1.本发明涉及热塑材料技术领域,具体来说,涉及一种柔性热塑预浸料、制备方法及其应用。
背景技术:
2.热塑复合材料(fiber reinforced thermoplastics,frtp)由于其低孔隙率、加工周期短、低吸水性、高抗损伤性和韧性、可室温下储存等优点使得越来越多地使用于船舶、航空航天、石油管道等工业领域。热塑织物复合材料由高性能纤维织物和热塑性树脂复合而成,可分为短纤维增强和连续纤维增强两大类。其中使用高性能纤维编织的织物预浸料可用于非常大的连续结构,例如飞机尾部升降机、襟翼和前缘等。
3.cn113370441a公开了一种碳纤维金属层板热冲压成形方法,主要包括:预热cfrp树脂层至树脂软化温度;将金属板与预热完成的cfrp树脂层铺层形成预成形件;对所述预成形件的外层加热,同时给所述预成形件内的cfrp树脂层通电,以使所述金属板在外部加热和cfrp树脂层导热的双重加热条件下达到成形温度;将达到成形温度的预成形件冲压成形。该发明为金属层合板成型工艺,无法用于柔性热塑预浸料的生产。
4.目前,利用热塑织物预浸料成型异型结构件的方式以冲压成型为主,即将片状热塑织物预浸料裁切成胚料,然后在加热器内将胚料加热软化,装入模内,快速合模加压,冷却脱模。冲压成型工艺对设备、加工条件要求较高,且由于传统的热塑织物预浸料为具有一定硬度的片材,在成型小尺寸、多造型、高纵深的零件时存在诸多困难。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种柔性热塑预浸料及其制备方法,该柔性热塑预浸材料具有柔软、延展性高,加工可塑性强,满足了异型结构件制造的要求。
6.为了实现上述目的,本发明采用以下技术方案:
7.一种柔性热塑预浸料的制备方法,包括以下步骤:
8.s1、将纤维织物预热,得到高温纤维织物;
9.s2、将热塑性树脂均匀铺洒在步骤s1得到的高温纤维织物的表面熔化凝结,即为所述柔性热塑预浸料。
10.优选地,步骤s1中所述纤维织物为碳纤维cf、玻璃纤维gf和芳纶纤维af、超高分子量聚乙烯uhmwpe中的至少一种。
11.优选地,步骤s1中所述预热的温度t=t0 δt;
12.其中,t0为热塑性树脂的溶点,δt为常数,10-20℃。
13.优选地,步骤s2中所述热塑性树脂包括但不限于pe、pp、pa6、pa66、pc、pps、peek、pekk中的至少一种。
14.进一步优选地,所述热塑性树脂的粒径为0.25-1.5mm。
15.优选地,步骤s2中所述热塑性树脂和纤维织物的质量比为45-50:50-55。
16.优选地,步骤s1中所述纤维织物在预热前,还包括根据胚料尺寸对纤维纺织进行裁剪。
17.优选地,步骤s1中所述高温纤维织物,还包括以下步骤:向高温纤维织物表面均匀喷涂聚氨酯树脂。
18.进一步优选地,所述聚氨酯树脂的用量为热塑性树脂质量的1.2-2.4%。
19.本发明还提供了一种上述的制备方法制备的柔性热塑预浸料。
20.优选地,所述柔性热塑预浸料的延伸率为68-79%。
21.本发明还提供了上述的制备方法制备的柔性热塑预浸料在制备热塑复合材料中的应用。
22.本发明的有益效果为:
23.本发明的柔性热塑预浸料具有柔性,延展性高,浸润性好,加工可塑性大,成本低,可适用于各种尺寸及形状制品,适用范围广。
具体实施方式
24.以下实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。对所公开的实施例的下述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例中,而是可以应用于符合与本文所公开的原理和新颖特点相一致的更宽的范围。虽然在本发明的实施或测试中可以使用与本发明中所述相似或等价的任何方法和材料,本文在此处列举优选的方法和材料。
25.除非另外定义,本文中使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同意义。
26.基础实施例柔性热塑预浸料及其制备方法
27.所述柔性热塑预浸料的制备方法,包括以下步骤:
28.s1、根据胚料尺寸对纤维纺织进行裁剪,将裁剪后的纤维织物预热,得到高温纤维织物;
