1.本发明涉及三维打印技术,尤其是涉及一种结合激光清洗的三维打印方法,属于增材制造技术领域。
背景技术:
2.三维打印技术最早起源于美国。现在常见的主流三维打印技术,例如立体光固化成型法(stereo lithography apparatus,sla)、熔融沉积制造(fused deposition modeling,fdm)、选择性激光烧结(selecting laser sintering,sls)、三维粉末粘接(three dimensional printing and gluing,3dp),于20世纪八九十年代在美国和欧洲实现商业化。在以金属为打印原料的金属三维打印技术中,常见的有选择性激光熔化(selective laser melting,slm)、激光近成形(laser engineered net shaping,lens)、电子束熔化(electron beam melting,ebm)、金属丝电弧熔化成型(wire and arc additive manufacture,waam),都需要在三维成型过程中将固态的金属原料熔化,并且同时需要对打印体(打印体是由熔融原料在沉积后冷却形成)的正在沉积熔融金属原料的区域加热熔化,以使打印体与熔融原料之间通过熔融的方式结合在一起。这些常见的金属三维打印技术在三维成型过程中都需要保护气氛或者真空隔离空气,保护熔融原料和熔池等高温部位,以避免高温条件下生成的金属氧化物或金属氮化物影响三维成型及影响材料性能。例如,在打印钛合金时一般使用氩气或真空保护。隔离空气的方式有多种,例如:使用密闭的箱体将三维打印的成型环境包裹起来并在箱体内建立高纯度氩气氛围或者将箱体内空间抽成高真空环境,但这类使用箱体隔离的方式存在成型空间小(能打印的零件较小)、使用成本高等局限性;又如:不使用密闭的箱体,在开放的环境下打印,但在打印过程中需要往正在沉积熔融金属原料的区域喷射保护气体,保护气体将熔融金属原料和熔池周围区域内的空气排除或吹走,但这类喷射保护气体的方式也存在气体消耗量大的问题,尤其是在打印大型金属部件的时候消耗的气体量巨大、气体成本高昂,并且通过喷射保护气体的方式也无法彻底保护高温部位不被氧化,因为高温金属冷却至不发生氧化的温度是需要时间的,喷射保护气体的喷嘴始终跟随当前沉积熔融金属原料的区域的移动而移动,喷射的保护气体只能保护熔融金属原料和熔池,无法覆盖已经完成沉积的熔融金属原料但尚未冷却的区域,况且喷射保护气体这种方式是无法将熔融金属原料和熔池周围区域内的空气彻底排除掉的,只是将空气浓度降低到不导致显著氧化的程度并且浓度是不稳定的。通过喷射保护气体以在熔融金属原料和熔池周围区域内建立小型动态保护气氛,在金属丝电弧熔化成型和金属丝激光熔化成型等金属三维打印技术中常用,也在钨极惰性气体保护电弧焊(tungsten inert gas arc welding,tig)中使用,例如常见的氩弧焊。
3.因此,如何克服上述采用箱体隔离空气的方式和采用喷射保护气体的方式进行三维打印存在的缺陷,是目前三维打印技术领域亟待解决的技术问题。
技术实现要素:
4.发明人经过实践发现:在三维打印过程中,如果将熔融金属原料的即将与熔池发生融合的表层清除,以及将熔池的即将与熔融金属原料融合的表层清除,是可以在不使用任何保护气体的前提下直接在大气环境中打印出较高强度金属零件的。发明人进一步研究发现,采用激光清洗技术能够可靠且有效地将熔融金属原料的即将与熔池发生融合的表层清除,也能够可靠且有效地将熔池的即将与熔融金属原料融合的表层清除。所述的激光清洗(laser ablation)也叫激光烧蚀或光烧蚀,是通过用激光束照射以将固体(或有时为液体)表面材料去除的过程,表面材料被所吸收的激光能量加热并蒸发或升华。
5.为此,本发明的目的在于提供一种可以在开放的大气环境中并且可以不使用保护气体的三维打印方法,尤其是一种金属三维打印方法。
6.为了实现上述的发明目的,本发明采用的技术方案是:一种结合激光清洗的三维打印方法,其主要过程为:加热能量将固态原料熔化获得熔融原料,熔融原料被放置到三维打印设备所使用的成型区,熔融原料在成型区沉积并冷却后转变为打印体,新生成的熔融原料在打印体的基础上沉积、直至所要打印的物体成型;其中:在沉积熔融原料的过程中,熔融原料所被放置的位置由所要打印的物体的形状和结构决定;所述的三维打印设备所使用的成型区,是指三维打印设备在打印物体时所使用的空间;
7.其特征在于:
8.在熔融原料沉积的过程中,使用激光束对打印体表面和/或正在沉积的熔融原料进行激光清洗,通过激光清洗将打印体表面的表层和/或正在沉积的熔融原料的表层清除。
9.(说明:将固态原料熔化获得熔融原料的加热能量的可选类型多种,其加热方式为激光加热、电子束加热、电弧加热、等离子束加热、电阻加热、电磁感应加热、微波加热、化学燃烧发热、机械摩擦发热这些加热方式当中的一种或者至少两种的组合;本发明并不限定将固态原料熔化获得熔融原料的加热能量的类型。)
