大r弯管成型监测系统及方法
技术领域
1.本发明属于弯管成型过程的数据监测技术领域,具体涉及大r弯管成型监测系统及方法。
背景技术:
2.能源安全是发展国民经济和保障国家安全的基础之一,核能作为一种清洁能源在国际上得到广泛使用,所以近些年国家一直在大力发展核电。大r空间三维多弯弯管目前在ap1000、cap1400、华龙一号等堆型上都有广泛使用,堆芯测量仪表格架组件就是其中一个非常重要的应用场景。堆芯测量仪表格架组件位于反应堆压力容器顶盖腔室,坐落在上支承板上。由格架支承组件、仪表导管、测量导管与导套管组件等部件及相关连接件组成。堆芯测量仪表格架组件的主要功能是为堆芯测量仪表组件提供通道,该通道从快拆组件下法兰开始至燃料组件顶部结束,中间穿过上支承柱。在首次安装、反应堆运行以及换料期间抽出和下插期间,导向通道为堆芯测量仪表组件提供保护和导向功能,防止堆芯测量仪表组件受水流影响而产生潜在的振动。这里所说的导向通道即为一种大r空间三维多弯导向弯管,其数量大,展开长度长、口径小、弯曲半径大,且均采用空间三维走向设计,由于运行工况复杂和热膨胀的影响,对于单根大r导向弯管的尺寸精度和大r导向弯管整体装配要求极高。由于大r空间三维多弯弯管具有展开长度长、口径小、弯曲半径大的特点,制造厂通常采用推弯弯管工艺进行弯制,受材料性能不同的影响,弯管过程中材料回弹不同,导致弯管成型精度无法保证,弯管后或多或少还需要进行整形,无形中增加了弯管制作周期。
3.弯管成型过程中的测量监控装置是保障弯管成型精度的核心环节,而现阶段使用的测量监控装置与推弯弯管机是分离式设置,测量监控装置的稳定性存在较大隐患;如果在推弯弯管机工作前,工作人员在设定测量监控装置时,设定位置存在人工误差,或者设定的测量监控方向存在人工误差,均有可能造成弯管成型精度受到影响;并且,如果在推弯弯管机工作过程中,相关工作人员因操作失误或者使用其他设备时,不小心碰撞到测量监控装置,也有可能造成弯管成型精度受到影响。
4.因此,现阶段需设计大r弯管成型监测系统、方法及存储介质,来解决以上问题。
技术实现要素:
5.本发明目的在于提供大r弯管成型监测系统、方法及存储介质,用于解决上述现有技术中存在的技术问题,在推弯弯管机工作前、或工作过程中,相关工作人员因操作失误可能造成弯管成型精度受到影响。
6.为实现上述目的,本发明的技术方案是:大r弯管成型监测系统,包括主控制装置、测量监控装置、位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置;所述主控制装置作为控制核心分别与所述测量监控装置、位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置连接;所述测量监控装置用于弯管弯制过程中测量弯轮位置、弯管中性区长度;
所述位置检测装置用于检测所述测量监控装置相对于推弯弯管机的实时位置,并判断所述实时位置与设定位置对比是否存在异常;所述监测方向检测装置用于检测所述测量监控装置相对于推弯弯管机的实时监测方向,并判断所述实时监测方向与设定监测方向对比是否存在异常;所述物体接近感应装置用于检测所述测量监控装置周边的设定距离内是否存在物体接近;所述振动检测装置用于检测所述测量监控装置是否产生振动。
7.进一步的,推弯弯管机工作前;所述主控制装置控制所述位置检测装置、监测方向检测装置开启,控制所述测量监控装置、物体接近感应装置、振动检测装置常闭;若所述位置检测装置判断所述实时位置与设定位置对比不存在异常、且所述监测方向检测装置判断所述实时监测方向与设定监测方向对比不存在异常;所述主控制装置控制推弯弯管机开始工作,且控制所述测量监控装置、物体接近感应装置开启,控制所述位置检测装置、监测方向检测装置关闭;若所述物体接近感应装置检测到所述测量监控装置周边的设定距离内存在物体接近,所述主控制装置控制所述振动检测装置开启;若所述振动检测装置检测到所述测量监控装置产生振动,所述主控制装置控制所述位置检测装置、监测方向检测装置再次开启。
8.进一步的,所述测量监控装置底部与支撑杆上端固定连接,所述支撑杆底端与支撑座上端固定连接,所述支撑座底端可拆卸固定设置在地面上。
9.进一步的,还包括振动类型判断装置,所述振动类型判断装置与所述主控制装置连接;所述振动类型判断装置用于判断所述测量监控装置产生的振动是否为连续性振动;所述主控制装置控制装置振动类型检测装置常闭;若所述振动检测装置检测到所述测量监控装置产生振动,所述主控制装置控制所述振动类型检测装置开启;若所述振动类型判断装置判断所述测量监控装置产生的振动为连续性振动,则所述主控制装置暂不控制所述位置检测装置、监测方向检测装置开启,否则,所述主控制装置控制所述位置检测装置、监测方向检测装置开启。
