1.本发明属于打印机配件加工技术领域,尤其涉及一种打印机刮刀片的制造工艺。
背景技术:
2.打印机或者复印机打印或者复印的时候,碳粉在硒鼓上形成图像,再转印到复印机上面,这个过程中会有一部分碳粉留在硒鼓上,如果这一部分碳粉不清除,在打印下一张纸时碳粉会转移到下一张纸的上面,影响打印或者复印效果,通常使用清洁刮刀来清除打印或者复印完毕后所留下的碳粉。
3.目前,打印机刮刀片在生产制造的过程中的工序较多,在加工和转运的过程中很难保护到刀刃,使得质地薄的刀刃容易产生磕碰而损伤,使得刮刀片的生产良率低。
技术实现要素:
4.本发明的目的在于:为了解决打印机刮刀片在生产制造的过程中的工序较多,在加工和转运的过程中很难保护到刀刃,导致刮刀片的刀刃容易损伤、刮刀片生产良率低的问题,而提出的一种打印机刮刀片的制造工艺。
5.为了实现上述目的,本发明采用了如下方法:一种打印机刮刀片的制造工艺,其包括如下方法:
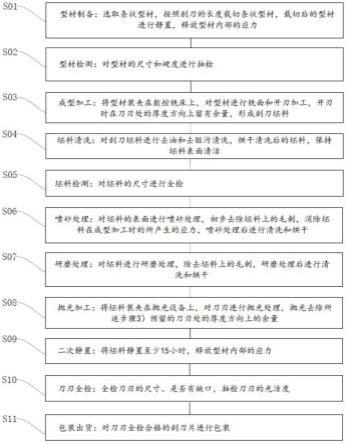
6.1)型材制备:选取条状型材,按照刮刀的长度裁切条状型材,裁切后的型材进行静置,释放型材内部的应力;
7.2)型材检测:对型材的尺寸和硬度进行抽检;
8.3)成型加工:将型材装夹在数控铣床上,对型材进行铣面和开刃加工,开刃时在刀刃处的厚度方向上留有余量,形成刮刀坯料;
9.4)坯料清洗:对刮刀坯料进行去油和去脏污清洗,烘干清洗后的坯料,保持坯料表面清洁;
10.5)坯料检测:对坯料的尺寸进行全检;
11.6)喷砂处理:对坯料的表面进行喷砂处理,初步去除坯料上的毛刺,消除坯料在成型加工时的所产生的应力,喷砂处理后进行清洗和烘干;
12.7)研磨处理:对坯料进行研磨处理,除去坯料上的毛刺,研磨处理后进行清洗和烘干;
13.8)抛光加工:将坯料装夹在抛光设备上,对刀刃进行抛光处理,抛光去除所述步骤3)预留的刀刃处的厚度方向上的余量;
14.9)二次静置:将坯料静置至少15小时,释放型材内部的应力;
15.10)刀刃全检:全检刀刃的尺寸、是否有缺口,抽检刀刃的光洁度;
16.11)包装出货:对刀刃全检合格的刮刀片进行包装。
17.作为上述技术方案的进一步描述:
18.所述步骤7)中,将坯料放入到磁力研磨机中研磨,利用高频率运动的钢针撞击毛
刺。
19.作为上述技术方案的进一步描述:
20.所述步骤8)中,将坯料浸入到保护液体中,取出坯料过烘干机,保护液体在坯料表面形成抛光保护层,抛光完成后将抛光保护层清洗掉。
21.作为上述技术方案的进一步描述:
22.保护液体为树脂或油墨。
23.作为上述技术方案的进一步描述:
24.所述步骤11)中,将刀刃部分浸入到防护液中,待防护液凝结后形成保护壳。
25.作为上述技术方案的进一步描述:
26.防护液为保护蜡。
27.作为上述技术方案的进一步描述:
28.将所述步骤10)中检测合格的刮刀片进行刀刃热处理。
29.综上所述,由于采用了上述技术方案,本发明的有益效果是:
30.本发明中,通过在成型加工时在刀刃处的厚度方向上留有余量,使得在后续的喷砂处理和研磨处理过程中刀刃不会轻易损伤,抛光加工后去除刀刃处的余量,在抛光加工时在刮刀片上制作保护层,并在抛光后对保护层进行去除,保护层对刮刀片的整体进行保护,避免刮刀片在抛光装夹时候受到损伤,在包装前在刮刀片上制作保护壳,避免刮刀片之间产生碰撞,大大地提高了刮刀片的生产良率。