29.具体地,所述纤维织物为碳纤维、玻璃纤维、芳纶纤维和超高分子量聚乙烯中的至少一种;所述预热的温度t=t0 δt;其中,t0为热塑性树脂的溶点,δt为常数,10-20℃;
30.还包括向高温纤维织物表面均匀喷涂聚氨酯树脂,所述聚氨酯树脂的用量为热塑性树脂质量的1.2-2.4%。
31.s2、将粒径为0.25-1.5mm的热塑性树脂均匀铺洒在步骤s1得到的高温纤维织物的表面熔化凝结,即为所述柔性热塑预浸料;
32.具体地,所述热塑性树脂包括为pe(250℃)、pp(230℃)、pa6(230-280℃)、pa66(260-300℃)、pc(230-280℃)、pps(300-330℃)、peek(360-380℃)和pekk(310-360℃)中的至少一种;
33.所述热塑性树脂和纤维织物的质量比为45-50:50-55。
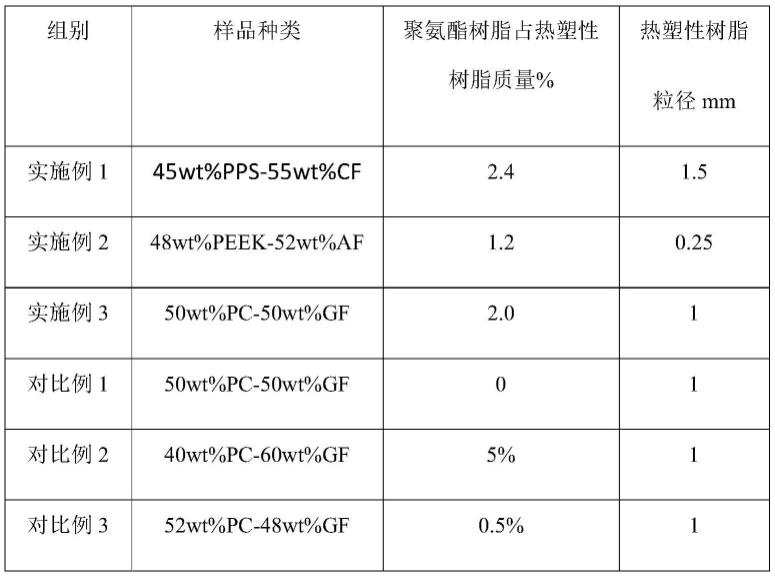
34.实施例1-3及对比例1-3制备的柔性热塑预浸料的工艺参数如表1所示。
35.表1实施例1-3及对比例1-3制备的柔性热塑预浸料的工艺参数
[0036][0037]
本发明提供的柔性热塑预浸料与传统工艺所用的热塑性预浸料相比,具有良好的延展性和柔韧性,可适用于各种尺寸及形状制品,用相同规格织物(同经纬密及线密度)分别用传统工艺和本发明所述工艺制备热塑织物预浸料,并分别裁切长10cm、宽3cm的矩形样条,用拉力试验机夹持样品进行直线拉伸试验,直至样品拉伸至断裂,测试试验后的样品的长度l1cm,计算试验前后长度变化值(l1-l0)cm,计算延伸率:(l1-l0)/l0*100%。
[0038]
结果如表2所示。
[0039]
表2本发明柔性热塑预浸料与传统工艺所用的热塑性预浸料的对比
[0040][0041]
以上是结合具体实施例对本发明进一步的描述,但这些实施例仅仅是范例性的,并不对本发明的范围构成任何限制。本领域技术人员应该理解的是,在不偏离本发明的精神和范围下可以对本发明技术方案的细节和形式进行修改或替换,但这些修改和替换均落入本发明的保护范围内。
技术特征:
1.一种柔性热塑预浸料的制备方法,其特征在于,包括以下步骤:s1、将纤维织物预热,得到高温纤维织物;s2、将热塑性树脂均匀铺洒在步骤s1得到的高温纤维织物的表面熔化凝结,即为所述柔性热塑预浸料。2.根据权利要求1所述的制备方法,其特征在于,步骤s1中所述纤维织物为碳纤维、玻璃纤维、芳纶纤维和超高分子量聚乙烯中的至少一种。3.根据权利要求1所述的制备方法,其特征在于,步骤s1中所述预热的温度t=t0 δt;其中,t0为热塑性树脂的溶点,δt为常数,10-20℃。4.根据权利要求1所述的制备方法,其特征在于,步骤s2中所述热塑性树脂包括为pe、pp、pa6、pa66、pc、pps、peek和pekk中的至少一种。5.根据权利要求4所述的制备方法,其特征在于,所述热塑性树脂的粒径为0.25-1.5mm。6.根据权利要求2所述的制备方法,其特征在于,步骤s2中所述热塑性树脂和纤维织物的质量比为45-50:50-55。7.根据权利要求1所述的制备方法,其特征在于,步骤s1中所述纤维织物在预热前,包括根据胚料尺寸对纤维纺织进行裁剪。8.根据权利要求1所述的制备方法,其特征在于,步骤s1中所述高温纤维织物,还包括以下步骤:向高温纤维织物表面均匀喷涂聚氨酯树脂。9.一种权利要求1-8任一项所述的制备方法制备的柔性热塑预浸料。10.权利要求1-8任一项所述的制备方法制备的柔性热塑预浸料在制备热塑复合材料中的应用。
技术总结
一种柔性热塑预浸料、制备方法及其应用,所述柔性热塑预浸料的制备方法,包括以下步骤:S1、将纤维织物预热,得到高温纤维织物;S2、将热塑性树脂均匀铺洒在步骤S1得到的高温纤维织物的表面熔化凝结,即为所述柔性热塑预浸料。本发明还提供了上述制备方法制备的柔性热塑预浸料及其在制备热塑复合材料中的应用。相比现有技术,本发明的柔性热塑预浸料具有柔性,延展性高,浸润性好,加工可塑性大,成本低,可适用于各种尺寸及形状制品,适用范围广。适用范围广。
技术研发人员:李煜炜 刘兴拴 陈斌
受保护的技术使用者:苏州挪恩复合材料有限公司
技术研发日:2022.08.24
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。