10.可选地:
11.利用激光束对打印体表面与正在沉积的熔融原料之间的交界处进行激光加热,以对该交界处激光清洗。
12.可选地:
13.利用激光束对打印体表面与正在沉积的熔融原料之间的在熔融原料沉积方向上的交界处进行激光加热,以对该交界处激光清洗。
14.可选地:
15.利用激光束对打印体表面上的熔池进行激光清洗,所述的熔池是打印体表面上被加热熔化形成的用于沉积熔融原料的液化区;
16.所述熔池在所述的激光清洗之前已在打印体的表面上形成,或者,所述熔池在所述的激光清洗的同时在打印体的表面上形成(例如:采用高功率密度连续激光进行激光清洗,在激光清洗时同时在打印体表面上产生的熔池,也就是激光清洗与熔池的产生是同步发生的)。
17.可选地:
18.利用激光束对打印体表面上的熔池与正在沉积的熔融原料之间的交界处进行激光加热,以对该交界处激光清洗。(说明:这里“打印体表面上的熔池”可以是在激光清洗之
前就已经产生的熔池,也可以是采用连续激光进行激光清洗时同时在打印体表面上产生的熔池,也就是激光清洗与熔池的产生是同步发生的。)
19.可选地:
20.利用激光束对打印体表面上的熔池与正在沉积的熔融原料之间的在熔融原料沉积方向上的交界处进行激光清洗。(说明:这里“打印体表面上的熔池”可以是在激光清洗之前就已经产生的熔池,也可以是采用连续激光进行激光清洗时同时在打印体表面上产生的熔池,也就是激光清洗与熔池的产生是同步发生的。)。
21.可选地:
22.所述的熔池由激光加热、或者电弧加热、或者电磁感应加热、或者电子束加热、或者等离子束加热、或者机械摩擦加热、或者电阻加热打印体表面产生。
23.可选地:
24.所述的熔融原料由电阻加热、或者激光加热、或者电弧加热、或者电磁感应加热、或者电子束加热、或者等离子束加热、或者化学反应加热(例如燃烧生热)固态原料获得;
25.所述的熔融原料是固态原料在打印体表面上被熔化获得;或者所述的熔融原料是在加热设备内被熔化之后再输出到打印体表面(例如固态原料在微型熔炉内被熔化之后被喷射到打印体表面)。
26.可选地:
27.使用同一束激光对打印体加热产生所述的熔池和进行激光清洗(例如使用高功率密度连续激光进行激光清洗,能在激光清洗的同时,在清洗区的固体表面产生薄层熔池);
28.或者,当同时投射的激光束数量为两束或多于两束时,使用部分激光束对打印体加热产生熔池,使用部分激光束进行激光清洗(例如使用低功率密度连续激光加热打印体表面产生熔池,使用脉冲激光进行激光清洗);
29.或者,当同时投射的激光束数量为两束或多于两束时,使用部分激光束对打印体加热产生熔池和对固态原料进行加热产生熔融原料,使用部分激光束进行激光清洗。
30.可选地:
31.所述的激光清洗所使用的激光束采用扫描式照射以进行激光扫描加热,所述的激光束使用连续激光或脉冲激光;
32.或者,所述的激光清洗所使用的激光束采用非扫描式脉冲照射以进行激光脉冲加热,所述的激光束使用脉冲激光(脉冲激光具有峰值功率非常高(例如10万瓦级别)、脉冲宽度非常短(例如纳秒激光的脉宽为纳秒级、飞秒激光的脉宽达到飞秒级)、但平均功率往往远小于峰值功率(例如平均功率不到400瓦级别)的特点,可以在极短时间内将物体的表层气化、而不伤及表层以下的结构)。(说明:激光清洗时,表层气化的厚度受多因素影响,例如功率密度、光束停留时长、材料类型、激光波长、激光脉冲峰值功率等。)
33.可选地:
34.所述的激光清洗,使用连续激光或脉冲激光。采用连续激光时,由于连续激光的能量过高,热效应非常严重,例如会使固体金属表面产生重熔,即在烧蚀的同时也产生熔池(薄熔池),因此,连续激光适用于扫描式激光加热方式,从而避免过度加热打印体表层或熔融原料表层,当使用连续激光时,可以在进行激光清洗的同时产生熔池,熔池无需在激光清洗之前先形成;而采用脉冲激光时,脉冲激光仅会去除物体表面的薄层材料、但又不破坏物
体表面以下的结构(例如现有技术中:使用脉冲激光对文物进行清洗,去除文物表面的污染物,但又不伤及文物),因此,采用脉冲激光仅会去除被清洗目标的表层,而不会在打印体的表面产生“熔池”,采用此方式激光清洗时,熔池可以选择在激光清洗之前先形成,脉冲激光即适用于扫描式激光清洗方式又适用于非扫描式激光清洗方式。
35.可选地:
36.所述的激光清洗,所使用的激光光斑功率密度值可调,和/或,光斑面积大小可调。(说明:激光束功率密度值的高低以及激光的持续照射时长是决定被加热的区域是熔化还是气化、或者气化与熔化并存的关键因素)
37.可选地:
38.所述的熔融原料在沉积后及凝固前,激光束不对其加热。(说明:避免对刚沉积的熔融原料过度加热)
39.可选地:
40.所述的熔池通过激光扫描加热获得,所述的熔融原料通过在打印体与固态原料之间施加电流产生电阻加热作用将位于打印体表面上的固态原料加热熔化获得;产生熔池的激光束在加热打印体表面即将沉积熔融原料的区域以产生熔池的同时,还对正在沉积的熔融原料进行扫描加热;
