具有微结构化基材的层压体及用于生产层压体的方法
背景技术:
1.本披露涉及一种包括其表面上具有微结构的基材的层压体,以及一种用于生产层压体的方法。
2.用于眼科目的的镜片可以具有微结构化表面。例如,出于近视控制、增大镜片的屈光力、和/或为镜片提供减反射特性的目的,可以在镜片表面上形成微结构或将微结构嵌在镜片中。为了制造具有微结构化表面的眼科镜片,可以将具有微结构化表面的膜施加在镜片表面上或嵌在镜片中。在将微结构化膜施加到镜片之前和/或之后进行的后加工过程期间,可以用热和/或压力处理微结构化膜。由于向微结构施加了热和/或压力,膜表面上的微结构可能会在后加工过程期间遭到破坏。
技术实现要素:
3.根据权利要求,本披露涉及一种层压体和一种用于通过在后加工过程期间保护微结构来有效制造具有微结构化表面的膜或镜片的方法。
4.本披露的一个实施例涉及一种层压体,所述层压体包括:其表面上具有微结构的基材;和形成于所述基材上并封装所述基材的微结构的涂层。所述基材的玻璃化转变温度t1高于所述涂层的玻璃化转变温度t2。
5.在一个方面,基材的折射率n1与涂层的折射率n2不同。
6.在一个方面,基材和涂层中的每一个包含热塑性塑料,其独立地是聚碳酸酯、热塑性聚氨酯、聚丙烯酸酯、聚酯、共聚酯、聚甲基丙烯酸酯、聚苯乙烯、聚酰胺、聚砜、聚苯砜、聚醚酰亚胺、聚戊烯、聚烯烃、离聚物、乙烯甲基丙烯酸、环烯烃共聚物、丙烯腈、苯乙烯马来酸酐、其共聚物、或其衍生物或混合物。在一个方面,基材/涂层组合是聚碳酸酯/聚甲基丙烯酸甲酯、聚砜/聚酯、共聚酯/聚甲基丙烯酸甲酯、聚酰胺/聚甲基丙烯酸甲酯、共聚酯/热塑性聚氨酯、或聚酰胺/聚酰胺。
7.在一个方面,根据测试方法astm d1876-01测量的基材与涂层之间的剥离强度为至少100g/25mm。
8.在一个方面,基材和涂层是透明的。
9.在一个方面,微结构是通过对基材的表面进行压纹形成的。
10.在一个方面,基材是用于近视控制的具有微结构的微镜片,所述微结构是用于增大基材的屈光力的菲涅尔微结构,或者所述微结构是用于向基材提供减反射特性的蛾眼微结构。基材可以具有从50μm至2mm的厚度。
11.本披露的另一个实施例涉及一种生产眼科镜片的方法,所述方法包括通过施加热、压力或两者,使上述层压体变形为眼科镜片的形状。
12.本披露的另一个实施例涉及一种加工其表面上具有微结构的基材的方法,所述方法包括:在基材上形成涂层,使得所述涂层封装所述基材的微结构;和通过施加热、压力或两者,使所述基材和所述涂层的层压体变形。所述基材的玻璃化转变温度t1高于所述涂层的玻璃化转变温度t2。
13.在一个方面,在低于t1的温度下,通过热成型和/或在所述层压体上方注塑模制热熔聚合物来使所述层压体变形。
14.本披露的另一个实施例涉及一种生产眼科镜片的方法,所述方法包括:挤出具有玻璃化转变温度t1的第一聚合物以形成基材;对所述基材的表面进行压纹以在所述基材的表面上形成微结构;挤出具有玻璃化转变温度t2的第二聚合物以在所述基材上形成涂层,使得所述涂层封装所述基材的微结构;和通过施加热、压力或两者,使所述基材和所述涂层的层压体变形为眼科镜片的形状。第一聚合物的玻璃化转变温度t1高于第二聚合物的玻璃化转变温度t2。在低于t1的温度下,通过热成型和/或在所述层压体上方注塑模制热熔聚合物来使所述层压体变形。
附图说明
15.当结合附图考虑以下详细描述时,将容易获得对各实施例及其许多附带优点的更全面理解,因为通过参考以下详细描述可以对其进行更好的理解。
16.图1a示出了通过使用热成型机在具有微结构的基材上进行的后加工过程(热成型工艺)。
17.图1b示出了用嵌件在具有微结构的基材上进行的后加工过程(注塑模制)。
18.图2a示出了通过使用热成型机在具有微结构的基材和涂层的层压体上进行的后加工过程(热成型工艺)。
19.图2b示出了用嵌件在具有微结构的基材和涂层的层压体上进行的后加工过程(注塑模制)。
