1.本发明涉及装备加工技术领域,具体涉及一种用于航空运输集装托盘复合生产的快速涂胶装置。
背景技术:
2.目前,航空运输集装托盘的生产中需要将托盘芯材与托盘表面板材进行复合。托盘涂胶部分尺寸为2500mm*2000mm。此工序需使用ab胶对整个芯材表面进行涂胶处理。ab胶在混合后具有凝固时间快,流动性差的特点。现有的处理方式为人工涂胶,由于涂胶速度较慢,每次混合的ab胶只能满足3-4块托盘的胶量。并且涂胶质量难以保证。现有的板材胶粘处理工艺中使用的胶水凝固时间长,涂胶的处理时间限制不严格,并且流动性好,便于操作。大部分板材使用喷胶等形式进行涂胶,如专利cn202022523594.8、cn201910096775.6中使用的喷胶头进行喷胶,然而对于粘性大,流动性差的ab胶则不易喷出,易堵塞喷胶头出胶口。
技术实现要素:
3.有鉴于此,本发明提出了一种用于航空运输集装托盘复合生产的快速涂胶装置,能够实现航空运输集装托盘复合生产的快速涂胶,无需人工,并且涂胶速度快、均匀度好。
4.为实现上述目的,本发明的技术方案为:
5.本发明的一种用于航空运输集装托盘复合生产的快速涂胶装置,包括机架、胶辊、刮胶板、一维移动平台、压胶机构、胶水输送带、辊轮以及支撑板;所述胶辊安装在机架上部;所述辊轮安装在机架上部分和下部分;所述胶水输送带为一环形带,与机架上的辊轮配合安装;所述刮胶板数目为2,均安装机架上,一个竖直放置并于胶辊相切,一个与胶水输送带接触配合;所述一维移动平台安装于机架下部分;所述压胶机构固定于一维移动平台上;所述压胶机构位于胶水输送带内侧,并与之接触;所述支撑板位于胶辊下侧,并于胶水输送带接触配合。
6.其中,所述压胶机构包含连接板、压辊以及压辊轴;所述连接板固定于一维移动平台;所述压辊轴固定于连接板;所述压辊安装于压辊轴。
7.其中,所述胶水输送带与待涂胶托盘上表面的距离为5mm。
8.其中,所述胶水输送带与胶水接触的一侧经过防粘处理。
9.其中,所述胶辊与胶水输送带距离最近点速度运行方向不一致。
10.有益效果:
11.1、本发明的一种用于航空运输集装托盘复合生产的快速涂胶装置通过一维移动平台加压辊机构的形式将ab胶粘接至托盘表面,实现涂胶过程的自动化。
12.2、本发明的一种用于航空运输集装托盘复合生产的快速涂胶装置采用胶水输送带的形式可以预先配备好ab胶胶膜,提高涂胶速度。
13.3、本发明的一种用于航空运输集装托盘复合生产的快速涂胶装置改进了均胶结
构,采用了胶辊出胶的方式,并采用防粘输送带进行输送胶水,保证了ab胶涂层的均匀度。
附图说明
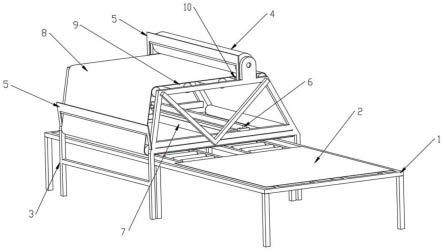
14.图1为本发明结构示意图。
15.图2为本发明涂胶装置的压胶机构结构示意图。
16.图3为本发明涂胶装置的刮胶板结构示意图。
17.其中,1-输送线;2-托盘;3-机架;4-胶辊;5-刮胶板;6-一维移动平台;
18.7-压胶机构;8-胶水输送带;9-辊轮;10-支撑板;71-连接板;72-压辊;73-压辊轴。
具体实施方式
19.下面结合附图并举实施例,对本发明进行详细描述。
20.本发明用于航空运输集装托盘复合生产的快速涂胶装置,如图1所示,包括机架3、胶辊4、刮胶板5、一维移动平台6、压胶机构7、胶水输送带8、辊轮9以及支撑板10;
