1.本公开涉及焊接技术领域,更具体地,涉及一种用于焊机的脉冲控制方法以及焊机。
背景技术:
2.随着焊接技术的发展,熔化极气保焊的技术越来越成熟,也越来越多地应用于实际焊接作业中。而脉冲焊接方式由于其容易操作且飞溅较小,在不同行业的焊接作业中得到了广泛的应用。在实际焊接中,由于焊接工况的差异,回路中母材线即接地线可能会比较长,如果布线不当或者受到施工现场的影响,可能会在回路产生较大电感,在焊接操作时很大一部分能量会消耗在回路中,造成电弧输出短能量不足,造成焊接不正常,形成较大的焊接缺陷。
技术实现要素:
3.针对上述技术问题,本公开的至少一个实施例提供了一种用于焊机的脉冲控制方法和焊机。
4.本公开的至少一个实施例提供了一种用于焊机的脉冲控制方法,包括:
5.确定焊接回路电感与焊接线路电感的差值是否大于第一阈值;以及
6.在所述焊接回路电感与所述焊接线路电感的差值大于第一阈值情况下,根据第一脉冲的能量有效值,调整所述第二脉冲,获得调整脉冲,其中,第一脉冲表示正常焊接状态下输出的标准脉冲,第二脉冲表示当前输出的脉冲。
7.在本公开的一个实施例中,确定所述焊接回路电感和焊接电路电感的差值是否大于第一阈值包括:
8.实时测量所述第二脉冲的上升时间;以及
9.在所述第二脉冲的上升时间相对于所述第一脉冲的上升时间的增加量超过了第二阈值的情况下,确定所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值。
10.在本公开的一个实施例中,确定所述焊接回路电感和焊接电路电感的差值是否大于第一阈值包括:
11.实时测量所述第二脉冲的峰值持续时间;以及
12.在所述第二脉冲的峰值持续时间和所述第一脉冲的峰值持续时间的差值超过了第三阈值的情况下,确定所述焊接回路电感与所述焊接线路电感的差值大于第一阈值。
13.在本公开的一个实施例中,确定焊接回路电感与焊接线路电感的差值是否大于第一阈值包括:
14.实时测量所述第二脉冲的下降时间;以及,
15.在所述第二脉冲的下降时间与所述第一脉冲的下降时间的差超过了第四阈值的情况下,确定所述焊接回路电感相对于所述焊接线路电感增大了第一阈值。
16.在本公开的一个实施例中,调整所述第一脉冲获得调整脉冲,以使调整脉冲的能
量有效值等于第二脉冲的能量有效值包括:
17.确定所述第一脉冲的第一能量有效值和所述第二脉冲的第二能量有效值;以及
18.根据所述第一能量有效值和所述第二能量有效值的偏差,调整所述第一脉冲的峰值电流、峰值持续时间以及基值电流中的至少一个,以使所述调整脉冲的能量有效值等于所述第二脉冲的能量有效值。
19.在本公开的一个实施例中,所述焊接方法还包括:根据外部输入的用于焊接的电压和电流确定第一脉冲的脉冲参数。
20.在本公开的一个实施例中,所述焊接方法还包括,根据焊接需求确定所述第一阈值。
21.在本公开的一个实施例中,所述焊接方法还包括,根据所述调整脉冲的脉冲参数,输出脉冲以进行焊接。
22.本公开的至少一个实施例提供了一种焊机,包括电源,还包括:
23.设置单元,配置为接收外部输入的焊接参数;
24.控制单元,配置为根据所述焊接参数确定第一脉冲的脉冲参数,所述第一脉冲表示对应于所述焊接参数的标准脉冲;以及
25.驱动单元,配置为根据所述第一脉冲的脉冲参数驱动所述电源输出第二脉冲;
26.其中,所述控制单元还配置为确定焊接回路电感与焊接线路电感的差值是否大于第一阈值,并在所述焊接回路电感与所述焊接线路电感的差值大于第一阈值的情况下根据所述第一脉冲的能量有效值,调整所述第二脉冲,获得调整脉冲。
