1.本发明涉及流体加注技术领域,特别涉及一种批量加注装置。
背景技术:
2.目前市场通过油枪或阀等,将对应流体加注到加注对象中时,采用预设定加注方式,设定一个固定的加注值后,扣动扳机进行加注,待加注完成后,如果还需要加注上一个加注值时,需要人工去按操作面板上的一个确认按钮,扣动扳机再进行加注,其缺点是操作复杂。
技术实现要素:
3.基于此,本发明的主要目的是提供一种操作简单的批量加注装置。
4.为实现上述目的,本发明提供一种批量加注装置,包括:
5.主体,内部具有流道;
6.流体进管和流体出管,分别连接在主体两端,且所述流体进管和所述流体出管均与所述流道连通,所述流体进管用于与加注件连接,所述流体出管用于与被加注对象连接,所述加注件内的流体能够依次经所述流体进管、所述主体及所述流体出管流入所述被加注对象内;
7.扳机组件,部分伸入所述流道内,所述扳机组件能够沿第一方向移动,以导通或阻断所述流道;及
8.控制线路板,临近所述主体设置,所述控制线路板用于设定加注值及加注次数,所述控制线路板还用于在加注量达到所述预设加注值时控制所述扳机组件从导通所述流道的状态切换到阻断所述流道的状态。
9.优选地,所述批量加注装置还包括弹性件和阻挡件,所述弹性件设置于所述主体的所述流道内,所述弹性件的一端与所述流道的内壁抵接,所述弹性件的另一端与所述扳机组件抵接,所述扳机组件能够沿第一方向朝靠近或远离所述弹性件的方向移动,以导通或阻断所述流道;所述阻挡件临近所述扳机组件设置,且与所述控制线路板电连接,所述控制线路板用于在所述扳机组件导通所述流道时控制所述阻挡件抵持所述扳机组件,以阻挡所述扳机组件沿第一方向朝远离所述弹性件的方向移动,以使所述扳机组件维持在导通所述流道的状态,所述控制线路板还用于在加注量达到所述预设加注值时控制所述阻挡件取消对所述扳机组件的抵持,以使所述扳机组件能够在弹性件的作用下朝远离所述弹性件的方向移动,从而使所述扳机组件阻断所述流道。
10.优选地,所述阻挡件为电磁铁,电磁铁具有伸缩轴,所述控制线路板能够控制伸缩轴伸出或缩回,从而控制所述伸缩轴抵持所述扳机组件或取消对所述扳机组件的抵持。
11.优选地,所述批量加注装置还包括微动开关,所述微动开关与所述主体连接,所述微动开关与所述控制线路板电连接,且所述微动开关临近所述扳机组件设置,所述扳机组件沿第一方向朝靠近所述弹性件的方向移动,以导通所述流道时,所述扳机组件能够逐渐
靠近并接触所述微动开关,以使所述微动开关发送导通信号给所述控制线路板,进而使所述控制线路板控制所述阻挡件抵持所述扳机组件,以阻挡所述扳机组件沿第一方向朝远离所述弹性件的方向移动。
12.优选地,所述流道内设置有椭圆齿轮,所述椭圆齿轮上设置有磁铁,所述批量加注装置还包括干簧管,所述干簧管临近所述磁铁设置,所述干簧管与所述控制线路板电连接,所述流体流动时能够带动所述椭圆齿轮转动,进而带动所述磁铁转动,以使所述干簧管切割所述磁铁的磁力线,所述干簧管用于在所述磁铁每转动一圈时发送计量信号给所述控制线路板,所述控制线路板能够根据接收所述计量信号的次数判断加注量是否达到所述预设加注值。
13.优选地,所述扳机组件包括扳机、套筒、升降轴及圆球,所述流道包括一次连通的第一流道、第二流道及第三流道,所述套筒部分伸入第二流道内,所述套筒的顶部开口与所述第一流道连通,所述套筒的侧壁设置有多个通孔,多个所述通孔与所述第三流道连通,所述圆球位于所述顶部开口处,以阻断所述第一流道和所述顶部开口,且所述圆球与所述弹性件抵接,所述升降轴位于所述套筒内,且所述升降轴能够相对所述套筒升降,所述扳机与所述主体铰接,所述升降轴临近所述扳机设置,所述扳机能够相对所述主体转动,以使所述扳机逐渐靠近并抵持所述升降轴,从而带动所述升降轴能够相对所述套筒上升,直至所述升降轴克服所述弹性件的弹性力将所述圆球顶起,以使所述圆球与所述顶部开口分离。
14.优选地,所述扳机组件还包括转轴和抵顶板,所述抵顶板转动设置于所述扳机上,所述转轴上开设有卡槽,驱动所述扳机相对所述主体转动,以使所述扳机逐渐靠近并抵持所述升降轴时,所述扳机能够带动所述抵顶板转动,以使所述抵顶板滑入所述转轴的所述卡槽内,所述控制线路板用于在所述扳机组件导通所述流道时控制所述阻挡件抵持所述转轴,以阻挡所述转轴转动,从而使所述抵顶板维持在所述卡槽内。
15.优选地,所述批量加注装置还包括壳体,所述主体及所述控制线路板设置于所述壳体内。
16.优选地,所述壳体上设置有显示屏和控制按钮,且所述显示屏和所述控制按钮均与所述控制线路板电连接,所述显示屏用于显示总加注次数、已加注次数及加注值,所述控制按钮用于设定加注次数及加注量。