41.或者,所述的熔池通过激光扫描加热获得,所述的熔融原料通过在打印体与固态原料之间施加电流产生电阻加热作用将位于打印体表面上的固态原料加热熔化获得;使用独立于(区别于)用来产生熔池的激光束的激光束对熔池和正在沉积的熔融原料进行扫描加热,以将熔池和正在沉积的熔融原料表面气化。
42.可选地:
43.对正在沉积的熔融原料及熔池施加磁场,磁场与流经正在沉积的熔融原料及熔池的电流发生作用而产生电磁力,电磁力对正在沉积的熔融原料与熔池产生搅拌或振动作用。
44.可选地:
45.用于激光清洗所使用的激光束通过激光束移动机构控制其对打印体表面与正在沉积的熔融原料之间的交界处进行扫描式加热;
46.所述的激光束移动机构是指能改变激光束投射位置的光学装置。(解释:例如可转动或可移动的反射镜,或者可转动或可移动的透镜,都具有移动激光束的功能)
47.可选地:
48.所述的激光束移动机构主要由可转动和/或可移动的反射镜构成,或者主要由可转动和/或可移动的透镜构成,或者主要由可转动和/或可移动的反射镜与可转动和/或可移动的透镜组合而成。
49.本发明通过在熔融原料沉积的过程中,使用激光束对打印体表面和/或正在沉积的熔融原料进行激光清洗,通过激光清洗将打印体表面的表层和/或正在沉积的熔融原料的表层清除,从而可以在不使用任何保护气体的前提下直接在大气环境中打印出较高强度的金属零件;最佳的方式是,使用激光束同时对打印体表面和正在沉积的熔融原料进行激光清洗,可以使得获得的金属零件质量更好。
50.利用激光束对打印体表面与正在沉积的熔融原料之间的交界处进行激光加热,以
对该交界处激光清洗,这样,在该交界处表面边被激光清洗的同时,该交界处边融合,可以对抗空气对正在沉积的熔融金属原料和打印体表面的氧化或氮化(即毒害作用),尤其是打印速率越高且激光清扫速率越快、正在沉积的熔融原料与打印体融合的速率越快,对抗氧化或氮化的效果越好。
51.本发明可以在不使用任何保护气体的前提下直接在大气环境中打印出高强度金属零件,例如钛合金、铝合金、钢铁、不锈钢等材料的零件,可以省去惰性气体(保护气体)的成本;由于可以在开放的大气环境中打印,可以打印大型金属部件,可以一体化制造传统技术难以制造的一体化高强度大型金属构件,具有重大社会价值,例如一体化制造核电站的大型高压容器、一体化制造飞机的钛合金龙骨;由于可以在开放的大气环境中打印,有利于降低三维打印设备的制造难度;由于可以在开放的大气环境中打印,具有灵活地与其它生产线整合的优点,有利于三维打印技术的普及,还具有良好的用户友好性。本发明的有益效果显著,具有实质性进步。
附图说明
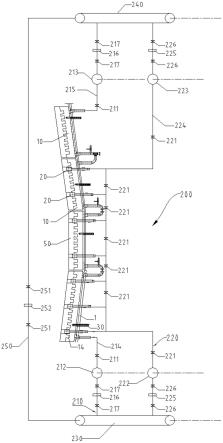
52.图1是三维示意图,用于说明本发明一种结合激光清洗的三维打印方法的第一个具体实施例;
53.图2至图7是二维示意图,用于说明本发明的第一个具体实施例的原理,图5是图4中的虚线框aa指示部位的放大图,其中的箭头d1和d2表示移动方向,箭头d1也是熔融原料的沉积方向,箭头d3和d4表示激光束扫描方向;
54.图8是三维示意图,用于说明本发明一种结合激光清洗的三维打印方法的第二个具体实施例;
55.图9是图8的仰视图;
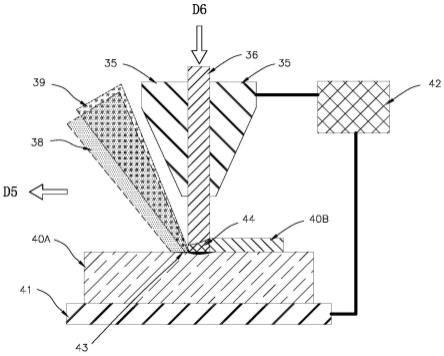
56.图10至图12是二维示意图,用于说明本发明的第二个具体实施例的原理,其中的箭头d5和d6表示移动方向,箭头d5也是熔融原料的沉积方向,箭头d7表示激光束扫描方向;
57.图13是二维示意图,用于说明本发明一种结合激光清洗的三维打印方法的第三个具体实施例,其中的箭头d8表示移动方向(也是熔融原料的沉积方向),箭头d9表示激光束扫描方向;
58.图14是二维示意图,用于说明本发明一种结合激光清洗的三维打印方法的第四个具体实施例,其中的箭头d10表示移动方向(也是熔融原料的沉积方向),箭头d11表示激光束扫描方向;
59.图15是二维示意图,用于说明本发明一种结合激光清洗的三维打印方法的第五个具体实施例,其中的箭头d12表示移动方向(也是熔融原料的沉积方向);
60.图16和图17是二维示意图,用于举例说明本发明的激光扫描区域的可选形态,其中的箭头d13是熔融原料的沉积方向;
61.其中的标号:
62.1-振镜一,2-振镜二,3-激光束一,4-激光束二,5-固态原料引导机构一,6-线状固态原料一,7-磁场发生装置一,8-基板一,9-电阻加热电源一,10-打印体一,10a-打印体一的先前成型体,10b-打印体一的当前成型层,11-熔池一,12-聚焦镜一,13-聚焦镜二,14-正在沉积熔融原料的区域,15-激光束一扫描的区域,16-激光束二扫描的区域,17-当前工作
