1.本技术涉及锂电池技术领域,尤其涉及一种锂电池卷绕装置及其控制方法。
背景技术:
2.锂电池的卷绕工艺通常是正极-隔膜-负极-隔膜组成的四层结构进行卷绕,而隔膜的延伸率(或者说伸缩性)比极片大,在起卷的时候,入卷加速度较大,隔膜要克服所有过辊的加速惯量力矩导致电芯内圈的隔膜张力较大,但是在卷绕完后,拔出卷针,内圈的隔膜的张力得到一定释放,就会引起内圈隔膜收缩,而极片的延伸率相对于隔膜小很多,内圈的极片相对于隔膜基本没有收缩,这就会导致内圈隔膜挤压极片形成内圈s型。
3.这种内圈s型如果比较严重,会引起电芯成型后内圈打皱,最终导致电芯容量不够或其它安全问题。因此,分析研究电芯内圈s型产生的原因及消除s型的控制方法,对提高电芯品质的一致性和安全性具有非常重要的意义。
技术实现要素:
4.本技术提供一种锂电池卷绕装置及其方法,以解决电芯成型后内圈打皱的技术问题。本技术的技术方案如下:
5.根据本技术实施例的第一方面,提供一种锂电池卷绕装置,所述装置包括:放卷轴,用于释放放卷轴上的料带;卷针,用于对放卷轴释放的料带进行卷绕;料带入卷驱动辊,所述料带入卷驱动辊位于所述放卷轴和所述卷针之间,料带绕设在所述料带入卷驱动辊的表面;料带入卷驱动伺服电机,用于驱动所述料带入卷驱动辊以给定速度转动,其中,所述给定速度与所述卷针的实际转动速度相关联。
6.进一步地,所述料带入卷驱动辊与所述卷针相邻设置,当料带进行卷绕时,料带经过所述料带入卷驱动辊后,直接进入所述卷针进行卷绕。
7.进一步地,当所述料带入卷驱动辊的力矩小于力矩限幅幅值时,所述料带入卷驱动伺服电机用于驱动所述料带入卷驱动辊以给定速度转动。
8.进一步地,所述给定速度v=k*v1,其中,v1为所述卷针的实际转动速度,k为比例系数,0<k<1。
9.进一步地,当所述料带入卷驱动辊的力矩大于等于力矩限幅幅值时,所述料带入卷驱动伺服电机用于输出给定力矩,以使得所述料带入卷驱动辊的力矩小于力矩限幅幅值。
10.进一步地,当所述卷针处于匀速阶段时,所述力矩限幅幅值为
11.t
limit
=t
set
t
friction
12.其中,t
set
为与料带张力设定值对应的力矩,t
friction
为料带入卷驱动辊到放卷轴之间所有过辊的等效摩擦力矩。
13.进一步地,当所述卷针处于加速或减速阶段时,所述力矩限幅幅值为
14.t
limit
=t
set
t
friction
t
acc
15.其中,t
set
为与料带张力设定值对应的力矩,t
friction
为料带入卷驱动辊到放卷轴之间所有过辊的等效摩擦力矩,t
acc
为加速力矩补偿。
16.进一步地,所述装置还包括至少一个过辊,所述过辊位于所述放卷轴和所述卷针之间,料带绕设在所述过辊的表面。
17.进一步地,所述过辊包括摆杆浮动辊。
18.根据本技术实施例的第二方面,提供一种锂电池卷绕控制方法,用于如本技术实施例第一方面任一所述的锂电池卷绕装置,所述方法包括:监测所述料带入卷驱动辊的力矩;当所述料带入卷驱动辊的力矩小于力矩限幅幅值时,所述料带入卷驱动伺服电机驱动所述料带入卷驱动辊以给定速度转动;当所述料带入卷驱动辊的力矩大于等于力矩限幅幅值时,所述料带入卷驱动伺服电机输出给定力矩,以使得所述料带入卷驱动辊的力矩小于力矩限幅幅值。
19.本技术的实施例提供的技术方案至少带来以下有益效果:
20.在本技术实施例中,提供一种锂电池卷绕装置,所述装置包括:放卷轴,用于释放放卷轴上的料带;卷针,用于对放卷轴释放的料带进行卷绕;料带入卷驱动辊,所述料带入卷驱动辊位于所述放卷轴和所述卷针之间,料带绕设在所述料带入卷驱动辊的表面;料带入卷驱动伺服电机,用于驱动所述料带入卷驱动辊以给定速度转动,其中,所述给定速度与所述卷针的实际转动速度相关联。通过本技术实施例,可以通过料带入卷驱动辊来实现起卷及加速阶段张力与速度的调节补偿,进而实现料带入卷驱动辊与卷针之间隔膜张力的精确控制,从而消除电芯内圈s型。
21.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
