利cn205650689u披露了一种翻边切边模具,其包括模座、翻边上模、切刀和固定螺钉,模座包括底座和圆柱形限位柱,底座与圆柱形限位柱之间设有环形的第一翻边段,翻边上模上设有与第一翻边段匹配的第二翻边段,切刀通过固定螺钉固定连接在翻边上模的外侧,且模座的底座上设有供切刀伸入的凹槽。这种模具能够在翻边的同时切刀把工件翻边后的余料切掉,但是这里得到的断面还是处于朝外的方向上,而且断面内侧是被压住不变形的,翻边发生在材料的内侧,不适用于产品内部不变形,外侧要翻卷的场合。
5.因此有必要开发一种新的模具以一次性完成切边和卷边的加工过程。
技术实现要素:
6.本实用新型的主要目的在于提供一种切边卷边一体式模具,能够一次性完成材料的切边和卷边两个步骤,使生产连续化,加快了生产效率,节省了人力,并保证了产品良率。
7.本实用新型通过如下技术方案实现上述目的:一种切边卷边一体式模具,包括上模和下模,所述上模包括由内而外设置的导正块、上环形冲头和上脱料板,所述导正块和所述上脱料板能够独立地浮动,所述下模包括下环形冲头和位于所述下环形冲头外且可浮动的下脱料板,所述上环形冲头具有外圆柱面和位于所述外圆柱面下方的外圆角面,所述下环形冲头具有内圆柱面、位于所述内圆柱面上方的上圆角面和位于所述上圆角面外侧的内切刀面,所述内圆柱面的内径比所述外圆柱面的外径大一倍的工件厚度,所述上脱料板包括与所述内切刀面配合的外切刀面。
8.具体的,所述导正块的底部具有上大下小的锥形部。
9.具体的,所述下环形冲头的中部具有贯孔,所述下模具有口径不小于所述贯孔的落料孔。
10.进一步的,所述贯孔的口径比所述内圆柱面的内径大1-2cm。
11.进一步的,所述下模还具有一个位于所述落料孔下方的斜滑道。
12.本实用新型技术方案的有益效果是:
13.本实用新型采用一套模具在一次加工中完成了切边和卷边两个步骤,使生产连续
化,加快了生产效率,节省了人力,并保证了产品良率。
附图说明
14.图1为工件的立体图;
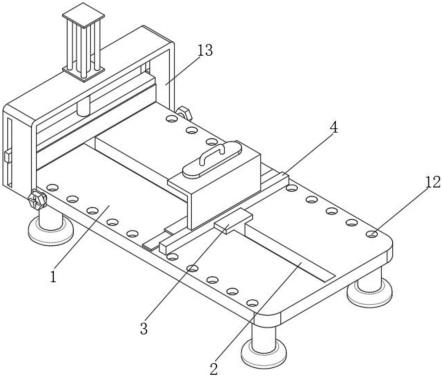
15.图2为实施例切边卷边一体式模具开模时的立体图;
16.图3为实施例切边卷边一体式模具合模时的剖视图;
17.图4为图3中a位置的局部放大图;
18.图5为实施例切边卷边一体式模具开模时的局部剖视图。
19.图中数字表示:
20.1-工件,10-料带,11-中心孔,12-卷边;
21.2-上模,21-导正块,211-锥形部,22-上环形冲头,221-外圆柱面,222-外圆角面,23-上脱料板,231-外切刀面;
22.3-下模,31-下环形冲头,311-内圆柱面,312-上圆角面,313-内切刀面,314-贯孔,32-下脱料板,33-落料孔,34-斜滑道。
具体实施方式
23.下面结合具体实施例对本实用新型作进一步详细说明。
24.实施例:
25.如图1至图5所示,本实用新型的一种切边卷边一体式模具,包括上模2和下模3,上模2包括由内而外设置的导正块21、上环形冲头22和上脱料板23,导正块21和上脱料板23能够独立的浮动,下模3包括下环形冲头31和位于下环形冲头31外且可浮动的下脱料板32,上环形冲头22具有外圆柱面221和位于外圆柱面221下方的外圆角面222,下环形冲头31具有内圆柱面311、位于内圆柱面311上方的上圆角面312和位于上圆角面312外侧的内切刀面313,内圆柱面311的内径比外圆柱面221的外径大一倍的工件1厚度,上脱料板23包括与内切刀面313配合的外切刀面231。开模时,导正块21下降到上环形冲头22的外圆角面222以下,上脱料板23下降到导正块21的下表面以下,下脱料板32升高到下环形冲头31的上表面以上。本模具合模过程分为切边和卷边两个行程:在切边行程中,料带10被送到上模2和下模3之间并位于下脱料板32的上方,随后上脱料板23接触料带10,然后导正块21穿入到未成型的工件的中心孔11处进行位置定位,上模2继续下行直到料带10接触下环形冲头31,下环形冲头31上的内切刀面313与上脱料板23上的外切刀面231配合起到剪切效果,使料带10沿着一个圆形范围切断,随后进入卷边行程。在卷边行程中,上环形冲头22下压到剪断材料边缘内侧,上环形冲头22与下环形冲头31一起挤压材料边缘,材料的边缘就会通过外圆柱面221和内圆柱面311的夹缝往上翻卷起来,得到边缘截面呈u形的卷边12。上圆角面312和外圆角面222都是平滑结构,都是为了在翻卷时防止在工件1的转折位置留下压痕甚至冲断。本实用新型采用一套模具在一次加工中完成了切边和卷边两个步骤,使生产连续化,加快了生产效率,节省了人力,并保证了产品良率。