17.优选地,所述批量加注装置还包括电池,所述电池设置于所述壳体内,所述电池与所述控制线路板连接。
18.本发明技术方案的优点:当需要进行批量加注时,先通过控制线路板设定加注值及加注次数,然后按压扳机组件,驱动扳机组件沿第一方向移动,以导通流道,然后加注件内的流体经流体进管、主体、流体出管流入被加注对象内,当加注量达到预设加注值时,控制线路板还控制扳机组件从导通流道的状态切换到阻断流道的状态,从而完成一次加注,当需要进行下一次等量加注时,重新按压扳机组件,即可完成相同的加注过程。如果需要进行多次加注时,当设定加注值及加注次数后,只需重复按压扳机组件即可,一次加注过程只需要按压一次扳机组件,不需要额外按压确认按钮,从而使得加注过程的操作更加简便。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的装置获得其他的附图。
20.图1为一实施例的批量加注装置的爆炸图;
21.图2为一实施例的主体、扳机组件及阻挡件配合的剖视图;
22.图3为一实施例的扳机组件、阻挡件及微动开关配合的结构示意图;
23.图4为一实施例的主体、扳机组件及阻挡件配合的结构示意图;
24.图5为一实施例的扳机组件的局部剖视图;
25.图6为一实施例的阻挡件、转轴及抵顶板配合的结构示意图;
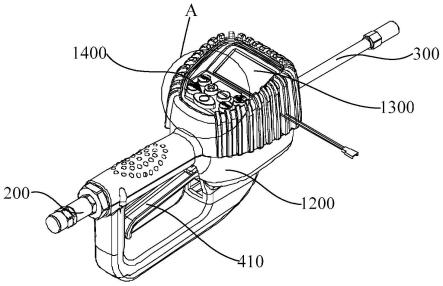
26.图7为一实施例的批量加注装置的结构示意图。
27.图8为图7的a处放大图;
28.图9为一实施例的电池与下壳配合的爆炸图。
29.其中,100.主体;110.流道;111.第一流道;112.第二流道;113.第三流道;200.流体进管;300.流体出管;400.扳机组件;410.扳机;420.套筒;421.顶部开口;422.通孔;430.升降轴;440.圆球;450.转轴;451.卡槽;452.凸起轴;460.抵顶板;500.控制线路板;600.弹性件;700.阻挡件;710.伸缩轴;800.微动开关;900.椭圆齿轮;1000.磁铁;1100.干簧管;1200.壳体;1210.上壳;1220.下壳;1221.连接部;1222.承载部;1300.显示屏;1400.控制按钮;1410.转换按钮;1420.增加按钮;1430.减少按钮;1440.电源按钮;1450.自动按钮;1460.复位按钮;1500.电池。
30.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中的“和/或”包括三个方案,以a和/或b为例,包括a技术方案、b技术方案,以及a和b同时满足的技术方案;另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
33.如图1-2所示,一种批量加注装置包括主体100、流体进管200、流体出管300、扳机组件400及控制线路板500,主体100内部具有流道110,流体进管200和流体出管300分别连接在主体100两端,且流体进管200和流体出管300均与流道110连通,流体进管200用于与加注件连接,流体出管300用于与被加注对象连接,加注件内的流体能够依次经流体进管200、
主体100及流体出管300流入被加注对象内,扳机组件400部分伸入流道110内,扳机组件400能够沿第一方向移动,以导通或阻断流道110,控制线路板500临近主体100设置,控制线路板500用于设定加注值及加注次数,控制线路板500还用于在加注量达到预设加注值时控制扳机组件400从导通流道110的状态切换到阻断流道110的状态。
34.当需要进行批量加注时,先通过控制线路板500设定加注值及加注次数,然后按压扳机组件400,驱动扳机组件400沿第一方向移动,以导通流道110,然后加注件内的流体经流体进管200、主体100、流体出管300流入被加注对象内,当加注量达到预设加注值时,控制线路板500还控制扳机组件400从导通流道110的状态切换到阻断流道110的状态,从而完成一次加注,当需要进行下一次等量加注时,重新按压扳机组件400,即可完成相同的加注过程,如果本技术需要进行多次加注时,当设定加注值及加注次数后,只需重复按压扳机组件400即可,一次加注过程只需要按压一次扳机组件400,不需要额外按压确认按钮,从而使得加注过程的操作更加简便。
35.在本实施例中,第一方向为图2-3中x轴所在方向。
36.在本实施例中,加注件为油枪或阀,被加注对象为车辆,被加注的流体为汽油,在其他实施例中,被加注的流体为润滑油或其他所需的流体,被加注对象为发动机等设备。