22.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理,并不构成对本技术的不当限定。
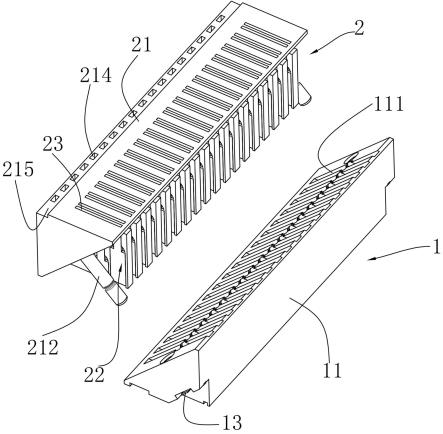
23.图1是本技术实施例提供的一种锂电池卷绕装置的结构示意图;
24.图2是本技术实施例提供的一种锂电池卷绕控制方法的流程示意图。
25.附图标记:
26.1-放卷轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-卷针
ꢀꢀꢀꢀꢀꢀꢀꢀ
3-料带入卷驱动辊
27.4-料带入卷驱动伺服电机
ꢀꢀꢀꢀ
5-摆杆浮动辊
具体实施方式
28.为了使本领域普通人员更好地理解本技术的技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚、完整地描述。
29.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面
相一致的装置和方法的例子。
30.锂电池的卷绕工艺通常是正极-隔膜-负极-隔膜组成的四层结构进行卷绕,而隔膜的延伸率(或者说伸缩性)比极片大,在起卷的时候,入卷加速度较大,隔膜要克服所有过辊的加速惯量力矩导致电芯内圈的隔膜张力较大,但是在卷绕完后,拔出卷针,内圈的隔膜的张力得到一定释放,就会引起内圈隔膜收缩,而极片的延伸率相对于隔膜小很多,内圈的极片相对于隔膜基本没有收缩,这就会导致内圈隔膜挤压极片形成内圈s型。
31.这种内圈s型如果比较严重,会引起电芯成型后内圈打皱,最终导致电芯容量不够或其它安全问题。
32.基于此,本技术实施例提供了一种锂电池卷绕装置,如图1所示,所述装置包括:放卷轴1,用于释放放卷轴1上的料带;卷针2,用于对放卷轴1释放的料带进行卷绕;料带入卷驱动辊3,所述料带入卷驱动辊3位于所述放卷轴1和所述卷针2之间,料带绕设在所述料带入卷驱动辊3的表面;料带入卷驱动伺服电机4,用于驱动所述料带入卷驱动辊3以给定速度转动,其中,所述给定速度与所述卷针2的实际转动速度相关联。
33.在本技术实施例中,如图1所示,所述料带入卷驱动辊3可以与所述卷针2相邻设置,当料带进行卷绕时,料带经过所述料带入卷驱动辊3后,直接进入所述卷针2进行卷绕。
34.在本技术实施例中,所述放卷轴1和所述料带入卷驱动辊3之间还可以包括至少一个过辊,所述过辊可以包括摆杆浮动辊5,如图1所示,所述放卷轴1后依次设置过辊、摆杆浮动辊5、过辊、过辊、料带入卷驱动辊3和卷针2,料带自所述放卷轴1释放,并依次绕设在过辊、摆杆浮动辊5、所述料带入卷驱动辊3、过辊和所述卷针2的表面。当所述卷针2开始卷料时,所述料带自所述放卷轴1释放,并依次经过所述过辊、所述料带入卷驱动辊3的表面,最终进入所述卷针2进行卷绕。
35.在本技术实施例中,通过在过辊和所述卷针2之间增加一个料带入卷驱动辊3,并由料带入卷驱动伺服电机4驱动,可以补偿所有过辊的等效摩擦力和惯量,从而保证所述料带入卷驱动辊3和所述卷针2之间的张力满足工艺要求。
36.在本技术实施例中,当所述料带入卷驱动辊3的力矩小于力矩限幅幅值时,所述料带入卷驱动伺服电机4用于驱动所述料带入卷驱动辊3以给定速度转动。
37.在本技术实施例中,可以将所述料带入卷驱动伺服电机4设置为速度控制模式,使之按给定速度输出。
38.在本技术实施例中,所述给定速度v=k*v1,其中,v1为所述卷针2的实际转动速度,k为比例系数,0<k<1。
39.在本技术实施例中,可以通过速度传感器测量出所述卷针2的实际转动速度,然后,可以基于上述给定速度的公式计算出所述给定速度,进而所述料带入卷驱动伺服电机4可以驱动所述料带入卷驱动辊3以所述给定速度转动。
40.在本技术实施例中,比例系数k略小于1,使得所述料带入卷驱动辊3与所述卷针2之间有微小的速度差,从而可以使得所述料带入卷驱动辊3与所述卷针2之间的料带如隔膜的张力满足工艺要求。