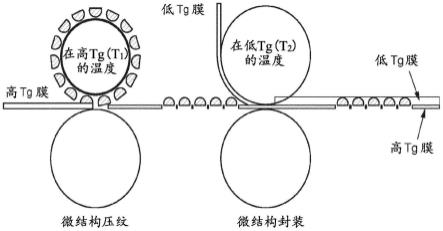
20.图3示出了用于生产具有微结构化表面的基材和涂层的层压体的示例性工艺。
具体实施方式
21.现在将在下文中描述本披露的各种实施例。
22.第一实施例涉及一种层压体,所述层压体包括:其表面上具有微结构的基材;和形成于所述基材上并封装所述基材的微结构的涂层。
23.所述基材在其表面上具有微结构。基材的结构和材料以及微结构的形状和尺寸不受特别限制。
24.在一个方面,基材可以是适合于包括在眼科镜片中、附接至眼科镜片、或用作眼科镜片的膜或层。
25.基材可以包含聚合物例如热塑性聚合物,或可以由其制成。包含在基材中或者构成基材的热塑性聚合物的实例包括但不限于聚碳酸酯、热塑性聚氨酯、聚丙烯酸酯、聚酯、共聚酯、聚甲基丙烯酸酯、聚苯乙烯、聚酰胺、聚砜、聚苯砜、聚醚酰亚胺、聚戊烯、聚烯烃、离聚物、乙烯甲基丙烯酸、环烯烃共聚物、丙烯腈和苯乙烯马来酸酐。
26.还可以使用这些聚合物的共聚物。共聚物可以在一个分子中具有两种或更多种衍生自不同聚合物的结构。共聚物可以包含至少一种衍生自除上述那些以外的聚合物的结构。
27.还可以使用上述聚合物的衍生物。衍生物可以具有至少一种与上述聚合物的分子键合的官能团。
28.还可以使用这些聚合物、共聚物和/或衍生物的混合物。该混合物可以是包含两种或更多种不同聚合物分子的树脂。该混合物可以包含至少一种除上述那些以外的聚合物。
29.基材可以含有多种添加剂、染料和/或滤光器。添加剂的实例可以包括但不限于热稳定剂、脱模剂、hals(受阻胺光稳定剂)和光稳定剂。染料可以是例如颜色平衡染料、光致变色染料、二色性染料。滤光器可以是例如蓝光截止染料、uv截止染料、ir截止染料或任何其他功能成分。那些添加剂、染料和滤光器可以单独使用或以任意组合使用。
30.在一个实施例中,基材是透明的。如本文所使用的,术语“透明的”旨在意指基材能够透射可见光,使得肉眼可见位于基材后方的物品。涂层的可见光透射率(tv%)可以是75%-98%,优选地80%-95%,包括其间的所有范围和子范围。基材的颜色不受特别限制。
31.基材的厚度不受特别限制,并且可以基于基材的应用来确定。当将基材用于眼科目的时,基材的厚度(h1)可以是从50μm至2mm。
32.在一个方面,微结构可以是适合施加在眼科镜片上的结构。微结构的实例包括但不限于用于控制近视的结构;用于增大基材的屈光力的结构,如菲涅尔微结构;以及用于向基材提供减反射特性的结构,如蛾眼结构。
33.微结构可以形成于基材的一个或两个表面上。在一个实施例中,微结构可以形成于基材的一个表面上。可以通过任何工艺或方法形成微结构。例如,可以通过对基材表面进行压纹以在基材的表面上形成微结构。
34.在本实施例中,涂层形成于基材上并封装基材的微结构。在一个实施例中,涂层完全填充微结构之间的间隙。
35.涂层可以包含聚合物例如热塑性聚合物,或可以由其制成。可以使用上述热塑性聚合物、和上述这些聚合物的共聚物和衍生物以及它们的混合物。涂层还可以包含上述添加剂、染料和/或滤光器。
36.在一个实施例中,涂层是透明的。涂层的可见光透射率(tv%)可以是75%-98%,优选地80%-95%,包括其间的所有范围和子范围。涂层的颜色不受特别限制。
37.在本实施例的一个方面,基材的玻璃化转变温度(t1)高于涂层的玻璃化转变温度(t2)。因此,涂层的一种或多种材料可以基于基材的材料来确定,并且反之亦然。t1和t2中的每一个可以是从80℃至200℃,优选地从85℃至190℃,包括其间的所有范围和子范围。t1与t2之间的差可以是从10℃至100℃,优选地从12℃至75℃,包括其间的所有范围和子范围。