10.进一步的,所述测量监控装置底部与支撑杆上端可转动固定连接;所述大r弯管成型监测系统还包括监测方向调节装置,所述监测方向调节装置与所述主控制装置连接;所述监测方向调节装置用于调节所述测量监控装置的监测方向至设定监测方向。
11.进一步的,所述主控制装置控制所述监测方向调节装置常闭;若所述振动检测装置检测到所述测量监控装置产生振动、且所述位置检测装置判断所述实时位置与设定位置对比不存在异常、且所述监测方向检测装置判断所述实时监测方向与设定监测方向对比存在异常,则所述主控制装置控制所述监测方向调节装置开启。
12.大r弯管成型监测方法,采用如上述的大r弯管成型监测系统进行大r弯管成型监
测。
13.一种存储介质,所述存储介质上存储有计算机程序,所述计算机程序被运行时执行如上述的大r弯管成型监测方法。
14.与现有技术相比,本发明所具有的有益效果为:本方案其中一个有益效果在于,通过位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置之间的配合,可有效解决推弯弯管机工作前后可能存在的异常情况,确保大r弯管成型过程中测量监控装置的数据来源的可靠性,从而保障主控制装置无误差地控制推弯弯管机,从而最终成型的大r弯管的成型精度更可靠。
附图说明
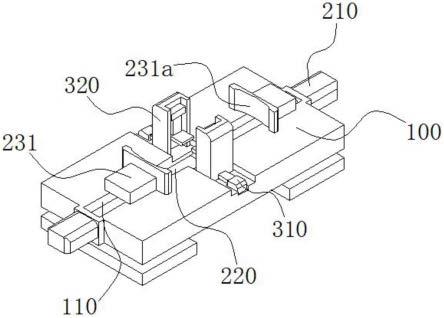
15.图1为本方案实施方式的测量监控装置与推弯弯管机分离式设置的示意图;图2为本方案实施方式的其中一种系统结构示意图;图3为本方案实施方式的弯管内、外弧及中性区的示意图。
具体实施方式
16.为了使本发明的目的,技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
17.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,术语“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
18.而且,术语“包括”,“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程,方法,物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程,方法,物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程,方法,物品或者设备中还存在另外的相同要素。
19.弯管成型过程中的测量监控装置是保障弯管成型精度的核心环节,而现阶段使用的方案中,测量监控装置与推弯弯管机是分离式设置(如图1所示:将推弯弯管机1连接电源并启动,包括与推弯弯管机1相连的第一弯轮301、第二弯轮302、第三弯轮303、测量监控装置4、主控制装置5;步骤二,主控制装置5运行推弯弯管机1进行推弯弯管成形作业;步骤三,测量监控装置4监控推弯弯管机弯制成形过程,实测量弯轮位置、监测弯管中性区长度,并实时生成弯轮位置及弯管中性区长度数据;步骤四,主控制装置5接受监控装置4的数据信号,根据所接收到的数据实时调整第一弯轮301、第二弯轮302、第三弯轮303位置参数;步骤五,推弯弯管机1接受主控制装置5生成的调整后的位置参数进行第一弯轮301、第二弯轮302、第三弯轮303的位置调整,实现大r推弯空间三维多弯弯管的精确成形。实时测量弯轮
位置、监测弯管中性区长度,并实时生成弯轮位置及弯管中性区长度数据,主控制装置接受测量监控装置的数据信号,根据所接收到的数据实时调整弯轮位置参数,推弯弯管机接受主控制装置生成的调整后的位置参数进行位置调整,实现大r推弯空间三维多弯弯管2的精确成形。),测量监控装置的稳定性存在较大隐患;如果在推弯弯管机工作前,工作人员在设定测量监控装置时,设定位置存在人工误差,或者设定的测量监控方向存在人工误差,均有可能造成弯管成型精度受到影响;并且,如果在推弯弯管机工作过程中,相关工作人员因操作失误或者使用其他设备时,不小心碰撞到测量监控装置,也有可能造成弯管成型精度受到影响。
