1.本发明属于机械加工切削刀具设计与制造技术领域,具体涉及一种自适应主动控制热传导切削刀片、刀具及制备方法。
背景技术:
2.这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
3.切削加工技术是机械制造业中非常重要且目前仍无法被完全替代的材料去除成型工艺。但是,材料在切削过程中由于剧烈的塑性变形会产生大量的热,刀具前刀面于切屑之间也会产生剧烈摩擦从而在刀具上生成热量;这些额外产生的热量如果没有及时消除或传导将会产生两方面的不利情况,一方面会降低刀具的寿命,另一方面会使已加工表面质量下降或加工精度降低。目前,在工业生产中最常使用切削液对工件和刀具进行降温和润滑。但是,使用之后的切削液如果没有进行有效处理会对地下水源和土壤产生巨大污染,切削液中的添加剂还会危害操作工人的身体健康。
4.近年来,在环保观念逐渐加强和环境保护立法不断完善的背景下,研究开发了替代切削液的多种冷却方式,如微量润滑、低温风冷冷却和液氮冷却等方式。虽然这些方法取得了一些进展,但仍然存在许多局限性,如微量润滑方法产生的油雾同样会危害操作人员的健康,另外低温风冷和液氮冷却的方法润滑效果会比较差。
5.目前,使用激光技术能生产出许多具有不同微织构的切削刀具,但微织构只是减少了切屑与刀具的接触面积,切削液喷射在织构表面对热量散失和传导效果并不明显,也摆脱不了切削液的使用。所以,目前研究出的大量微织构刀具很难大规模投入实际生产中。
6.机械加工过程分为粗加工和精加工两个阶段,这两个阶段对材料的加工效率和加工精度及质量要求不同,粗加工主要是大量去除多余材料,材料去除效率高,加工精度和质量要求较低,此时产生的大量切削热应通过可设计选择热障阻热刀头,阻止切削热输运到刀体,延长刀具寿命;而精加工是对材料进行精细加工,材料去除效率低,精度和加工质量要求较高,此时产生的少量切削热可通过设计选择强化吸热刀头,促使切削热输运到刀体,降低被加工工件温度,提高加工精度和加工质量。因此,根据粗加工和精加工阶段对材料表面的质量要求分别通过设计刀具几何结构改变其传热与导热状态,从而分别实现切削过程产生热量的两种输运方式,这不仅能延长刀具寿命、降低刀具成本,还能提高工件加工精度和表面质量。但是,目前还未有这种刀具结构及其设计方法。
技术实现要素:
7.针对现有技术存在的不足,本发明的目的是提供一种自适应主动控制热传导切削刀片、刀具及制备方法,能够实现根据不同的加工工序选择刀具不同的吸热和阻热方式,从而降低加工中的刀具成本并且提高加工表面质量,具有结构简单、不使用切削液无污染、成本低和加工质量高的优点。
8.为了实现上述目的,本发明是通过如下的技术方案来实现:
9.第一方面,本发明提供了一种自适应主动控制热传导切削刀片,包括刀体,所述刀体正反面均设置强化吸热刀头和热障阻热刀头,刀体每一面的强化吸热刀头和热障阻热刀头相对设置,强化吸热刀头和热障阻热刀头均设置于刀体的刀尖处;所述刀体两面的强化吸热刀头设置于刀体的同一侧,刀体两面的热障阻热刀头设置于刀体的同一侧。
10.作为进一步的技术方案,所述强化吸热刀头包括从刀尖向内延伸的强化吸热凹槽,强化吸热凹槽内填充导热材料。在强化吸热凹槽内填充材料的导热系数要高于刀具基体和空气的导热系数,这样导热材料会将更多的工件上的热量从刀尖和前刀面传输到刀具基体中央部位,从而加强工件散热和导热。
11.作为进一步的技术方案,所述强化吸热凹槽设置多个,多个强化吸热凹槽呈辐射状由刀尖向刀体散开分布。