38.例如,当基材由聚碳酸酯制成或包含聚碳酸酯时,涂层可以由聚甲基丙烯酸甲酯制成或包含聚甲基丙烯酸甲酯。当基材由聚砜制成或包含聚砜时,涂层可以由聚酯制成或包含聚酯。当基材由共聚酯制成或包含共聚酯时,涂层可以由聚甲基丙烯酸甲酯制成或包含聚甲基丙烯酸甲酯。当基材由聚酰胺制成或包含聚酰胺时,涂层可以由聚甲基丙烯酸甲酯制成或包含聚甲基丙烯酸甲酯。当基材由共聚酯制成或包含共聚酯时,涂层可以由热塑性聚氨酯制成或包含热塑性聚氨酯。此外,基材和涂层可以由同一种聚合物制成,只要基材的玻璃化转变温度(t1)高于涂层的玻璃化转变温度(t2)即可。例如,当基材由聚酰胺制成或包含聚酰胺时,涂层可以由玻璃化转变温度低于基材中的聚酰胺的玻璃化转变温度的聚酰胺制成或包含所述聚酰胺。这些组合仅供示范目的,并且基材和涂层的材料的组合不受特别限制,只要基材的玻璃化转变温度(t1)高于涂层的玻璃化转变温度(t2)即可。
39.在一个方面,涂层的折射率(n2)与基材的折射率(n1)不同。n1和n2中的每一个可以
是从1.45至1.65,优选地从1.49至1.64,包括其间的所有范围和子范围。
40.涂层的厚度(h2)可以基于基材表面上的微结构的尺寸、和/或基于基材的厚度(h1)和基材和涂层的模量来确定。
41.涂层的最小厚度(h
2,最小
)可以等于基材表面上的微结构的高度,或使用以下等式(1)计算,取较大者:
42.h
2,最小
=h1×
(e1/e2)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1),
43.其中e1是基材的模量并且e2是涂层的模量。
44.涂层可以足够厚,使得基材表面上的微结构基本上或完全地嵌入涂层中。
45.涂层的最大厚度(h
2,最大
)不受特别限制,并且可以基于层压体的应用来确定。
46.涂层的材料可以与基材的材料具有良好的相容性,使得涂层与基材强力粘结。在一个方面,涂层可以与基材粘结,使得基材与涂层之间的剥离强度(根据测试方法astm d1876-01测量)为至少100g/25mm。
47.层压体的形状和尺寸不受特别限制。当将层压体用于眼科目的时,层压体可以呈适用于眼科镜片的形状和尺寸。
48.在一个实施例中,层压体是透明的。层压体的颜色不受特别限制。当将层压体用于眼科目的时,一个实施例中的层压体具有高清晰度。
49.层压体可以包括至少一个额外的层,只要其不干扰基材和涂层的特性即可。在一个实施例中,在与其上形成涂层的表面相反的基材表面上形成一个或多个额外的层。
50.当基材上不存在涂层时,向基材施加压力和/或热时可能使形成于基材表面上的微结构发生变形。例如,当基材是包括在眼科镜片中的或用作眼科镜片的膜或层时,基材通常会经历后加工过程,以使基材变形为所期望的曲线和/或形状。后加工过程可以是热成型和/或注塑模制,其通过用第三者(如热成型工艺期间的热成型机和注塑模制期间的嵌件)向基材施加压力和/或热来进行。图1a示出了通过使用热成型机进行的热成型工艺,并且图1b示出了用嵌件进行的注塑模制工艺。在没有涂层的情况下,通过热成型机或嵌件施加在微结构上的压力以及在热成型或注塑模制工艺期间施加的热可能会破坏微结构。
51.另一方面,当基材上提供有涂层时,涂层可以保护微结构免受在后加工过程期间施加的压力和/或热。图2a示出了通过使用热成型机进行的热成型工艺,并且图2b示出了用嵌件进行的注塑模制工艺。由于存在涂层,压力和热不会直接施加至微结构,并且微结构可以在这些后加工过程期间受到保护。
52.在本实施例中,基材的玻璃化转变温度(t1)高于涂层的玻璃化转变温度(t2)。当在t2左右且低于t1的温度下进行后加工过程时,涂层可以发生变形,同时形成于基材表面上的微结构可以不发生变形。如本文所使用的,“在t2左右的温度”可以是t2±
15℃、优选地t2±
10℃、更优选地t2±
5℃、更优选地t2±
3℃、并且特别优选地t2±
1℃,并且包括准确的温度t2。
53.第二实施例涉及一种生产眼科镜片的方法,所述方法包括:通过施加热、压力或两者,使上述层压体变形为眼科镜片的形状。
