1.本发明属于焊接技术领域,涉及一种脉冲焊接的波形控制方法、系统以及焊接电源。
背景技术:
2.目前,市场上能够实现鱼鳞纹焊道的焊接方式主要包括直流双脉冲模式、脉冲 直流复合焊模式。其中,直流双脉冲模式普遍使用于平焊方式。
3.立向上焊的焊接方式包括直流短路过渡焊接方式以及脉冲 直流复合焊接方式等。其中,在利用上述几种焊接方式进行立向上焊时,主要存在如下问题:
4.1.采用直流焊接模式时,由于其处于小电流的溶滴短路过渡期间,飞溅量大,需要摆焊,熔池难于控制,熔池易流淌,焊道余高较高,易产生应力堆积,使焊缝不牢固等。
5.另外,从焊接操作来说,此种焊接模式对焊接人员的技能要求较高。
6.2.采用脉冲 直流复合焊接模式时,仍然存在直流期间时飞溅量大的问题。
7.另外,在此种复合焊接模式下,当脉冲和直流交替时,由于脉冲的热输入量较大,使得焊接整体的热输入量大,熔敷量不易控制,熔池易流淌,焊后需要清理焊渣。
技术实现要素:
8.本发明提出了一种脉冲焊接的波形控制方法,以解决焊时飞溅量大、熔敷量不易控制、立向上焊时熔池流淌、鱼鳞纹焊道余高较高以及焊后焊渣较多等技术问题。
9.本发明为了实现上述目的,采用如下技术方案:
10.一种脉冲焊接的波形控制方法,包括如下步骤:
11.步骤1.脉冲时段波形控制;
12.具体为:设定脉冲调节参数,实现一脉冲对应一溶滴的溶滴射流过渡;
13.在脉冲时段,保持恒定的第一送丝速度;
14.步骤2.熄弧时段波形控制;
15.熄弧时段依次包括断弧时段以及空载时段两个时段;
16.断弧时段的波形控制如下:
17.焊接电流、焊接电压以及送丝速度均为零;
18.空载时段的波形控制如下:
19.焊接电流为零,焊接电压为空载电压,在空载时段保持恒定的第二送丝速度;
20.定义单个脉冲时段的时间为t1,单个断弧时段和空载时段的时间分别为t2、t3;
21.则t1、t2以及t3组成一个波形控制周期t;
22.从焊接开始到焊接结束,脉冲时段和熄弧时段交替切换;其中,脉冲时段的波形通过上述步骤1控制实现,熄弧时段的波形通过上述步骤2控制实现。
23.此外,在上述脉冲焊接的波形控制方法的基础上,基于相同的发明构思,本发明还提出了一种脉冲焊接的波形控制系统,其采用如下技术方案:
24.一种脉冲焊接的波形控制系统,包括:
25.脉冲时段波形控制模块,用于实现脉冲时段的波形控制;
26.具体为:设定脉冲调节参数,实现一脉冲对应一溶滴的溶滴射流过渡;
27.在脉冲时段,保持恒定的第一送丝速度;
28.熄弧时段波形控制模块,用于实现熄弧时段的波形控制;
29.熄弧时段依次包括断弧时段以及空载时段两个时段;
30.断弧时段的波形控制如下:
31.焊接电流、焊接电压以及送丝速度均为零;
32.空载时段的波形控制如下:
33.焊接电流为零,焊接电压为空载电压,在空载时段保持恒定的第二送丝速度;
34.定义单个脉冲时段的时间为t1,单个断弧时段和空载时段的时间分别为t2、t3;
35.则t1、t2以及t3组成一个波形控制周期t;
36.从焊接开始到焊接结束,脉冲时段和熄弧时段交替切换;其中,脉冲时段的波形通过脉冲时段波形控制模块控制实现,熄弧时段的波形通过熄弧时段波形控制模块控制实现。
37.此外,在上述脉冲焊接的波形控制方法的基础上,基于相同的发明构思,本发明还提出了一种焊接电源,该焊接电源采用如下技术方案:
38.焊接电源包括存储器和一个或多个处理器,存储器中存储有可执行代码。当处理器执行上述可执行代码时,能够实现上面述及的脉冲焊接的波形控制方法。
39.本发明具有如下优点:
40.如上所述,本发明述及了一种脉冲焊接的波形控制方法,该方法在焊接过程中的波形控制,采用脉冲波形控制与熄弧波形控制交替切换的方式,使得焊时飞溅量小,熔敷量容易掌控,立向上焊时的熔池不易受重力影响流淌,获得的鱼鳞纹焊道平整,应力小,焊道牢固,焊后易清理,减少打磨工时。本发明波形控制方法可广泛应用于各种焊材、各方位的焊接。