27.在本公开的一个实施例中,所述焊机还包括:采样单元,所述采样单元配置为对所述电源输出的第二脉冲进行采样,确定所述第二脉冲的脉冲参数,并将所述第二脉冲的脉冲参数发送至所述控制单元。
28.在本公开的一个实施例中,所述采样单元对所述第二脉冲进行采样的参数包括上升时间、峰值电流持续时间以及下降时间。
29.在本公开的一个实施例中,所述控制单元对所述第二脉冲的脉冲参数和所述第一脉冲的脉冲参数进行比较,确定所述焊接回路电感与所述焊接线路电感的差值是否大于第一阈值。
30.在本公开的一个实施例中,所述控制单元对所述第二脉冲的脉冲参数和所述第一脉冲的脉冲参数进行比较,确定所述焊接回路电感与所述焊接线路电感的差值是否大于第一阈值包括:
31.在以下至少一种情况下,确定所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值:
32.所述第一脉冲的上升时间和所述第二脉冲的上升时间的差值大于第二阈值;
33.在所述第一脉冲的峰值持续时间和所述第二脉冲的峰值持续时间的差异大于第三阈值;以及
34.在所述第一脉冲的下降时间和所述第二脉冲的下降时间的差值大于第四阈值。
35.在本公开的一个实施例中,所述控制单元还配置为:在所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值的情况下,基于所述第一脉冲的有效能量值和所述第二脉冲的有效能量值的差,对所述第一脉冲的波形参数进行调整,生成调整脉冲。
36.在本公开的一个实施例中,所述第一脉冲的波形参数包括所述第一脉冲的基值电流、峰值电流以及峰值持续时间中的至少一个,所述调整脉冲的有效能量值等于所述第一脉冲的有效能量值。
37.在本公开的一个实施例中,所述控制单元将所述调整脉冲的脉冲参数发送至所述驱动单元,所述驱动单元根据所述调整脉冲的脉冲参数,驱动所述电源输出所述调整脉冲。
38.在本公开的一个实施例中,所述第一阈值是根据焊接要求确定的。
39.在根据本公开实施例的用于焊接的脉冲控制方法以及焊机中,通过确定当前输出脉冲的波形参数和标准脉冲的波形参数的差异,确定焊接回路中引入了较大的电感,进而,通过调整输出脉冲的有效能量值,减少了由于输出能量较弱导致的焊接缺陷,提高了焊接质量。
附图说明
40.图1示出了在正常焊接状态下根据内置专家数据的脉冲指令输出的脉冲波形。
41.图2示出了焊接回路电感对输出脉冲的脉冲参数的影响。
42.图3示出了根据本公开的一个实施例的用于焊机的脉冲控制方法的流程图。
43.图4示出了根据本公开的另一个实施例的用于焊机的脉冲控制方法的流程图。
44.图5示出了根据本公开的一个实施例的确定焊接回路电感和焊接电路电感的差值是否大于第一阈值的流程图。
45.图6示出了根据本公开的另一个实施例的确定焊接回路电感和焊接电路电感的差值是否大于第一阈值的流程图。
46.图7示出了根据本公开的又一个实施例的确定焊接回路电感和焊接电路电感的差值是否大于第一阈值的流程图。
47.图8示出了根据本公开的一个实施例的调整脉冲与第二脉冲的波形对比。
48.图9中示意地示出根据本公开的一个实施例的调整脉冲的波形图。
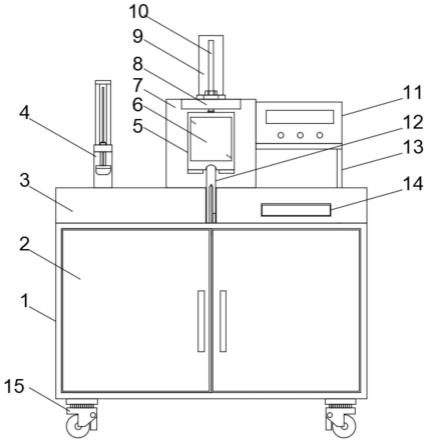
49.图10示出了根据本公开的一个实施例的焊机的结构示意图。
具体实施方式
50.下面通过附图和实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
51.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
