1.本实用新型涉及塑料制品加工领域,具体说是一种能够提高产品生产效率的塑料制品加工流水线用配合装置。
背景技术:
2.pvc塑胶球主要包括全印球、单印球、云彩球、贴标球、篮球、足球、排球、动物球、健身球、跳跳球、按摩球等。
3.如图1所示,塑胶球包括球体101,气体101内设置有气套102和气门芯103。
4.如图2所示塑胶球滚塑所使用的模具,包括上模板201、下模板202以及阵列分布在上模板201与下模板202之间的若干模具组成,所述模具包括上模203与下模204,上模203上设置有气套安装座205,所述上模板201与下模板202之间通过若干升降丝杆206合模锁紧。
5.塑胶球的生产工艺为:首先将气套102插装在上模上,然后将上模板201传输至加料工位,并与位于加料工位的下模板202通过升降丝杆206进行合模锁紧,然后将配制的糊状物料注入模内,合模后先滚塑,通过对模具的加热和纵横向的滚动旋转,使物料借自身重力作用和离心力作用均匀地布满模具内腔并且熔融,然后进行冷却后脱模而得中空制品,脱模后插气门芯并对其充气使其膨胀到指定规格大小,最后出球。
6.目前滚塑时,模具可以采用两种方式送入滚塑机内,
7.1.人工传送,由人工将模具送入滚塑机内,其缺点为生产效率低,且工作环境差;
8.2.机械手传送,通过机械手将模具送入滚塑机内,其虽然工作环境得到了改善,但其生产效率还是很低;
9.因此,急需研发一种结构简单,能够有效提高产品生产效率的结构在必行;经检索有关文献,未发现与本实用新型相同或相似的技术方案。
技术实现要素:
10.本实用新型要解决的技术问题是提供一种能够提高产品的生产效率,有利于实现自动化生产的塑料制品加工流水线用配合装置。
11.为解决上述技术问题,本实用新型的技术方案为:一种塑料制品加工流水线用配合装置,所述流水线由若干相邻且相互配合的工位组成,主要包括加料工位、滚塑工位及冷却工位;
12.其创新点在于:所述滚塑工位上设置有滚塑机及塑胶球模具,滚塑机为一由滚塑机本体及与其配合密封的炉门组成的分体式结构;所述滚塑机本体与炉门由驱动机构a驱动两者相对移动密封配合,使得与炉门连接的塑胶球模具同时进入滚塑机内,进而实现塑胶球模具进炉与滚塑机合炉同步进行。
13.进一步地,所述滚塑工位与冷却工位相邻设置,且在滚塑工位与冷却工位之间设置有模具输送机构。
14.进一步地,所述模具输送机构为旋转输送机构。
15.进一步地,所述旋转输送机构包括底座、旋转台及安装在旋转台与底座之间的回转支撑a,所述旋转台上安装有若干用于托送模具的托臂,每个托臂上均托装有若干模具,所述炉门安装在托臂的内端,且靠近旋转台设置,所述旋转台底部通过回转支撑a支撑在底座上,该回转支撑a为外齿结构,其内圈a与旋转台底部端面固定连接,外圈a固定在底座的上端面上;在旋转台上设置一驱动旋转台旋转的驱动电机a,该驱动电机a的输出轴上安装有与回转支撑a外圈a啮合的齿轮a。
16.进一步地,所述托臂安装在旋转台的同一水平面上,且错开设置,所述炉门垂直安装在每个托臂上。
17.进一步地,所述托臂上还设置有用于驱动模具自转和公转实现滚塑的三维旋转机构。
18.进一步地,所述三维旋转机构主要包括一沿托臂长轴方向延伸且套装在托臂上的托臂套、一对沿托臂套的长轴方向对称套装在托臂套上的锥齿轮,以及安装在该对锥齿轮之间的回转支承b,该回转支承b的内圈b与外圈b分别与托臂套和固定在托臂套上的模具连接固定,回转支承b的外圈b为可与锥齿轮配合形成锥齿轮副的锥齿轮结构;在旋转台内安装有用于驱动托臂和模具旋转的驱动机构b。