附图说明
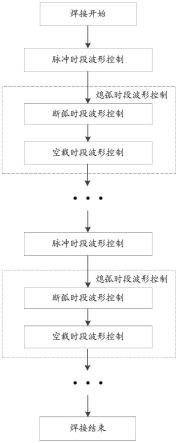
41.图1为本发明实施例中脉冲焊接的波形控制方法的流程图。
42.图2为本发明脉冲焊接的波形控制方法在一个周期内的焊接波形控制示意图。
43.图3为利用本发明脉冲焊接的波形控制方法进行立焊时的示意图。
44.图4为利用本发明脉冲焊接的波形控制方法进行平焊时的示意图。
45.图5为经过本发明脉冲焊接的波形控制方法形成的鱼鳞纹焊道及脉冲熄弧切换示意图。
具体实施方式
46.下面结合附图以及具体实施方式对本发明作进一步详细说明:
47.实施例1
48.本实施例1述及了一种脉冲焊接的波形控制方法,该方法是通过控制焊接电源输出的焊接电流、焊接电压以及送丝速度,来实现各个时段的波形控制。
49.如图1所示,本实施例中脉冲焊接的波形控制方法,包括如下步骤:
50.步骤1.脉冲时段波形控制。
51.脉冲期间主要提供能量输入,使得溶滴能够以一脉冲对应一溶滴的溶滴射流过渡到熔池中,从而完成焊丝填充,该脉冲时段的波形控制过程如下:
52.设定脉冲调节参数,实现一脉冲对应一溶滴的溶滴射流过渡。
53.其中,脉冲调节参数包括脉冲峰值电流i
p
、脉冲基值电流ib、脉冲峰值电压v1、脉冲基值电压v2、脉冲峰值时间、脉冲基值时间、脉冲上升时间、脉冲下降时间和脉冲占空比。
54.在脉冲时段,保持恒定的第一送丝速度s0。该第一送丝速度的大小与焊接电流的大小有关系,当焊接电流的值越大,则该第一送丝速度的值越大,相反,亦然。
55.脉冲时段的时序图如图2所示,图2中清晰的展示了脉冲期间焊接电流、焊接电压以及送丝速度情况,通过它们的配合,共同实现了脉冲时段的波形控制。
56.步骤2.熄弧时段波形控制。
57.熄弧期间不提供能量输入,此时电弧电流为零,电弧电压为空载电压,此过程不发生溶滴过渡。如图2所示,该熄弧时段依次包括断弧时段以及空载时段两个时段。
58.其中,断弧时段的波形控制具体如下:
59.焊接电流、焊接电压以及送丝速度均为零。
60.空载时段,具有空载电压和慢送丝速度,为下次脉冲期间的燃弧做准备。
61.空载时段的波形控制具体如下:
62.焊接电流为零,焊接电压为空载电压v0,在空载时段保持恒定的第二送丝速度s1。
63.其中,空载电压的大小是由中频逆变变压器决定的,一般设计为直流60~80v左右。
64.本实施例中第二送丝速度为慢送丝速度,其速度值恒定,且取值在0.3m/min-0.5m/min。
65.设定该第二送丝速度的目的在于:
66.由于断弧期间还有部分能量存在,因此会造成焊丝的回烧,致使焊丝的干身长变短,影响到下次起弧的流畅性。本发明通过设置第二送丝速度,能够维持焊丝的干身长相对稳定,进而保证了下次起弧的流畅性,从而确保了焊接的稳定性以及焊接质量。
67.定义单个脉冲时段的时间为t1,单个断弧时段和空载时段的时间分别为t2、t3。则t1、t2以及t3组成一个波形控制周期t,各时段的时间均可单独控制。
68.单个周期t内脉冲个数由脉冲占空比决定,占空比越大,则单个周期内的脉冲数量越多。
69.其中,脉冲占空比即脉冲时段的时间t1与波形控制周期t的比值。
70.从焊接开始到焊接结束,脉冲时段和熄弧时段交替切换;其中,脉冲时段的波形通过上述步骤1控制实现,熄弧时段的波形通过上述步骤2控制实现。
71.当焊枪由上一个起弧点向下一个起弧点移动过程中,进入熄弧时段进行波形控制。当焊枪由上一个起弧点移动到下一个起弧点后,重新进入脉冲时段进行波形控制。
72.如图3和图4分别示出了利用本发明波形控制方法立向上焊以及平角焊的示意图。由图3和图4能够看出,本发明通过控制脉冲时段(期间)的占空比,能获得清晰、平整的鱼鳞纹焊道,且由于能量输入较低,使得焊缝平整、焊缝质量较高。