52.此外,下面所描述的本技术不同实施方式中涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
53.焊接电源在出厂时,根据焊丝丝径保护气体的不同,会内置专家数据以保证良好的焊接效果。图1示出了在正常焊接状态下根据内置专家数据的脉冲指令输出的脉冲波形。脉冲波形中比较重要的参数包括时间参数、斜率参数和电流参数。如图1所示,时间参数包括脉冲上升时间t1、峰值持续时间t2和脉冲下降时间t3,斜率参数包括脉冲上升斜率isl1和脉冲下降斜率isl2,电流参数包括峰值电流和基值电流。正常输出的脉冲波形与标准脉冲
波形相同。
54.焊接电路指的是标准状态下的电流回路,其中设置有变压器、电感器等感性器件,焊接电路的线路参数具有电感,这个电感被称为线路电感。但在实际焊接过程中,由于焊接回路(指的是焊接电路、焊丝、母材、大地等形成的回路,即实际焊接时的电路回路)较长且焊接回路中会存在母材线弯曲、盘卷等,或者由于焊接回路布线不当等原因,焊接回路中的回路电感会比焊接电路的线路电感大。请注意,焊接电路指的是焊机内部的电路,焊接回路指的是焊机、焊丝、母材、大地等形成的回路。在焊接回路电感和焊接电路电感的差值较大时,在脉冲指令不变的情况下,实际输出脉冲的波形相对于标准脉冲波形会有较大的变化。
55.如图2所示,由于焊接回路电感的存在,脉冲上升斜率isl1和脉冲下降斜率isl2受到回路电感的影响而下降,导致脉冲上升时间t1和脉冲下降时间t3均变大。在脉冲时间不变的情况下,即,从脉冲基值电流向峰值电流上升开始到峰值电流下一次降为基值电流的时间(t
13
,t
13
=t1 t2 t3),脉冲上升时间t1和脉冲下降时间t3变大,意味着脉冲的峰值持续时间t2减小。脉冲的峰值持续时间t2的长短决定了电弧输出能量的大小,峰值持续时间t2的减小,实际输出的能量降低。
56.这样,由于焊接回路电感相对于焊接线路电感有较大的变化,在焊机的熔化极脉冲焊接作业过程中,回路电感的增大阻碍了正常脉冲波形上升和下降,脉冲峰值持续时间较短,直接影响了脉冲电弧的输出能量,焊接电源输出的能量会有很大一部分消耗在回路中,输出到电弧端的能量不足,焊丝不能正常熔化,影响正常的熔滴形成,在焊接过程中产生较大的飞溅,而且,焊后成型较差,熔深较浅、熔覆量较低等焊接质量问题。
57.针对此,本公开提供了一种脉冲控制方法,以在回路中存在较大电感时调整输出脉冲有效能量值,实现良好的焊接效果。
58.本公开的至少一个实施例提供了一种用于焊机的脉冲控制方法,如图3所示,其包括:s10,确定焊接回路电感与焊接线路电感的差值是否大于第一阈值;以及s20,在所述焊接回路电感与所述焊接线路电感的差值大于第一阈值情况下,根据第一脉冲的能量有效值,调整所述第二脉冲,获得调整脉冲,其中,第一脉冲表示正常焊接状态下输出的标准脉冲,第二脉冲表示当前输出的脉冲。
59.在本公开的一个实施例中,所述方法还包括s30,根据所述调整脉冲的脉冲参数,输出脉冲,进行焊接。
60.图4示出了根据本公开一个实施例的用于焊机的脉冲控制方法。如图4所示,所述焊接控制方法还包括,s00,在焊接开始前,会根据需要选择脉冲焊接模式,输入焊接用电压和电流。用户选择脉冲焊接模式之后,焊机电源基于用户选择或输入,确定焊接用的标准脉冲的参数,并将所述标准脉冲的参数发送至内置专家系统中。所述标准脉冲的参数包括所述标准脉冲的脉冲上升时间或所述标准脉冲的峰值持续时间。当焊机的送丝速度达到预设值时,焊机电源会根据所述标准脉冲的参数输出脉冲。此时,焊机电源采集第二脉冲(即当前输出的脉冲)的波形,确定所述第二脉冲的参数。所述第二脉冲的参数包括所述第二脉冲的脉冲上升时间或所述第二脉冲的峰值持续时间。