20.如图2所示,提出一种大r弯管成型监测系统,包括主控制装置、测量监控装置、位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置;所述主控制装置作为控制核心分别与所述测量监控装置、位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置连接;所述测量监控装置用于弯管弯制过程中测量弯轮位置、弯管中性区长度(如图3所示);所述位置检测装置用于检测所述测量监控装置相对于推弯弯管机的实时位置,并判断所述实时位置与设定位置对比是否存在异常;所述监测方向检测装置用于检测所述测量监控装置相对于推弯弯管机的实时监测方向,并判断所述实时监测方向与设定监测方向对比是否存在异常;所述物体接近感应装置用于检测所述测量监控装置周边的设定距离内是否存在物体接近;所述振动检测装置用于检测所述测量监控装置是否产生振动。
21.进一步的,推弯弯管机工作前;所述主控制装置控制所述位置检测装置、监测方向检测装置开启,控制所述测量监控装置、物体接近感应装置、振动检测装置常闭;若所述位置检测装置判断所述实时位置与设定位置对比不存在异常、且所述监测方向检测装置判断所述实时监测方向与设定监测方向对比不存在异常;所述主控制装置控制推弯弯管机开始工作,且控制所述测量监控装置、物体接近感应装置开启,控制所述位置检测装置、监测方向检测装置关闭;若所述物体接近感应装置检测到所述测量监控装置周边的设定距离内存在物体接近,所述主控制装置控制所述振动检测装置开启;若所述振动检测装置检测到所述测量监控装置产生振动,所述主控制装置控制所述位置检测装置、监测方向检测装置再次开启。
22.上述方案中,通过位置检测装置、监测方向检测装置、物体接近感应装置、振动检测装置之间的配合,可有效解决推弯弯管机工作前后可能存在的异常情况,确保大r弯管成型过程中测量监控装置的数据来源的可靠性,从而保障主控制装置无误差地控制推弯弯管机(实时调整第一弯轮301、第二弯轮302、第三弯轮303位置参数等),从而最终成型的大r弯管的成型精度更可靠。
23.进一步的,所述测量监控装置底部与支撑杆上端固定连接,所述支撑杆底端与支撑座上端固定连接,所述支撑座底端可拆卸固定设置在地面上。
24.进一步的,还包括振动类型判断装置,所述振动类型判断装置与所述主控制装置连接;所述振动类型判断装置用于判断所述测量监控装置产生的振动是否为连续性振动;所述主控制装置控制装置振动类型检测装置常闭;若所述振动检测装置检测到所述测量监控装置产生振动,所述主控制装置控制所述振动类型检测装置开启;若所述振动类型判断装置判断所述测量监控装置产生的振动为连续性振动,则所述主控制装置暂不控制所述位置检测装置、监测方向检测装置开启,否则,所述主控制装置控制所述位置检测装置、监测方向检测装置开启。
25.上述方案中,如果测量监控装置产生的振动为连续性振动(如持续的弹性摇摆),则当振动检测装置检测到测量监控装置产生振动,主控制装置直接控制位置检测装置、监测方向检测装置再次开启,也会造成位置检测装置、监测方向检测装置的检测结果为异常,而当测量监控装置的连续性振动结束后,其实质上位置和监测方向均未异常。为避免上述情况,设计振动类型判断装置,配合振动检测装置可有效避免因测量监控装置持续的弹性摇摆而出现误判情况。
26.进一步的,所述测量监控装置底部与支撑杆上端可转动固定连接;所述大r弯管成型监测系统还包括监测方向调节装置,所述监测方向调节装置与所述主控制装置连接;所述监测方向调节装置用于调节所述测量监控装置的监测方向至设定监测方向。
27.进一步的,所述主控制装置控制所述监测方向调节装置常闭;若所述振动检测装置检测到所述测量监控装置产生振动、且所述位置检测装置判断所述实时位置与设定位置对比不存在异常、且所述监测方向检测装置判断所述实时监测方向与设定监测方向对比存在异常,则所述主控制装置控制所述监测方向调节装置开启。
28.上述方案中,为了尽量减少工作人员的人工干涉和使测量监控装置的排障自动化;设计监测方向调节装置来应对测量监控装置仅出现监测方向异常的情况,当测量监控装置发生异常碰撞后,其位置未发生变化,但其监测方向发生异常变化,则通过监测方向调节装置将其监测方向调节设定监测方向即可。
29.大r弯管成型监测方法,采用如上述的大r弯管成型监测系统进行大r弯管成型监测。
30.一种存储介质,所述存储介质上存储有计算机程序,所述计算机程序被运行时执行如上述的大r弯管成型监测方法。
31.以上是本发明的较佳实施例,凡依本发明技术方案所作的改变,所产生的功能作用未超出本发明技术方案的范围时,均属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。