73.本实施例中波形控制方法的大致工作原理如下:
74.通过本发明中波形控制方式进行焊接作业时,焊枪顺焊缝在一定的焊接速度下进行焊接,在脉冲期间形成熔池,在熄弧期间的断弧时段,电源没有输出,此时熔池凝固,形成焊道,空载时段,电源输出空载电压,并且伴随慢送丝速度状态下,再次燃弧,这样配合焊枪移动的周期循环,最终形成鱼鳞纹焊道。由于熄弧期间,熔池内部不填充金属焊丝,使得焊道最终成型时,焊道余高较小,焊道比起传统方式更为平整,如图5所示。
75.本发明适用于平焊以及立焊,特别适用于立向上焊,解决了焊丝填充量过多,熔池由于重力作用向下流淌等技术问题,可广泛应用于碳钢、不锈钢、铝等金属焊接领域。
76.实施例2
77.本实施例2述及了一种脉冲焊接的波形控制系统,该波形控制系统与上述实施例1中述及的脉冲焊接的波形控制方法,基于相同的发明构思实现。
78.该脉冲焊接的波形控制系统,包括脉冲时段波形控制模块和熄弧时段波形控制模块。
79.其中,脉冲时段波形控制模块,用于实现脉冲时段的波形控制。
80.脉冲时段的控制过程为:设定脉冲调节参数,实现一脉冲对应一溶滴的溶滴射流过渡。
81.在脉冲时段,保持恒定的第一送丝速度。
82.其中,熄弧时段波形控制模块,用于实现熄弧时段的波形控制。
83.熄弧时段依次包括断弧时段以及空载时段两个时段。
84.断弧时段的波形控制如下:焊接电流、焊接电压以及送丝速度均为零。
85.空载时段的波形控制如下:
86.焊接电流为零,焊接电压为空载电压,在空载时段保持恒定的第二送丝速度。
87.定义单个脉冲时段的时间为t1,单个断弧时段和空载时段的时间分别为t2、t3。
88.则t1、t2以及t3组成一个波形控制周期t。
89.从焊接开始到焊接结束,脉冲时段和熄弧时段交替切换;脉冲时段的波形通过脉冲时段波形控制模块控制实现,熄弧时段的波形通过熄弧时段波形控制模块控制实现。
90.需要说明的是,上述脉冲焊接的波形控制系统中,各个模块的功能和作用的实现过程具体详见上述方法中对应步骤的实现过程,在此不再赘述。
91.实施例3
92.本实施例3述及了一种焊接电源,该焊接电源与上述实施例1中述及的脉冲焊接的波形控制方法,也基于相同的发明构思实现。
93.该焊接电源包括存储器和一个或多个处理器,存储器中存储有可执行代码。当处理器执行上述可执行代码时,能够实现上面述及的脉冲焊接的波形控制方法。
94.本实施例3中的焊接电源为pwm控制的逆变焊接电源,通过对焊接电流、焊接电压、送丝速度进行pid反馈调节,从而实现设定的焊接波形。
95.焊接电源在焊接过程中,其波形控制过程如下:
96.焊枪开关打开后,首先进入脉冲波形控制期间,通过对脉冲调节参数的设定,实现一脉冲对应一溶滴的溶滴射流过渡,一个周期内的脉冲个数由脉冲占空比决定。
97.在脉冲波形控制期间,第一送丝速度恒定。
98.熄弧波形控制期间,包括断弧时段和空载时段,如图2所示。
99.其中,断弧时段时,焊接电源不输出能量,此时,电弧熄灭,送丝停止;空载时段时,具有空载电压和慢送丝速度,为下次脉冲期间的燃弧做准备。
100.在焊接过程中,脉冲时段和熄弧时段交替出现并分别进行相应的波形控制,以获得清晰、平整的鱼鳞纹焊道,且由于能量输入较低,使得焊缝平整、焊缝质量较高。
101.焊接结束时,焊枪开关off,焊接停止。
102.当然,以上说明仅仅为本发明的较佳实施例,本发明并不限于列举上述实施例,应当说明的是,任何熟悉本领域的技术人员在本说明书的教导下,所做出的所有等同替代、明显变形形式,均落在本说明书的实质范围之内,理应受到本发明的保护。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。