61.电感会阻碍脉冲电流的变化,可以使电流变化变慢,电流变化变慢会体现在脉冲波形上,其上升时间会变大。脉冲上升时间的变化量可以用来表征焊接回路电感相对于焊接电路电感的变化。同理,脉冲下降时间的变化也可以用来表征焊接回路电感相对于焊接
电路电感的变化。
62.当第二脉冲(即当前输出的脉冲)的脉冲上升时间相对于第一脉冲(即标准脉冲)的上升时间增大第二时间阈值,对应于所述焊接回路电感相对于所述焊接线路电感增大了第一阈值。如图5所示,在本公开的一个实施例中,确定焊接回路电感和焊接电路电感的差值是否大于第一阈值包括:s101,实时测量所述第二脉冲的上升时间;以及s102,在所述第二脉冲的上升时间相对于所述第一脉冲的上升时间的增加量超过了第二阈值的情况下,可以确定所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值。
63.在焊接过程中,焊机电源是根据标准脉冲的参数输出脉冲的。由于焊接回路中出现了其他的电感,当脉冲开始上升或者开始下降时,实际输出的脉冲同样开始上升或者下降。也就是说,脉冲的峰值持续时间的变化量与脉冲的上升时间的变化量相同。在本公开的一个实施例中,如图6所示,确定焊接回路电感和焊接电路电感的差值是否大于第一阈值包括:s1001,实时测量第二脉冲的峰值持续时间;以及s1002,在第二脉冲的峰值持续时间和第一脉冲的峰值持续时间的差值超过了第三阈值的情况下,确定所述焊接回路电感与所述焊接线路电感的差值大于第一阈值。
64.在本公开的一个实施例中,所述第一脉冲的波形参数是根据外部设置的用于焊接的电压和电流确定的。
65.焊接回路电感相对于焊接电路电感的增大还会阻碍脉冲电流下降的变化,使脉冲电流下降时间变大。脉冲下降时间的变化量同样可以用来表征焊接回路电感相对于焊接电路电感的变化。
66.如图7所示,在本公开的一个实施例中,确定焊接回路电感与焊接线路电感的差值是否大于第一阈值包括:s10001,实时测量所述第二脉冲的下降时间;以及,s10002,在所述第二脉冲的下降时间相对于所述第一脉冲的下降时间的增加量超过了第四阈值的情况下,确定所述焊接回路电感相对于所述焊接线路电感增大了第一阈值。
67.在实际测量中,为了减小脉冲波动对测量结果的影响,可以测量第二脉冲的电流从iba 0.1*(ipa-iba)上升到iba 0.9*(ipa-iba)的时间作为第二脉冲的上升时间,将第二脉冲的电流从iba 0.9*(ipa-iba)下降到iba 0.1*(ipa-iba)的时间作为第二脉冲的下降时间。同时,将第一脉冲的电流从iba 0.1*(ipa-iba)上升到iba 0.9*(ipa-iba)的时间作为第一脉冲的上升时间,将第一脉冲的电流冲iba 0.9*(ipa-iba)下降到iba 0.1*(ipa-iba)的时间作为第一脉冲的下降时间。
68.在焊接回路电感与焊接线路电感的差值大于第一阈值的情况下,对第二脉冲进行调整,以保证焊接质量。
69.在每次焊接中,由于母材的材质、焊料的材质、焊缝的形状以及对焊接质量的要求不同,焊接回路所引入的电感对焊接结果的影响不同。在不同的焊接要求下,对于焊接回路引入的电感,需要调整的门槛不同。在本公开的一个实施例中,第一阈值根据焊接需求进行确定。相应地,所述第二阈值、所述第三阈值以及所述第四阈值都会随着第一阈值的变化而变化。