激光束一,19-熔池二,20-正在沉积的熔融原料,21-刚完成沉积的熔融原料,22-当前激光扫描区与正在沉积的熔融原料的重叠区,23-当前激光扫描区;
63.30-激光束移动机构阵列二,31-激光束三,32-激光束四,33-激光束五,34-激光束六,35-固态原料引导机构二,36-线状固态原料二,37-磁场发生装置二;38-当前工作激光束二,39-当前工作激光束三,40a-打印体二的先前成型体,40b-打印体二的当前成型层,41-基板二,42-电阻加热电源二,43-熔池三,44-正在沉积的熔融原料二,45-激光熔化扫描区一,46-激光清洗扫描区一,47-激光清洗扫描区与正在沉积的熔融原料的重叠区;
64.48-正在沉积的熔融原料三,49-圆弧形光斑一,50-圆弧形光斑一与圆弧形光斑二的重叠区,51-圆弧形光斑二与正在沉积的熔融原料的重叠区;
65.60-正在沉积的熔融原料六,61-激光扫描区形态一,62-激光扫描区与正在沉积熔融原料的重叠区四,63-激光扫描区形态二,64-激光扫描区与正在沉积熔融原料的重叠区五;
66.68-正在沉积的熔融原料四,69-圆弧形光斑二,70-圆弧形光斑二与圆环形光斑一的重叠区,71-圆环形光斑一与正在沉积的熔融原料的重叠区,72-圆环形光斑一;
67.78-正在沉积的熔融原料五,79-圆环形光斑二,80-圆环形光斑二与圆环形光斑三的重叠区,81-圆环形光斑三与正在沉积的熔融原料的重叠区;
68.箭头d1-熔融原料的沉积方向一,箭头d2-固态原料的递进方向一,箭头d3-激光束一的扫描方向,箭头d4-激光束二的扫描方向,箭头d5-熔融原料的沉积方向二,箭头d6-固态原料的递进方向二,箭头d7-扫描方向二,箭头d8-熔融原料的沉积方向三,箭头d9-圆弧形光斑的可扫描方向一,箭头d10-熔融原料的沉积方向四,箭头d11-圆弧形光斑的可扫描方向二,箭头d12-熔融原料的沉积方向五,箭头d13-熔融原料的沉积方向六,箭头d101-原料沉积轨迹前进方向一,箭头d102-原料沉积轨迹前进方向二,箭头d103-原料沉积轨迹前进方向三。
具体实施方式
69.下面列举本发明的较佳具体实施例并结合附图对本发明进行详细描述。
70.在本发明的所有具体实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作。
71.如图1至图7所示的本发明一种结合激光清洗的三维打印方法的第一个具体实施例,一种结合激光清洗的三维打印方法,其主要过程为:加热能量将固态原料熔化获得熔融原料,熔融原料被放置到三维打印设备所使用的成型区(未在附图中示出),熔融原料在成型区沉积并冷却后转变为打印体,新生成的熔融原料在打印体的基础上沉积、直至所要打印的物体成型;其中:在沉积熔融原料的过程中,熔融原料所被放置的位置由所要打印的物体的形状和结构决定;所述的三维打印设备所使用的成型区,是指三维打印设备在打印物体时所使用的空间;
72.其关键之处在于:
73.在熔融原料沉积的过程中,使用激光束对打印体表面上的熔池(即熔池一11)和/或正在沉积的熔融原料(即正在沉积的熔融原料20)进行激光清洗,通过激光清洗将熔池的
表层和/或正在沉积的熔融原料的表层清除,促进沉积后的熔融原料与熔池融合;所述的熔池是打印体表面被加热熔化形成的液化区。所述熔池可以是在所述的激光清洗之前已在打印体的表面上形成,或者,所述熔池也可以是在所述的激光清洗的同时在打印体的表面上形成。为了使得打印体的质量更好,本实施例优选的是,使用激光束同时对打印体表面上的熔池和正在沉积的熔融原料进行激光清洗。
74.本实施例中,优选的,对正在沉积的熔融金属原料与熔池的位于熔融原料沉积路径(打印路径)上的交界处进行激光清洗,从而将该交界处的熔融金属原料的即将与熔池发生融合的表层、以及将熔池的即将与熔融金属原料融合的表层(包括氧化膜或氮化膜等有害物)都清除;在该交界处的表面边被激光清洗的同时,该交界处边融合,对抗空气对正在沉积的熔融金属原料和熔池的氧化或氮化等毒害作用。
75.本发明第一个具体实施例,所使用的三维打印设备的核心部分如图1和图2所示:设置有运动平台(未在附图中示出)、激光器(未在附图中示出)、光路、固态原料输送机构(未在附图中示出)、固态原料引导机构(即固态原料引导机构一5)、控制电路(未在附图中示出)、电源;其中:控制电路控制运动平台移动,运动平台的移动决定固态原料熔化之后形成的熔融原料在成型区内的沉积位置;控制电路控制固态原料输送机构将固态原料(即线状固态原料一6)经固态原料引导机构(即固态原料引导机构一5)往成型区移动,固态原料的前端在成型区内熔化形成熔融原料,熔融原料在成型区内沉积形成打印体(即打印体一10);控制电路控制激光器的工作状态,激光器产生的激光经光路形成激光束传输到成型区;激光器采用连续激光型光纤激光器(输出连续激光),中心波长1064nm;电源向所述三维打印系统的各用电组件提供电能;所述的成型区是指三维打印系统在打印零件时所使用的空间,零件在该空间内成型;激光束(即激光束一3,激光束二4)从所述的固态原料(即线状固态原料一6,采用ti-6al-4v(tc4)钛合金丝)的周围空间投射到打印体上。