41.在本技术实施例中,当所述料带入卷驱动辊3的力矩大于等于力矩限幅幅值时,所述料带入卷驱动伺服电机4用于输出给定力矩,以使得所述料带入卷驱动辊3的力矩小于力矩限幅幅值。
42.在本技术实施例中,在所述料带入卷驱动辊3跟随所述卷针2的过程中,可以增加力矩限幅保护,从而可以保证所述料带入卷驱动辊3和所述卷针2之间隔膜张力始终满足预设工艺要求,不会出现较大的波动。
43.在本技术实施例中,所述力矩限幅幅值根据所述卷针2的运行状态而变化,当所述卷针2处于匀速阶段时,所述力矩限幅幅值为
44.t
limit
=t
set
t
friction
45.其中,t
set
为与料带张力设定值对应的力矩,t
friction
为料带入卷驱动辊3到放卷轴1之间所有过辊的等效摩擦力矩,也即,在所述卷针2处于匀速阶段时,所述力矩限幅幅值的大小为料带张力值对应的力矩与过辊等效摩擦力矩之和。
46.在本技术实施例中,当所述卷针2处于加速或减速阶段时,所述力矩限幅幅值为
47.t
limit
=t
set
t
friction
t
acc
48.其中,t
set
为与料带张力设定值对应的力矩,t
friction
为料带入卷驱动辊3到放卷轴1之间所有过辊的等效摩擦力矩,t
acc
为加速力矩补偿。
49.在本技术实施例中,加速力矩补偿与等效惯量和角加速度的大小有关,即,加速阶段的力矩限制还需要考虑加速力矩的影响。当处于减速阶段时,加速度为负值,加速力矩补偿的值也为负值,相当于力矩要减小;当处于加速阶段时,加速度为正值,加速力矩补偿的值也为正值,相当于力矩要增大。
50.在本技术实施例中,可以以速度环为主控环,力矩环为保护环,当速度环饱和,所述料带入卷驱动伺服电机4输出给定力矩,使得所述料带入卷驱动辊3的力矩小于力矩限幅幅值,从而可以起保护作用,可以防止速度计算错位等引起的飞车;而当所述料带入卷驱动辊3的力矩小于力矩限幅幅值时,速度环立刻退饱和,速度环起作用。
51.在本技术实施例中,所述料带可以是隔膜,也可以是其他具有一定延伸率的料带。
52.在本技术实施例中,所述锂电池卷绕装置不仅可以应用在所有的卷绕机设备上的隔膜张力控制场合,在其它需要追求张力控制稳定的场合同样适用。
53.在本技术实施例中,可以通过料带入卷驱动辊3来实现起卷及加速阶段张力与速度的调节补偿,进而实现料带入卷驱动辊3与卷针2之间隔膜张力的精确控制,从而消除电芯内圈s型,保证了电芯品质的一致性和安全性。
54.本技术实施例还提供了一种锂电池卷绕控制方法,用于本技术实施例任一所述的锂电池卷绕装置,如图2所示,所述方法可以包括:
55.s201:监测所述料带入卷驱动辊3的力矩;
56.s203:当所述料带入卷驱动辊3的力矩小于力矩限幅幅值时,所述料带入卷驱动伺服电机4驱动所述料带入卷驱动辊3以给定速度转动;
57.s205:当所述料带入卷驱动辊3的力矩大于等于力矩限幅幅值时,所述料带入卷驱动伺服电机4输出给定力矩,以使得所述料带入卷驱动辊3的力矩小于力矩限幅幅值。
58.在本技术实施例中,所述料带入卷驱动辊的力矩可以通过力矩传感器进行测量。
59.在本技术实施例中,当所述料带入卷驱动辊3的力矩小于力矩限幅幅值时,所述料带入卷驱动伺服电机4为速度控制模式。
60.当所述料带入卷驱动辊3的力矩大于等于力矩限幅幅值时,所述料带入卷驱动伺服电机4输出给定力矩,使得所述料带入卷驱动辊3的力矩小于力矩限幅幅值,从而可以起
保护作用,可以防止速度计算错位等引起的飞车。
61.关于执行本技术实施例中锂电池卷绕控制方法的锂电池卷绕控制装置的组成及其工作的具体方式已经在上述锂电池卷绕控制装置的实施例中进行了详细描述,此处将不做详细阐述说明。
62.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求指出。
63.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。