54.变形可以通过例如使用热成型机的热成型工艺或使用嵌件的注塑模制工艺进行。在变形期间,可以将层压体插入模具中,如此使得压力直接施加在层压体的涂层上。还可以将聚合物镜片与层压体一起插入模具中,使得层压体与聚合物镜片一起注塑模制。聚合物
℃、并且特别优选地t1±
1℃,并且包括准确的温度t1。
69.图3示出了在基材的一个表面上进行压纹,但是基材的两个表面都可以进行压纹。
70.通过压纹形成的微结构不受特别限制,只要其适合施加在眼科镜片上即可。微结构的实例包括但不限于用于控制近视的结构;用于增大基材的屈光力的结构,如菲涅尔微结构;以及用于向基材提供减反射特性的结构,如蛾眼结构。在一个实施例中,将基材的一个表面压纹。
71.第三,挤出具有玻璃化转变温度t2的第二聚合物以在基材上形成涂层,使得涂层封装基材的微结构。图3示出了将通过挤出第二聚合物而形成的涂层(在图3中指示为低tg膜)设置在基材的其上形成了微结构的表面上,并且用辊施加压力,使得涂层与基材粘结并封装微结构。可以在第二聚合物的玻璃化转变温度(t2)左右的温度下将涂层施加在基材的微结构化表面上。在一个实施例中,在低于t1的温度下(例如,在t2左右的温度下)加热的同时将涂层压在基材上,使得第二聚合物完全填充微结构之间的间隙,同时基材的微结构不发生变形。
72.第二聚合物可以是任何热塑性聚合物,只要其玻璃化转变温度(t2)低于第一聚合物的玻璃化转变温度(t1)即可。例如,用作第一聚合物的热塑性聚合物也可以用作第二聚合物。
73.第四,通过施加热、压力或两者,使基材和涂层的层压体变形为眼科镜片的形状。
74.变形可以通过例如使用热成型机的热成型工艺或使用嵌件的注塑模制工艺进行。在变形期间,可以将层压体插入模具中,如此使得压力直接施加在层压体的涂层上。还可以将聚合物镜片与层压体一起插入模具中,使得层压体与聚合物镜片一起注塑模制。聚合物镜片可以由基材的材料制成或包含基材的材料。还可以将层压体紧靠着嵌件插入模具中,并且可以使热聚合物熔体在层压体上注塑模制。
75.变形可以在低于第一聚合物的玻璃化转变温度(t1)的温度下进行。在一个实施例中,变形可以在第二聚合物的玻璃化转变温度(t2)左右且低于第一聚合物的玻璃化转变温度(t1)的温度下进行。通过进行在此温度下的变形,可以使层压体发生变形,同时形成于基材表面上的微结构不发生变形。
76.压力不受特别限制,只要能使层压体在变形过程期间所施加的温度下变形为期望的眼科镜片的形状即可。
77.实例
78.以下实例是说明性的并且不以任何方式限制本发明的实施例。
79.实例1:聚碳酸酯(pc)基材和聚甲基丙烯酸甲酯(pmma)涂层的层压体
80.1-1:下表1总结了聚碳酸酯(pc)和聚甲基丙烯酸甲酯(pmma)的玻璃化转变温度(tg)、折射率(ri)和可见光透射率(tv%)。pc和pmma彼此是相容的并且可以在其界面之间形成强力粘附。
81.表1
[0082] 供应商tg(℃)ritv%pc帝人株式会社(teijin)1491.5989pmma赢创公司(evonik)1001.4992
[0083]
1-2:pc/pmma双层膜挤出
[0084]
首先在255℃的温度下使用单螺杆挤出机将pc膜挤出,并且然后在149℃左右的温度下进行压纹以在其表面上产生微结构。由于压纹是在pc的软化点下完成的,因此实现了高精度复制。
[0085]
然后在100℃的温度下将pmma膜层压到pc膜上,以封装微结构。由于pmma在其tg下是柔软可变形的,因此pmma完全填充了微结构之间的间隙。微结构由pmma封装完好,但并未遭受破坏或发生变形,这是因为pc在低于其tg的100℃下仍是刚性的。
[0086]
1-3:pc/pmma双层膜热成型
[0087]
然后在100℃下使1-2中制备的pc/pmma双层膜热成型至目标曲率。在热成型之后微结构是完好无损的,因为pc在100℃下是刚性的,这归功于其149℃的高tg。
[0088]
1-4:pmma镜片在pc/pmma双膜上包覆模制
[0089]