76.所述的光路包含有激光束移动机构,激光束移动机构为能改变激光束投射位置的光学装置,激光束移动机构主要由可转动和/或可移动的反射镜构成,或者主要由可转动和/或可移动的透镜构成,或者主要由可转动和/或可移动的反射镜与可转动和/或可移动的透镜组合而成。本实施例的激光束移动机构包括振镜一1和振镜二2,振镜一1和振镜二2组成激光束移动机构阵列。其中,振镜一1和振镜二2是标准化的激光扫描装置,其内部使用可转动的反射镜,反射镜与电流计电机(也称为检流计电机)的轴连接,由电机控制反射镜的偏转角度,从而操控激光束的投射位置。
77.激光束移动机构控制激光束在打印体(即打印体一10)表面上的即将沉积熔融原料的区域(位于沉积路径/打印路径上、位于正在沉积的熔融原料前方)进行扫描加热,也即,本实施例的激光清洗采用连续激光扫描式照射以进行激光扫描加热。激光束在打印体表面的光斑的功率密度高于106w/cm2,扫描速率为6m/s,由于使用的激光类型为连续激光(非脉冲激光),连续激光的能量过高(相对于脉冲激光而言),热效应非常严重,会使固体金属表面产生重熔,因此可以在对打印体表面进行激光清洗的同时还产生薄层熔池(熔池的深度受到材料类型、散热条件、光斑功率密度、扫描速率等因素影响),本具体实施例正好利用了连续激光在作为激光清洗热源时可以产生熔池的这种特性,也即,本实施例激光束在进行激光清洗的同时在打印体的表面上形成熔池,激光束同时对熔池的表层和正在沉积的熔融原料的表层进行激光清洗。激光光斑功率密度高于时106w/cm2,产生显著气化作用,对
于材料去除加工,如打孔、切割、雕刻十分有利。激光光斑功率密度在104至106w/cm2之间时,熔池气化不显著,适用于热传导型激光焊接。
78.经所述的激光束移动机构投射的激光束的数量为两束(即激光束一3,激光束二4),每束激光束可被独立控制(例如激光强度、激光束投射的位置、激光束是否开启);在同一时刻内投射的激光束数量可控(例如一束,零束,或两束);所述的激光器数量为两台。实施时,可以使用同一束激光对打印体加热产生所述的熔池和进行激光清洗;当同时投射的激光束数量为两束或多于两束时,可以使用部分激光束对打印体加热产生熔池,使用部分激光束进行激光清洗;或者,当同时投射的激光束数量为两束或多于两束时,使用部分激光束对打印体加热产生熔池和对固态原料进行加热产生熔融原料,使用部分激光束进行激光清洗。
79.激光束在打印体表面上的正在沉积熔融原料的区域周边的扫描范围如图3所示:激光束一3、激光束二4分管正在沉积熔融原料的区域14周边各180
°
的区域,即:激光束一扫描的区域15和激光束二扫描的区域16;振镜一1移动激光束一3经聚焦镜一12聚焦,光斑以双向箭头d3所示方向在激光束一扫描的区域15内移动;振镜二2移动激光束二4经聚焦镜二13聚焦,光斑以双向箭头d4所示方向在激光束二扫描的区域16内移动。
80.在固态原料与打印体之间施加电流产生电阻加热作用,在电阻加热的作用下在固态原料与打印体之间产生熔融原料;电流由电阻加热电源一9产生,通过基板一8和固态原料引导机构一5接入线状固态原料一6和打印体一10。
81.如图2、图4和图5所示,激光束始终对打印体表面上的即将沉积熔融原料的区域进行扫描加热,不对刚完成沉积的熔融原料加热(以避免对刚完成沉积的熔融原料过度加热、造成流动性增加和加剧氧化等不利影响),确保扫描加热区始终位于沉积路径上且位于正在沉积的熔融原料的前方。由于线状固态原料一6始终以箭头d2(固态原料的递进方向一d2)所示方向递进,线状固态原料一6同时往箭头d1(熔融原料的沉积方向一d1)所示方向移动(例如移动速率50mm/s),电加热作用即时产生的熔融原料始终往箭头d1所示方向沉积,并且熔池冷却需要时间,当正在沉积的熔融原料快速移动到先前产生的熔池(即熔池一11)上方时,熔池仍保持熔融态。在电阻加热的作用下,位于正在沉积的熔融原料20正下方仍存在熔池(即熔池二19),该熔池既是对熔池一11的继承,也是叠加了电阻热。
82.如图5、图6和图7所示,激光束(当前工作激光束一17)在扫描清洗打印体表面上的即将沉积熔融原料的区域的同时,激光束的扫描范围(即当前激光扫描区23)始终覆盖正在沉积的熔融原料20的位于沉积路径前进方向(即箭头d1所示方向)一侧靠近熔池一11的部位(即当前激光扫描区与正在沉积的熔融原料的重叠区22),对该部位表面进行激光清洗,也就是激光清洗的范围包括了正在沉积的熔融原料与熔池的位于沉积路径(打印路径)前进方向上的交界处。由于熔融原料冷却固化需要时间,所以刚完成沉积的熔融原料21在较短时间内仍保持熔融态,凝固后形成打印体一的当前成型层10b。打印体一的当前成型层10b是基于打印体一的先前成型体10a基础上的。