26.如图3至图5所示,导正块21的底部具有上大下小的锥形部211。导正块21在下降的时候,锥形部211具有自动找准中心孔11轴线的作用,以免切边和翻卷时冲歪。
27.如图3至图5所示,下环形冲头31的中部具有贯孔314,下模3具有范围大于贯孔314
的下投影范围的落料孔33。当完成合模的时候,工件1整体被冲入贯孔314中,在开模时,工件1受到下环形冲头31的阻挡会直接往下掉落,通过落料孔33离开模具。
28.如图3至图5所示,贯孔314的口径比内圆柱面311的内径大1-2cm。内圆柱面311与工件1成型后的外径紧配,当冲压完成时,工件1会整个位于贯孔314当中,并不再接触内圆柱面311。开模时,工件1的边缘无法再反向通过内圆柱面311,而是只能下落。贯孔314的孔径做大能够防止工件1下落时卡在其中,保证其成功离开模具。
29.如图2和图3所示,下模3还具有一个位于落料孔33下方的斜滑道34。从落料孔33掉落的工件1最后会顺着斜滑道34滑出,只要在斜滑道34的出口下方放置收集框即可。这样一方面能防止连续加工让工件1囤积在模具下方,另一方面降低工件1掉落高度,避免工件1撞坏。
30.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种切边卷边一体式模具,包括上模(2)和下模(3),其特征在于:所述上模(2)包括由内而外设置的导正块(21)、上环形冲头(22)和上脱料板(23),所述导正块(21)和所述上脱料板(23)能够独立地浮动,所述下模(3)包括下环形冲头(31)和位于所述下环形冲头(31)外且可浮动的下脱料板(32),所述上环形冲头(22)具有外圆柱面(221)和位于所述外圆柱面(221)下方的外圆角面(222),所述下环形冲头(31)具有内圆柱面(311)、位于所述内圆柱面(311)上方的上圆角面(312)和位于所述上圆角面(312)外侧的内切刀面(313),所述内圆柱面(311)的内径比所述外圆柱面(221)的外径大一倍的工件(1)厚度,所述上脱料板(23)包括与所述内切刀面(313)配合的外切刀面(231)。2.根据权利要求1所述的切边卷边一体式模具,其特征在于:所述导正块(21)的底部具有上大下小的锥形部(211)。3.根据权利要求1所述的切边卷边一体式模具,其特征在于:所述下环形冲头(31)的中部具有贯孔(314),所述下模(3)具有范围大于所述贯孔(314)的下投影范围的落料孔(33)。4.根据权利要求3所述的切边卷边一体式模具,其特征在于:所述贯孔(314)的口径比所述内圆柱面(311)的内径大1-2cm。5.根据权利要求3所述的切边卷边一体式模具,其特征在于:所述下模(3)还具有一个位于所述落料孔(33)下方的斜滑道(34)。
技术总结
本实用新型属于金属冲压技术领域,涉及一种切边卷边一体式模具,包括上模和下模,上模包括由内而外设置的导正块、上环形冲头和上脱料板,导正块和上脱料板能够独立地浮动,下模包括下环形冲头和位于下环形冲头外且可浮动的下脱料板,上环形冲头具有外圆柱面和位于外圆柱面下方的外圆角面,下环形冲头具有内圆柱面、位于内圆柱面上方的上圆角面和位于所述上圆角面外侧的内切刀面,内圆柱面的内径比外圆柱面的外径大一倍的工件厚度,上脱料板包括与内切刀面配合的外切刀面。本实用新型采用一套模具在一次加工中完成了切边和卷边两个步骤,使生产连续化,加快了生产效率,节省了人力,并保证了产品良率。保证了产品良率。保证了产品良率。
技术研发人员:顾大明
受保护的技术使用者:苏州铭峰精密机械有限公司
技术研发日:2022.07.26
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。