将1-3中制备的热成型的pc/pmma双层膜置于温度略低于100℃的模具内部。将pmma注塑模制到pc/pmma双膜上,在高压下夹紧并且然后冷却。将获得的镜片从模具中弹出。由此生产出了具有高精度微结构的眼科镜片。
[0090]
实例2:聚砜(psu)基材和共聚酯(co-pest)涂层的层压体
[0091]
2-1:下表2总结了聚砜(psu)和共聚酯(co-pest)的玻璃化转变温度(tg)、折射率(ri)和可见光透射率(tv%)。psu和co-pest彼此是相容的并且可以在其界面之间形成强力粘附。
[0092]
表2
[0093][0094]
2-2:psu/co-pest双层膜挤出
[0095]
首先在350℃的温度下使用单螺杆挤出机将psu膜挤出,并且然后在185℃左右的温度下进行压纹以在其表面上产生微结构。由于压纹是在psu的软化点下完成的,因此实现了高精度复制。
[0096]
然后在115℃的温度下将co-pest膜层压到psu膜上,以封装微结构。由于pmma在其tg下是柔软且可变形的,因此co-pest完全填充了微结构之间的间隙。微结构由co-pest封装完好,但并未遭受破坏或发生变形,这是因为psu在低于其tg的115℃下仍是刚性的。
[0097]
2-3:psu/co-pest双层膜热成型
[0098]
然后在115℃下使2-2中制备的psu/co-pest双层膜热成型至目标曲率。在热成型之后微结构是完好无损的,因为psu在115℃下是刚性的,这归功于其185℃的高tg。
[0099]
2-4:co-pest镜片在psu/co-pest双膜上包覆模制
[0100]
将2-3中制备的热成型的psu/co-pest双层膜置于温度略低于115℃的模具内部。将co-pest注塑模制到psu/co-pest双膜上,在高压下夹紧并且然后冷却。将获得的镜片从模具中弹出。由此生产出了具有高精度微结构的眼科镜片。
[0101]
实例3:共聚酯(co-pest)基材和聚甲基丙烯酸甲酯(pmma)涂层的层压体
[0102]
下表3总结了共聚酯(co-pest)和聚甲基丙烯酸甲酯(pmma)的玻璃化转变温度
(tg)、折射率(ri)和可见光透射率(tv%)。
[0103]
表3
[0104] 供应商tg(℃)ritv%co-pest伊士曼化工公司1131.5790pmma赢创公司1001.4992
[0105]
实例4:聚酰胺(pa)基材和聚甲基丙烯酸甲酯(pmma)涂层的层压体
[0106]
下表4总结了聚酰胺(pa)和聚甲基丙烯酸甲酯(pmma)的玻璃化转变温度(tg)、折射率(ri)和可见光透射率(tv%)。
[0107]
表4
[0108] 供应商tg(℃)ritv%聚酰胺赢创公司1301.5989pmma赢创公司1001.4992
[0109]
实例5:共聚酯(co-pest)基材和热塑性聚氨酯(tpu)涂层的层压体
[0110]
下表5总结了共聚酯(co-pest)和热塑性聚氨酯(tpu)的玻璃化转变温度(tg)、折射率(ri)和可见光透射率(tv%)。
[0111]
表5
[0112] 供应商tg(℃)ritv%co-pest伊士曼化工公司1131.5790tpu路博润公司(lubrizol)901.6089
[0113]
实例6:高tg聚酰胺(pa)基材和低tg聚酰胺(pa)涂层的层压体
[0114]
下表6总结了具有不同tg的聚酰胺的玻璃化转变温度(tg)、折射率(ri)和可见光透射率(tv%)。
[0115]
表6
[0116] 供应商tg(℃)ritv%pa艾曼斯公司(ems-grivory)1621.6387pa赢创公司1251.5291
[0117]
显然,鉴于上述披露,本发明的实施例的许多修改和变化是可能的。因此,应当理解,在所附权利要求的范围内,各实施例可以以不同于本文具体描述的方式实施。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