83.激光束(当前工作激光束一17)对正在沉积的熔融金属原料与熔池的位于沉积路径(打印路径)上的交界处进行激光清洗,将熔融金属原料的即将与熔池发生融合的表层、以及将熔池的即将与熔融金属原料融合的表层都清除,也就是将即时生成的氧化膜或氮化膜即时清除;在该交界处表面边被清洗的同时,该交界处边融合,对抗空气对正在沉积的熔
融金属原料和熔池的氧化或氮化等作用。一旦熔融金属原料与熔池发生融合,熔融金属原料与熔池的相互接触的面就不再与空气接触,也就无法被空气氧化或氮化。由于正在沉积的熔融金属原料与熔池的位于沉积路径(打印路径)上的交界处被快速清洗,该交界处暴露在空气中的时间非常短,例如:假设正在沉积的熔融原料在成型平面上的投影的直径为1.0mm,激光清洗的扫描速率为6m/s,清洗部位在正在沉积的熔融原料位于沉积路径前进方向一侧,激光光斑直径为1.0mm,激光光斑的中心与正在沉积的熔融原料在成型平面上的投影的中心距为0.95mm(当前激光扫描区与正在沉积的熔融原料的重叠区22的宽度为0.05mm),激光清洗以直径为1.9mm的半圆为路径进行往复扫描,直径为1.9mm的半圆的弧长约2.98mm,那么大约每0.5ms(毫秒)清洗一次。对于常见金属材料在0.5ms如此短的时间内产生的氧化或者氮化作用是很微弱的。“熔化
‑‑
》激光清洗
‑‑
》融合”这样的过程周而复始进行着,直至暂停沉积熔融原料或打印结束。由于熔融原料本身就处于高温状态,叠加高功率密度激光能量,会使熔融原料温度瞬间急剧升高,并产生显著气化,因此当前激光扫描区与正在沉积的熔融原料的重叠区22面积必须尽可能地小,减小激光对熔融原料的作用范围。当前激光扫描区与正在沉积的熔融原料的重叠区22的面积可以通过多次实际测试获得,也可以认为是经验值。在打印当前层时,是基于之前成型好的那一层的表面进行打印的,对之前成型好的那一层的表面进行激光清洗。
84.在本实施例中,对正在沉积的熔融原料及熔池施加磁场,磁场与流经正在沉积的熔融原料及熔池的电流发生作用而产生电磁力,电磁力对正在沉积的熔融原料与熔池产生搅拌或振动作用。具体的,通过设置磁场发生装置(即磁场发生装置一7)产生静态磁场。磁场发生装置一7产生的气隙磁场作用于正在沉积的熔融原料20、熔池和刚完成沉积的熔融原料21及周边区域。流经正在沉积的熔融原料20、熔池和刚完成沉积的熔融原料21的电流为50khz交流电。交流电与磁场发生作用,在正在沉积的熔融原料20、熔池和刚完成沉积的熔融原料21等有交流电流过的区域内部产生超声波级别的强磁力震动,除了进一步促进正在沉积的熔融原料20与熔池的融合,还可以对这些区域内部的晶粒生长过程产生调制作用,枝晶受到强力剪切,获得细小晶粒、提升材料性能。
85.在本具体实施例中,产生熔池的加热能量为激光,产生熔融原料的加热能量为电阻热,两者互相独立。在其他实施两种,熔池也可以由电弧加热、或者电磁感应加热、或者电子束加热、或者等离子束加热、或者机械摩擦加热、或者电阻加热打印体表面产生;在其他实施两种,所述的熔融原料也可以由激光加热、或者电弧加热、或者电磁感应加热、或者电子束加热、或者等离子束加热、或者化学反应加热固态原料获得;
86.本实施例中,所述的熔融原料是固态原料在打印体表面上被熔化获得。当然,在其他实施例中,所述的熔融原料也可以是在加热设备内被熔化之后再输出到打印体表面。
87.本实施例中,所述的激光清洗,所使用的激光光斑功率密度值可调,和/或,光斑面积大小可调,从而使得对“激光清洗”的控制更灵活。
88.本实施例中,所述的熔融原料在沉积后及凝固前,激光束不对其加热。
89.本第一个具体实施例在打印金属零件的第一层时,也就是打印工件的第一层,在金属底板上打印,例如打印不锈钢零件的第一层是在一块不锈钢钢板或者能与不锈钢材料焊接的金属板上进行的。
90.现有的基于激光加热的三维打印技术中,有采用数量多于两束的激光束组合成不
连贯环形的复合光斑、且光斑与光斑之间的位置关系是固定的激光加热方式,具体是:线状固态原料(例如金属丝)居中并与打印体当前成型面垂直,使用多束激光从线状固态原料周围空间投射到打印体表面,线状固态原料的前端与多束激光在打印体表面相遇;多束激光在打印体表面的光斑以线状固态原料在打印体当前成型面上的投影为中心环绕在线状固态原料周围,光斑的一部分区域与线状固态原料前端接触,激光能量在打印体表面通过热传导方式在打印体上扩散并形成熔池;激光束在将打印体表面熔化形成熔池的同时,也通过热传导方式将线状固态原料前端加热熔化,即时生成的熔融原料与熔池即时融合;这种使用多束激光的现有技术有一些相关文献介绍,例如题为annular laser beam based direct metal deposition(doi:10.1016/j.procir.2018.08.099)的论文,又如题为“三光束光内送丝激光熔覆温度场仿真分析与工艺优化(doi:10.3788/cjl201946.1002004,作者:张吉平等,期刊《chinese journal of lasers》)”的论文。