19.进一步地,所述驱动机构b为驱动托臂和模具联动旋转的单驱动机构。
20.进一步地,所述驱动机构b为驱动托臂和模具独立旋转的双驱动机构。
21.进一步地,所述托臂上设置有两个或两个以上模具。
22.本实用新型的优点在于:
23.1. 滚塑机本体与其炉门为分体式结构,使得与炉门连接的塑胶球模具同时进入滚塑机内,进而实现塑胶球模具进炉与滚塑机合炉同步进行,有利于实现自动化生产,提高了产品的生产效率;
24.2. 就目前的生产工序的排列,在滚塑工位与冷却工位之间设置有模具输送机构,自动使滚塑工艺与冷却工艺同步进行,提高了产品的生产效率;
25.3.模具输送机构采用旋转输送机构,其输送结构简单,输送范围广,且能够精确将模具传送至下一个工位;
26.4. 旋转输送机构包括旋转台,旋转台上安装有若干托送模具的托臂,其结构简单,通过旋转台旋转,从而带动托臂旋转,使得模具顺利传送至下一工位;
27.5. 托臂交错安装在旋转台的同一水平面,在保证托臂结构紧凑的同时,又能够加强托臂对模具的支撑效果,减小了托臂对模具的惯性力,使模具在旋转时更稳固;
28.6. 托臂上设置有三维旋转机构,用于实现多托臂上模具的自转和公转,使模具内物料借自身重力作用和离心力作用均匀地布满模具内腔,实现模具的滚塑;
29.7. 三维旋转机构由托臂套上的锥齿轮、回转支撑、及驱动机构b组成,其结构简单,且纵横向的滚动旋转效果好,使得托臂上模具内物料均匀的布满模具内腔;驱动机构b可以为驱动托臂和模具联动旋转的单驱动机构,同时驱动模具的自转和公转;还可以为驱动托臂和模具独立旋转的双驱动机构,独立驱动模具的自转和公转,采用该双驱动结构时,可更方便对模具的自传与公转次数比例进行控制;
30.8. 托臂上设置有两个或两个以上模具,使得一次完成多组模具的滚塑,提高了产品的生产效率。
附图说明
31.图1为塑胶球的结构示意图。
32.图2为塑胶球模具的结构示意图。
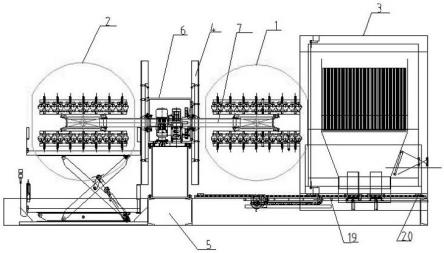
33.图3为本实用新型一种塑料制品加工流水线用配合装置的主视图。
34.图4为本实用新型一种塑料制品加工流水线用配合装置的俯视图。
35.图5为本实用新型一种塑料制品加工流水线用配合装置中旋转平台及托臂的结构示意图。
具体实施方式
36.实施例1
37.如图3、图4和图5所示,本实用新型公开了一种塑料制品加工流水线用配合装置,流水线由若干相邻且相互配合的工位组成,主要包括加料工位、滚塑工位1及冷却工位2;滚塑工位1上设置有滚塑机及塑胶球模具,滚塑机为一由滚塑机本体3及与其配合密封的炉门4组成的分体式结构;滚塑机本体3与炉门4由驱动机构驱动两者相对移动密封配合,使得与炉门4连接的塑胶球模具同时进入滚塑机内,进而实现塑胶球模具进炉与滚塑机合炉同步进行。
38.本实施例中,
39.一. 就目前的生产工序的排列,在滚塑工位1与冷却工位2之间设置有模具输送机构,自动使滚塑工艺与冷却工艺同步进行,进而提高了产品的生产效率;
40.二.为了实现对模具的精确输送,扩大输送范围,模具输送机构采用旋转输送机构;