12.作为进一步的技术方案,所述热障阻热刀头包括与两刀尖连线相垂直的热障阻热凹槽,热障阻热凹槽内填充绝热材料。在热障阻热凹槽内填充材料的导热系数要低于刀具基体和空气的导热系数,绝热材料会阻止或减缓热量传入刀具的速度和数量,从而减少传入到刀具上的热量。
13.作为进一步的技术方案,所述热障阻热凹槽设置多个,多个热障阻热凹槽依次平行布置,每一热障阻热凹槽均与两刀尖连线相垂直。
14.作为进一步的技术方案,所述热障阻热凹槽的长度由刀尖向刀体逐渐增大。
15.作为进一步的技术方案,所述刀体中部设有中央安装孔,刀体平面的四角关于中央安装孔的中心轴对称。
16.第二方面,本发明提供了一种车削刀具,包括如上所述的自适应主动控制热传导切削刀片和车削刀杆,车削刀杆端部安设自适应主动控制热传导切削刀片。
17.第三方面,本发明提供了一种铣削刀具,包括如上所述的自适应主动控制热传导切削刀片和铣削刀盘,铣削刀盘的铣削工作区域安设自适应主动控制热传导切削刀片。
18.第四方面,本发明提供了一种如上所述的自适应主动控制热传导切削刀片的制备方法,包括如下步骤:
19.将刀片原料放入刀片模具中,对其压制成型;
20.对压制成型的初始刀片进行烧制;使用激光器对烧制完成的刀片刀头处加工出强化吸热凹槽和热障阻热凹槽;
21.在强化吸热凹槽中填充导热材料,热障阻热凹槽中填充绝热材料。
22.上述本发明的有益效果如下:
23.本发明的切削刀片,其在刀体的一端设置强化吸热刀头,另一端设置热障阻热刀头,克服了现有切削刀具要依赖被动传热的缺点,可以实现主动控制切削热的传导输运方式,根据实际加工条件和需求选择不同的传热和阻热方式。
24.本发明的切削刀片,通过特殊的刀片结构和填充导热材料和热障绝热材料,既能在粗加工时热障阻热降低刀具温度、延长刀具寿命,从而降低刀具成本,又能在精加工中强化吸热降低被加工工件温度,提高工件加工精度和表面质量。
25.本发明结构简单易实现,可根据实际加工需要填充不同参数的导热材料和热障绝热材料。
附图说明
26.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
27.图1是本发明自适应主动控制热传导切削刀片整体示意图;
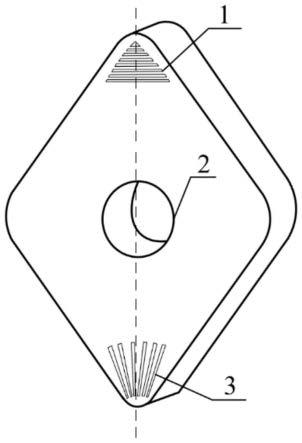
28.图2是本发明自适应主动控制热传导切削刀片剖视图;
29.图3是本发明应用自适应主动控制热传导切削刀片的车削刀具示意图;
30.图4是本发明应用自适应主动控制热传导切削刀片的铣削刀具示意图;
31.图中:为显示各部位位置而夸大了互相间间距或尺寸,示意图仅作示意使用;
32.其中,1、热障阻热凹槽;2、中央安装孔;3、强化吸热凹槽;4、自适应主动控制热传导切削刀片;5、车削刀杆;6、铣削刀盘。
具体实施方式
33.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
34.实施例1:
35.本发明的一种典型的实施方式中,如图1所示,提出一种自适应主动控制热传导切削刀片,包括刀体、中央安装孔2、强化吸热刀头和热障阻热刀头。
36.刀体的正反双面都可进行切削,且刀体的每一面都设置强化吸热刀头和热障阻热刀头各一个。刀体每一面的强化吸热刀头和热障阻热刀头相对设置,强化吸热刀头和热障阻热刀头均设置于刀体的刀尖处;刀体两面的强化吸热刀头设置于刀体的同一侧,刀体两面的热障阻热刀头设置于刀体的同一侧;如图2中所示,热障阻热刀头设置于刀体两面的左侧,强化吸热刀头设置于刀体两面的右侧。