由于这种技术的激光的光斑与光斑之间的位置关系是固定的,因此其使用热传导方式加热,激光光斑功率密度与传统的热传导型激光焊接相同(现有的激光熔丝金属三维打印的成型基础在本质上就是激光焊接),光斑功率密度范围在104至106w/cm2之间,不能产生显著气化,否则对三维打印过程产生严重危害,例如:在光斑区域的热量传导至无光斑的区域之前,就已经产生显著或严重气化,导致在材料中产生大量微型孔洞,熔池和线状固态原料前端的液态金属严重飞溅破坏熔融原料的沉积以及沉积后的形态。这种技术使用较低的激光功率密度,无法实现“激光清洗”的功能,如果直接在空气中不使用保护气体进行打印,将导致打印失败或者零件质量低下。相比上述的现有技术,本发明第一个具体实施例,采用激光扫描加热的方式,扫描线速度高(例如6m/s甚至15m/s以上),可以将热量迅速分散在更大面积上,在发生严重气化之前激光光斑就已经移动到新的位置,可以不依赖“热传导”方式将热量扩散,能够使用高激光功率密度,在加热产生薄层熔池的同时,能够实现“激光清洗”的功能;并且,结合电阻加热方式产生熔融原料,就可以实现在空气中不使用保护气体进行金属三维打印。
91.如图8至图12所示的本发明一种结合激光清洗的三维打印方法的第二个具体实施例,所基于的三维打印设备与图1至图7所示的本发明第一个具体实施例使用的三维打印设备主要区别在于:激光束移动机构(即激光束移动机构阵列二30)采用4台三维振镜,使用4台连续激光型激光器,最多产生4束激光(即激光束三31、激光束四32、激光束五33和激光束六34),磁场发生装置二37由两对电磁体构成,磁场发生装置二37的气隙设置于固态原料引导机构二35的下端出口处,在磁场发生装置二37内通两相交流电,在固态原料引导机构二35的出口下端和线状固态原料二26前端的周围空间产生以线状固态原料二36为旋转轴心的旋转磁场,磁场旋转频率500hz,在线状固态原料二36与打印体(未在附图中示出)之间施加直流电。现有技术中的振镜分为二维振镜和三维振镜:二维振镜的光学部件为两面可转动的反射镜组成,两面反射镜分别控制光束在平面内的x轴、y轴方向上移动;三维振镜就是在二维振镜的基础上加一组电动调焦镜头,电动调焦镜头控制光束聚焦点在z轴方向上的位置,从而实现焦点在xyz三轴表示的三维空间内的位置。
92.在本发明一种结合激光清洗的三维打印方法的第二个具体实施例中,在同一时间内使用至少两束激光(即当前工作激光束二38和当前工作激光束三39)。当前工作激光束二38在打印体表面的光斑功率密度在104至106w/cm2之间,当前工作激光束二38用于加热打印体表面的即将沉积熔融原料的区域以产生熔池。当前工作激光束三39在打印体表面的光斑
面积显著小于当前工作激光束二38在打印体表面的光斑面积(如图11所示),功率密度为106w/cm2。当前工作激光束二38和当前工作激光束三39都以双向箭头d7(扫描方向二d7)所示方向往复扫描,如图12所示,始终在箭头d5(熔融原料的沉积方向二d5)所示的熔融原料沉积路径上的正在沉积的熔融原料二44的前方形成激光熔化扫描区一45、激光清洗扫描区一46。当前工作激光束二38的扫描区与当前工作激光束三39的扫描区的交集就是激光清洗扫描区一46,在激光清洗扫描区一46上叠加了当前工作激光束三39的能量和当前工作激光束二38的部分能量,激光清洗扫描区一46的功率密度大于106w/cm2。当前工作激光束三39的扫描区与正在沉积的熔融原料二44的位于熔融原料沉积路径前方(即熔融原料的沉积方向二d5所示方向)的一侧存在重叠区(即激光清洗扫描区与正在沉积的熔融原料的重叠区47)。由于正在沉积的熔融原料二44已经处于熔融状态,激光清洗扫描区与正在沉积的熔融原料的重叠区47内的能量功率密度也大于106w/cm2。
93.如图10所示,电阻加热所需的直流电由电阻加热电源二42通过固态原料引导机构二35和基板二41接入;线状固态原料二36以箭头d6(固态原料的递进方向二d6)所示方向往打印体二的先前成型体40a表面递进,由于线状固态原料二36与打印体二的先前成型体40a之间的界面电阻在整个电阻加热电路中是最大的(电阻加热电路主要由电阻加热电源二42、固态原料引导机构二35、线状固态原料二36、打印体二的先前成型体40a、基板二41串联组成),导致线状固态原料二36的前端与打印体二的先前成型体40a表面(熔池)之间的交界处是熔融原料的发生点;熔融原料完成沉积并凝固后形成打印体二的当前成型层40b。
94.磁场发生装置二37产生的旋转磁场与直流电发生相互作用,在熔池三43、正在沉积的熔融原料二44、刚完成沉积的熔融原料等区域产生磁力搅拌作用,不仅促进正在沉积的熔融原料二44与熔池三43的融合,还对尚未固化的区域内部的晶粒产生调制作用。