附图说明
31.图1为一种打印机刮刀片的制造工艺的流程图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.实施例一:
34.s01:型材制备:选取条状型材,按照刮刀的长度裁切条状型材,裁切后的型材进行静置,释放型材内部的应力;
35.s02:型材检测:对型材的尺寸和硬度进行抽检;
36.s03:成型加工:将型材装夹在数控铣床上,对型材进行铣面和开刃加工,开刃时在刀刃处的厚度方向上留有余量,形成刮刀坯料;
37.s04:坯料清洗:对刮刀坯料进行去油和去脏污清洗,烘干清洗后的坯料,保持坯料表面清洁;
38.s05:坯料检测:对坯料的尺寸进行全检;
39.s06:喷砂处理:对坯料的表面进行喷砂处理,初步去除坯料上的毛刺,消除坯料在成型加工时的所产生的应力,喷砂处理后进行清洗和烘干;
40.s07:研磨处理:将坯料放入到磁力研磨机中研磨,利用高频率运动的钢针撞击毛
刺,除去坯料上的毛刺,研磨处理后进行清洗和烘干;
41.s08:抛光加工:将坯料浸入到保护液体中,保护液体为树脂,取出坯料过烘干机,保护液体在坯料表面形成抛光保护层,将坯料装夹在抛光设备上,对刀刃进行抛光处理,抛光去除所述步骤3)预留的刀刃处的厚度方向上的余量,抛光完成后将抛光保护层清洗掉;
42.s09:二次静置:将坯料静置至少15小时,释放型材内部的应力;
43.s10:刀刃全检:全检刀刃的尺寸、是否有缺口,抽检刀刃的光洁度,检测合格的刮刀片进行刀刃热处理;
44.s11:包装出货:将刀刃部分浸入到防护液中,待防护液凝结后形成保护壳,对刀刃全检合格的刮刀片进行包装。
45.实施例二:
46.s01:型材制备:选取条状型材,按照刮刀的长度裁切条状型材,裁切后的型材进行静置,释放型材内部的应力;
47.s02:型材检测:对型材的尺寸和硬度进行抽检;
48.s03:成型加工:将型材装夹在数控铣床上,对型材进行铣面和开刃加工,开刃时在刀刃处的厚度方向上留有余量,形成刮刀坯料;
49.s04:坯料清洗:对刮刀坯料进行去油和去脏污清洗,烘干清洗后的坯料,保持坯料表面清洁;
50.s05:坯料检测:对坯料的尺寸进行全检;
51.s06:喷砂处理:对坯料的表面进行喷砂处理,初步去除坯料上的毛刺,消除坯料在成型加工时的所产生的应力,喷砂处理后进行清洗和烘干;
52.s07:研磨处理:将坯料放入到磁力研磨机中研磨,利用高频率运动的钢针撞击毛刺,除去坯料上的毛刺,研磨处理后进行清洗和烘干;
53.s08:抛光加工:将坯料浸入到保护液体中,保护液体为油墨,取出坯料过烘干机,保护液体在坯料表面形成抛光保护层,将坯料装夹在抛光设备上,对刀刃进行抛光处理,抛光去除所述步骤3)预留的刀刃处的厚度方向上的余量,抛光完成后将进行去油墨清洗;
54.s09:二次静置:将坯料静置至少15小时,释放型材内部的应力;
55.s10:刀刃全检:全检刀刃的尺寸、是否有缺口,抽检刀刃的光洁度,检测合格的刮刀片进行刀刃热处理;
56.s11:包装出货:将刀刃部分浸入到防护液中,待防护液凝结后形成保护壳,对刀刃全检合格的刮刀片进行包装。
57.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