37.强化吸热刀头包括从刀尖向内延伸的强化吸热凹槽3,强化吸热凹槽3内填充导热材料。
38.在可选的实施方式中,强化吸热凹槽3设置多个,多个强化吸热凹槽3呈辐射状由刀尖向刀体散开分布。
39.本实施例中,强化吸热凹槽3的宽度为100μm、长度为2000μm、深度为200μm。
40.本实施例中,强化吸热凹槽3内的填充材料为导热石墨烯,其导热填充物也可根据实际加工需求和加工参数采用其他不同的导热材料。
41.在强化吸热凹槽内填充材料的导热系数要高于刀具基体和空气的导热系数,这样导热材料会将更多的工件上的热量从刀尖和前刀面传输到刀具基体中央部位,从而加强工件散热和导热。
42.热障阻热刀头包括与两刀尖连线(如图1中虚线所示)相垂直的热障阻热凹槽1,热障阻热凹槽1填充绝热材料。
43.在可选的实施方式中,热障阻热凹槽1设置多个,多个热障阻热凹槽1依次平行布置,每一热障阻热凹槽1均与两刀尖连线相垂直;热障阻热凹槽1的长度由刀尖向刀体逐渐增大。
44.本实施例中,热障阻热凹槽1的宽度为100μm、深度为200μm、每个热障阻热凹槽1的
间隔为50μm。
45.本实施例中,热障阻热凹槽1内的填充绝热材料为气凝胶毡,其绝热填充物也可根据实际加工需求和加工参数采用其他不同的绝热材料。
46.在热障阻热凹槽内填充材料的导热系数要低于刀具基体和空气的导热系数,绝热材料会阻止或减缓热量传入刀具的速度和数量,从而减少传入到刀具上的热量。
47.刀体中部设有中央安装孔2,刀体为菱形结构,并且刀体平面的四角关于中央安装孔的中心轴对称。
48.本实施例中,刀体由硬质合金粉末压制并烧结加工而成;强化吸热凹槽3和热障阻热凹槽1都是由激光加工而成。
49.实施例2:
50.本实施例中提出如上所述的自适应主动控制热传导切削刀片的制备方法,其包括如下步骤:
51.首先,将硬质合金粉末放入特制刀片模具中,使用压力机器对其压制成型;
52.对压制成型的初始刀片放入加热炉中烧制;
53.使用激光器对烧制完成的刀片刀头处加工出强化吸热凹槽和热障阻热凹槽;
54.最后,在强化吸热凹槽中填充导热石墨烯材料,热障阻热凹槽中填充绝热气凝胶毡材料。
55.如上所述的自适应主动控制热传导切削刀片不仅可以装夹在车刀刀杆上用于车削,也可装夹在铣刀刀杆上用于铣削。
56.实施例3:
57.本实施例中提出一种车削刀具,如图3所示,其包括如上所述的自适应主动控制热传导切削刀片4、车削刀杆5,车削刀杆5端部安设自适应主动控制热传导切削刀片4。
58.实施例4:
59.本实施例中提出如上所述车削刀具的安装及使用方法,其包括以下步骤:
60.首先,将刀片放置在车削刀杆的刀片安装口,将热障阻热刀头朝外放置,再使用螺钉和固定压板将刀片固定夹紧;
61.然后,将装有刀片的车削刀杆安装在车床上;设置切削参数,对工件进行粗加工;
62.当粗加工完成后调整刀片方向,将强化吸热刀头朝外放置;
63.待刀具调整完成后,完成工件的精加工过程。
64.实施例5:
65.本实施例中提出一种铣削刀具,如图4所示,其包括如上所述的自适应主动控制热传导切削刀片4、铣削刀盘6,铣削刀盘6的铣削工作区域安设自适应主动控制热传导切削刀片4。
66.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。