95.如图13所示的本发明一种结合激光清洗的三维打印方法的第三个具体实施例,激光束投射在打印体表面的光斑是圆弧形,包括圆弧形光斑一49和圆弧形光斑二;圆弧形光斑一49由连续激光投射产生,圆弧形光斑一49用于加热打印体产生熔池;圆弧形光斑二由脉冲激光产生,激光脉冲宽度100ns,用于产生“激光清洗”作用,在圆弧形光斑一与圆弧形光斑二的重叠区50以及圆弧形光斑二与正在沉积的熔融原料的重叠区51产生“激光清洗”作用;圆弧形光斑与正在沉积的熔融原料三48整体以箭头d8(熔融原料的沉积方向三d8)所示的熔融原料沉积方向移动;圆弧形光斑一49和圆弧形光斑二可以以双向箭头d9(圆弧形光斑的可扫描方向一d9)所示的方向旋转,进行扫描加热。当然,本实施例的圆弧形光斑二也可以是非扫描式照射。
96.如图14所示的本发明一种结合激光清洗的三维打印方法的第四个具体实施例,使用圆弧形光斑(即圆弧形光斑二69)和圆环形光斑(即圆环形光斑一72);圆弧形光斑二69由连续激光投射产生,用于加热打印体产生熔池;圆环形光斑一72由脉冲激光产生,用于产生“激光清洗”作用,在圆弧形光斑二与圆环形光斑一的重叠区70以及圆环形光斑一与正在沉积的熔融原料的重叠区71产生“激光清洗”作用;圆弧形光斑二69可以以双向箭头d11(圆弧形光斑的可扫描方向二d11)所示方向旋转,进行扫描加热;正在沉积的熔融原料四68、圆弧形光斑二69和圆环形光斑一72整体以箭头d10(熔融原料的沉积方向四d10)所示的熔融原料沉积方向移动。
97.如图15所示的本发明一种结合激光清洗的三维打印方法的第五个具体实施例,使
用两个圆环形光斑,即圆环形光斑二79和圆环形光斑三;圆环形光斑二79,由连续激光投射产生,用于加热打印体产生熔池;圆环形光斑三由脉冲激光产生,用于产生“激光清洗”作用,在圆环形光斑二与圆环形光斑三的重叠区80和圆环形光斑三与正在沉积的熔融原料的重叠区81产生“激光清洗”作用;圆环形光斑二79和圆环形光斑三是静态光斑,与正在沉积的熔融原料五78之间的相对位置固定不变;圆环形光斑二79、圆环形光斑三与正在沉积的熔融原料五78整体以箭头d12(熔融原料的沉积方向五d12)所示的熔融原料沉积方向移动。
98.本发明第一个和第二个具体实施例中的扫描式加热,扫描区域的形态是根据打印需要设定的,可选的形态众多,以图16和图17为例:
99.在图16中,箭头d13表示原料在工件表面上的沉积方向;激光扫描区形态一61整体呈三角形;激光扫描区形态一61与正在沉积的熔融原料六60存在重叠区(即激光扫描区与正在沉积熔融原料的重叠区四62)。
100.在图17中,扫描区沿着熔融原料在打印体表面上的沉积路径分布并且是与正在沉积的熔融原料六60相连但尚未沉积原料的区域(也就是即将沉积原料的区域)。原料沉积轨迹前进方向一d101、原料沉积轨迹前进方向二d102和原料沉积轨迹前进方向三d103表示三段原料沉积路径的前进矢量,这三段原料沉积路径的总长度可在激光扫描参数中设置。激光扫描区形态二63与正在沉积的熔融原料六60之间存在重叠区(即激光扫描区与正在沉积熔融原料的重叠区五64)。激光扫描区形态二63这种扫描形态可以提前预热即将沉积原料的区域,减小正在沉积原料的区域与工件(打印体)的其它区域之间的温度梯度,可抑制热裂纹产生,改善三维打印零件或者焊接零件的材料性能(主要是力学性能,例如金属零件的抗疲劳性能)。现有的金属三维打印技术,尤其是选择性激光熔化(selective laser melting,slm)和直接能量沉积(directed energy deposition,ded)(现有的基于激光加热的同轴送丝和旁轴送丝三维打印系统、基于电弧加热的旁轴送丝三维打印系统、基于激光加热的同轴送粉和旁轴送粉三维打印系统,也都属于ded技术),普遍存在零件抗疲劳性能不高问题,这也是制约现有金属三维打印技术在工业生产中应用的巨大障碍。
101.如图16和图17所示的扫描加热方式,激光在打印体表面扫描加热产生熔池的过程中,由于“扫描加热”方式能对熔池产生“搅拌”的效果,因此能对三维打印最终获得的零件的性能产生有益作用,例如减少微气孔。
102.需要说明的是,上述各个实施例中,均是采用激光束同时对熔池和正在沉积的熔融原料进行激光清洗,从而能够获得高质量的打印体,当然,采用激光束仅对熔池进行激光清洗或仅对正在沉积的熔融原料进行激光清洗也是可以的,只是这样获得的打印体质量较低,当对打印体质量要求不高时,可以采用后两者的方式进行打印。
103.以上所述,仅作为本发明的较佳具体实施例,不能以此限定本发明的实施范围,即依据本发明权利要求书及说明书内容所做的等效变换与修饰,皆仍属于本发明涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。