41.该旋转输送机构包括底座5、旋转台6及安装在旋转台6与底座5之间的回转支撑a,旋转台6上安装有若干用于托送模具的托臂7,每个托臂7上均托装有若干模具,炉门4安装在托臂7的内端,且靠近旋转台6设置,旋转台6底部通过回转支撑a支撑在底座5上,该回转支撑a为外齿结构,其内圈a8与旋转台6底部端面固定连接,外圈a9固定在底座5的上端面上;在旋转台6侧边固定安装一驱动旋转台旋转的驱动电机a10,该驱动电机a10的输出轴上安装有与回转支撑外圈a9啮合的齿轮a11,使得驱动电机a10带动旋转台旋转;
42.三. 为了使得托臂7结构紧凑,减小了托臂7对模具的惯性力,托臂7交错安装在旋转台6的同一水平面,使模具在旋转时更稳固;为了方便炉门4与滚塑机本体3密封配合,炉门4垂直安装在每个托臂7上;
43.四.为了提高产品的生产效率,托臂7的上端面与下端面均设置有模具;
44.五.为了实现对模具的滚塑工艺,使模具内物料借自身重力作用和离心力作用均匀地布满模具内腔,托臂7上还设置有用于驱动模具自转和公转的三维旋转机构,该三维旋转机构主要包括一沿托臂7长轴方向延伸且套装在托臂上的托臂套12、一对沿托臂套12的长轴方向对称套装在托臂套12上的锥齿轮13,以及安装在该对锥齿轮之间的回转支承b,该回转支承b的内圈b14与外圈b15分别与托臂和固定在托臂上的模具连接固定,外圈b15为可与锥齿轮13配合形成锥齿轮副的锥齿轮结构;在旋转台内安装有用于驱动托臂7和模具旋转的驱动机构b;
45.为了使三维旋转机构结构简单,节约能耗,减少成本,上述驱动机构b为驱动托臂
和模具联动旋转的单驱动机构,使托臂套12与托臂7固定连接,由一驱动电机b驱动托臂7旋转,同时驱动托臂上模具的自转和公转;驱动机构b为还可以为驱动托臂和模具独立旋转的双驱动机构,由两个驱动电机c分别驱动托臂7或托臂套12旋转,独立驱动模具的自转和公转,采用该双驱动结构时,可更方便对模具的自传与公转次数比例进行控制;
46.本实施例中,驱动机构b为驱动托臂和模具联动旋转的单驱动机构,托臂套12与托臂7连接固定,在旋转台6上安装一驱动托臂旋转的驱动电机b16,托臂7的根部键连接一大齿轮b17,且该托臂由一回转支撑c18支撑在大齿轮b17的端面上,驱动电机b16的输出轴上安装有与大齿轮b17啮合的小齿轮b21,这样通过托臂7旋转使托臂上的模具实现纵横向的滚动旋转;
47.六.为了驱动滚塑机本体3远离或靠近滚塑工位1的塑胶球模具3,并与滚塑工位1的炉门4实现密封,驱动机构为电机驱动的齿轮齿条副;直线导轨19沿水平方向设置,其两端分别延伸至托臂7和滚塑机本体3处,滚塑机本体3通过滑块20与直线导轨19滑动配合,直线导轨6一侧平行设置齿条,滚塑机本体3底部安装有驱动电机d,该驱动电机d的输出轴上安装与齿条啮合的齿轮d,能够自动使炉门4、托臂7、托臂7上的模具与滚塑机本体3结合,塑胶球模具进炉与滚塑机合炉同步进行。
48.工作原理:模具到位:驱动电机a驱动旋转台旋转,使托臂输送模具进入滚塑工位;
49.滚塑:首先合门,驱动电机d驱动滚塑机本体向滚塑工位靠近,并与滚塑工位的炉门实现密封;然后滚塑,当滚塑机本体与炉门密封后,驱动电机b驱动托臂纵横向的滚动旋转,带动模具在滚塑机本体内实现滚塑工艺;在滚塑工艺进行的同时,另一组模具可在冷却工位进行冷却,使得滚塑工艺与冷却工艺同时进行;当滚塑工位的模具滚塑完成后,通过旋转台再将模具输送至冷却工位进行冷却,而在冷却工位的另一组模具被移送至下一工序。
50.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点;本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