70.在焊接回路引入了较大电感的情况下,为了补偿第一脉冲(电源输出脉冲)的能量下降,需要提高第一脉冲的有效能量值。如图8所示,在本公开的一个实施例中,调整所述第一脉冲获得调整脉冲,以使调整脉冲的能量有效值等于第二脉冲的能量有效值包括,s201,
确定所述第一脉冲的第一能量有效值和所述第二脉冲的第二能量有效值,以及s202,根据所述第一能量有效值和所述第二能量有效值的偏差,调整所述第一脉冲的峰值电流、峰值持续时间以及基值电流中的至少一个,以使所述调整脉冲的能量有效值等于所述第二脉冲的能量有效值。
71.脉冲波形分为上升阶段、峰值持续阶段、下降阶段以及基值持续阶段,各个阶段的参数均对能量有效值有影响。在本公开中,采用均方根方法来表征脉冲的能量有效值。
72.第二脉冲对对应于焊接之前设置的电压和电流的标准脉冲,其脉冲波形内置在专家数据中。第二脉冲的能量有效值,即正常焊接状态下输出的标准脉冲的能量有效值,可以根据均方根的方式进行确定。
73.第一脉冲对应于焊接回路形成时(即开始焊接时)焊机输出的脉冲,在焊接回路相对于焊接电路有一个较大的电感时,其上升时间、下降时间、峰值持续时间以及基值持续时间相对于第二脉冲均有所变化,这会导致第一脉冲的能量有效值相对于第二脉冲的能量有效值有所下降,进而导致输出短能量下降,引起焊接缺陷。
74.图9中示意地示出了调整脉冲的波形图,并示出了调整脉冲波形与第一脉冲波形的对比。如图9所示,调整脉冲的峰值电流、基值电流以及峰值持续时间相对于第一脉冲的峰值电流、基值电流以及峰值持续时间均有所增大,这样,调整脉冲的能量有效值相对于第一脉冲的能量有效值有所上升,通过调整调整脉冲的峰值电流、基值电流以及峰值持续时间,可以使调整脉冲的能量有效值等于第二脉冲的能量有效值。此时,输出的调整脉冲消除了焊接回路中的电感对输出脉冲的影响,使电弧输出的能量满足焊接的要求,消除焊接缺陷。
75.应当注意的是,在整个焊接过程中,只需进行一次输出脉冲的调整,在焊接初期对输出脉冲进行调整,后续使用调整脉冲的参数进行焊接即可。这样,可以防止在焊接过程中对输出脉冲进行调整,造成焊接电弧不稳定,产生焊接缺陷。
76.本公开的至少一个实施例还提供了一种焊机100,如图10所示,包括电源140,还包括:设置单元110,配置为接收外部输入的焊接参数;控制单元120,配置为根据所述焊接参数确定第一脉冲的脉冲参数,所述第一脉冲表示对应于所述焊接参数的标准脉冲;驱动单元130,配置为根据所述第一脉冲的脉冲参数驱动所述电源输出第二脉冲;其中,所述控制单元120还配置为确定焊接回路电感与焊接线路电感的差值是否大于第一阈值,并在所述焊接回路电感与所述焊接线路电感的差值大于第一阈值的情况下根据所述第一脉冲的能量有效值,调整所述第二脉冲,获得调整脉冲。
77.所述焊接参数包括用于焊接的电压和电流。设置单元110在接收到外部输入的用于焊接的电压和电流后,将所述电压和所述电流发送至所述控制单元120,所述控制单元120根据所述电压和所述电流确定用于焊接的标准脉冲的脉冲参数。根据所述电压和所述电流确定的用于焊接的标准脉冲称之为第一脉冲。所述控制单元120可以根据预设的算法根据所述电压和所述电流确定所述第一脉冲的脉冲参数。所述控制单元120还可以基于专家数据并根据所述电压和所述电流确定所述第一脉冲的脉冲参数。
78.在本公开的一个实施例中,所述焊机100还包括采样单元150,所述采样单元150对所述电源140输出的第二脉冲进行采样,确定所述第二脉冲的脉冲参数,并将所述第二脉冲的脉冲参数发送至所述控制单元120。所述采样单元150对所述第二脉冲采样的脉冲参数包