21.所述胶辊4安装在机架3上部;所述辊轮9安装在机架3上部分和下部分;所述胶水输送带8为一环形带,与机架3上的辊轮9配合安装;所述刮胶板5数目为2,均安装机架3上,一个竖直放置并于胶辊9相切,一个与胶水输送带8接触配合;所述一维移动平台6安装于机架3下部分;所述压胶机构7固定于一维移动平台6上;所述压胶机构7位于胶水输送带8内侧,并与之接触。所述支撑板10位于胶辊4下侧,并于胶水输送带8接触配合。
22.具体地,所述压胶机构7包含连接板71、压辊72以及压辊轴73;所述连接板71固定于一维移动平台6;所述压辊轴73固定于连接板71;所述压辊72安装于压辊轴73。
23.本发明涂胶装置的压胶机构结构如图2所示,本发明涂胶装置的刮胶板结构如图3所示。
24.进一步地,所述胶水输送带8与待涂胶托盘1上表面的距离为5mm。
25.进一步地,所述胶水输送带8与胶水接触的一侧经过防粘处理,如涂抹硅油或将输送带换成其他防粘材料。
26.进一步地,所述胶水输送带8在压辊72作用下可下降4.2mm。
27.进一步地,所述胶辊4底部与胶水输送带8表面距离为1mm。
28.进一步地,所述胶辊4与胶水输送带8距离最近点速度运行方向不一致。
29.本发明适用于航空托盘复合生产的快速涂胶机的工作过程是:当开始涂胶时,将ab胶放置支撑板10上方的胶水输送带8上。此时胶辊4运动,胶水输送带8上将均匀涂上一层胶水。当涂好胶水的胶水输送带8运动至下方的同时托盘2通过输送线1运送至胶水输送带8下方。然后一维移动平台6运动,带动压胶机构7将胶水输送带8压向托盘2表面。由于胶水输送带8进行了防粘处理,此时胶水输送带8上的ab胶将粘至托盘2上表面。然后输送线1运动将涂好的托盘2输送走。胶水输送带8运动,通过刮胶板5将残余ab胶清除,进行下一轮涂胶。重复上述过程直至完成所有托盘2的涂胶。
30.综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种用于航空运输集装托盘复合生产的快速涂胶装置,其特征在于,包括机架、胶辊、刮胶板、一维移动平台、压胶机构、胶水输送带、辊轮以及支撑板;所述胶辊安装在机架上部;所述辊轮安装在机架上部分和下部分;所述胶水输送带为一环形带,与机架上的辊轮配合安装;所述刮胶板数目为2,均安装机架上,一个竖直放置并于胶辊相切,一个与胶水输送带接触配合;所述一维移动平台安装于机架下部分;所述压胶机构固定于一维移动平台上;所述压胶机构位于胶水输送带内侧,并与之接触;所述支撑板位于胶辊下侧,并于胶水输送带接触配合。2.如权利要求1所述的装置,其特征在于,所述压胶机构包含连接板、压辊以及压辊轴;所述连接板固定于一维移动平台;所述压辊轴固定于连接板;所述压辊安装于压辊轴。3.如权利要求1或2所述的装置,其特征在于,所述胶水输送带与待涂胶托盘上表面的距离为5mm。4.如权利要求1或2所述的装置,其特征在于,所述胶水输送带与胶水接触的一侧经过防粘处理。5.如权利要求1或2所述的装置,其特征在于,所述胶辊与胶水输送带距离最近点速度运行方向不一致。
技术总结
本发明提出了一种用于航空运输集装托盘复合生产的快速涂胶装置,能够实现航空运输集装托盘复合生产的快速涂胶,无需人工,并且涂胶速度快、均匀度好。本发明的一种用于航空运输集装托盘复合生产的快速涂胶装置通过一维移动平台加压辊机构的形式将AB胶粘接至托盘表面,实现涂胶过程的自动化。实现涂胶过程的自动化。实现涂胶过程的自动化。
技术研发人员:赵博园 崔浩洋 孙立莹 蒋巨光 李宇航 付强
受保护的技术使用者:河北汉光重工有限责任公司
技术研发日:2022.08.01
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。