括上升时间、峰值电流持续时间以及下降时间。所述控制单元120对所述第二脉冲的脉冲参数和所述第一脉冲的脉冲参数进行比较,确定所述焊接回路电感与所述焊接线路电感的差值是否大于第一阈值。
79.所述第一脉冲的脉冲参数和所述第二脉冲的脉冲参数均包括上升时间、峰值电流持续时间以及下降时间。所述控制单元120对所述第二脉冲的脉冲参数和所述第一脉冲的脉冲参数进行比较,确定所述焊接回路电感与所述焊接线路电感的差值是否大于第一阈值包括:
80.在所述第一脉冲的上升时间和所述第二脉冲的上升时间的差值大于第二阈值,或在所述第一脉冲的峰值持续时间和所述第二脉冲的峰值持续时间的差异大于第三阈值,或在所述第一脉冲的下降时间和所述第二脉冲的下降时间的差值大于第四阈值的情况下,确定所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值。
81.在所述焊接回路电感与所述焊接线路电感的差值大于所述第一阈值的情况下,所述控制电路120基于所述第一脉冲的有效能量值和所述第二脉冲的有效能量值的差,对所述第一脉冲的波形参数进行调整,生成调整脉冲,以使所述调整脉冲的有效能量值等于所述第一脉冲的有效能量值。
82.如方法实施例中所述,对所述第一脉冲的波形参数的调整包括调整所述第一脉冲的基值电流、峰值电流以及峰值持续时间中的至少一个,形成调整脉冲,使所述调整脉冲的有效能量值等于所述第一脉冲的有效能量值。
83.在形成所述调整脉冲之后,所述控制单元120将所述调整脉冲的脉冲参数发送至所述驱动单元,所述驱动单元根据所述调整脉冲的脉冲参数,驱动所述电源输出所述调整脉冲。
84.由于每次焊接中的母材的材质、焊料的材质、焊缝的形状以及对焊接质量的要求不同,焊接回路所引入的电感对焊接结果的影响不同。在不同的焊接要求下,在焊接回路引入不同量的电感情况下,才会对输出脉冲进行调整,也就是说,对于不同的焊接要求,第一阈值是不同的。
85.应当注意的是,在整个焊接过程中,只需进行一次输出脉冲的调整,在焊接初期对输出脉冲进行调整,后续使用调整脉冲的参数进行焊接即可。这样,可以防止在焊接过程中对输出脉冲进行调整,造成焊接电弧不稳定,产生焊接缺陷。
86.本公开的实施例提供了一种用于焊机的脉冲控制方法以及一种焊机,通过确定焊接回路相对于焊接电路所引入的电感是否大于某一阈值,并在焊接回路相对于焊接电路所引入的电感大于该阈值的情况下对输出脉冲的波形进行调整,产生调整脉冲,使调整脉冲的有效能量值与标准脉冲的有效能量值相等,使电弧的有效能量足以正常地熔化焊料,消除了焊接回路所引入的电感对输出脉冲的输出能量的影响,保证焊接质量。
87.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于本技术工作状态下的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
88.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应作广义理解。对于本领域的普通技术人员而言,可以具体情况理解上述术语在
本技术中的具体含义。
89.以上结合了优选的实施方式对本技术进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本技术进行多种替换和改进,这些均落入本技术的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。