37.进一步地,参考图2-3,批量加注装置还包括弹性件600和阻挡件700,弹性件600设置于主体100的流道110内,弹性件600的一端与流道110的内壁抵接,弹性件600的另一端与扳机组件400抵接,扳机组件400能够沿第一方向朝靠近或远离弹性件600的方向移动,以导通或阻断流道110;阻挡件700临近扳机组件400设置,且与控制线路板500电连接,控制线路板500用于在扳机组件400导通流道110时控制阻挡件700抵持扳机组件400,以阻挡扳机组件400沿第一方向朝远离弹性件600的方向移动,以使扳机组件400维持在导通流道110的状态,控制线路板500还用于在加注量达到预设加注值时控制阻挡件700取消对扳机组件400的抵持,以使扳机组件400能够在弹性件600的作用下朝远离弹性件600的方向移动,从而使扳机组件400阻断流道110,具体地,控制线路板500通过控制阻挡件700来实现对扳机组件400的状态的控制,弹性件600的设置使得在扳机组件400没有阻挡件700阻挡的情况下,能够在弹性件600的作用下回复到阻断流道110的状态,不需要额外通过人工控制扳机组件400回复到阻断流道110的状态。
38.在本实施例中,弹性件600为弹簧。
39.进一步地,参考图3,阻挡件700为电磁铁1000,电磁铁1000具有伸缩轴710,控制线路板500能够控制伸缩轴710伸出或缩回,从而控制伸缩轴710抵持扳机组件400或取消对扳机组件400的抵持,具体地,扳机组件400沿第一方向朝靠近或远离弹性件600的方向移动,以导通流道110时,控制线路板500控制电磁铁1000伸出伸缩轴710以抵持扳机组件400,以阻挡扳机组件400沿第一方向朝远离弹性件600的方向移动,以使扳机组件400维持在导通流道110的状态,当加注量达到预设加注值时,控制线路板500控制电磁铁1000缩回伸缩轴710,以取消对扳机组件400的抵持,从而扳机组件400能够在弹性件600的作用下朝远离弹性件600的方向移动,从而使扳机组件400阻断流道110。
40.进一步地,参考图1-3,批量加注装置还包括微动开关800,微动开关800与主体100连接,微动开关800与控制线路板500电连接,且微动开关800临近扳机组件400设置,扳机组件400沿第一方向朝靠近弹性件600的方向移动,以导通流道110时,扳机组件400能够逐渐
靠近并接触微动开关800,以使微动开关800发送导通信号给控制线路板500,进而使控制线路板500控制阻挡件700抵持扳机组件400,以阻挡扳机组件400沿第一方向朝远离弹性件600的方向移动,具体地,微动开关800的设置,使得扳机组件400沿第一方向朝靠近弹性件600的方向移动,以导通流道110时,控制线路板500能够及时接收到导通信号,从而控制线路板500控制电磁铁1000伸出伸缩轴710以抵持扳机组件400,以阻挡扳机组件400沿第一方向朝远离弹性件600的方向移动,以使扳机组件400维持在导通流道110的状态。
41.进一步地,参考图1及图3-4,流道110内设置有椭圆齿轮900,椭圆齿轮900上设置有磁铁1000,批量加注装置还包括干簧管1100,干簧管1100临近磁铁1000设置,干簧管1100与控制线路板500电连接,流体流动时能够带动椭圆齿轮900转动,进而带动磁铁1000转动,以使干簧管1100切割磁铁1000的磁力线,干簧管1100用于在磁铁1000每转动一圈时发送计量信号给控制线路板500,控制线路板500能够根据接收计量信号的次数判断加注量是否达到预设加注值,具体地,通过干簧管1100的设置,控制线路板500能够不断接收到计量信号,从而能够实时判断加注量是否达到预设加注值,当加注量达到预设加注值时,控制线路板500控制电磁铁1000缩回伸缩轴710,以取消对扳机组件400的抵持,从而扳机组件400能够在弹性件600的作用下朝远离弹性件600的方向移动,从而使扳机组件400阻断流道110,从而避免加注超量。
42.在本实施例中,参考图4,干簧管1100设置于主体100上,且干簧管1100部分伸入流道110。
43.进一步地,参考图2-5,扳机组件400包括扳机410、套筒420、升降轴430及圆球440,流道110包括一次连通的第一流道111、第二流道112及第三流道113,套筒420部分伸入第二流道112内,套筒420的顶部开口421与第一流道111连通,套筒420的侧壁设置有多个通孔422,多个通孔422与第三流道113连通,圆球440位于顶部开口421处,以阻断第一流道111和顶部开口421,且圆球440与弹性件600抵接,升降轴430位于套筒420内,且升降轴430能够相对套筒420升降,扳机410与主体100铰接,升降轴430临近扳机410设置,扳机410能够相对主体100转动,以使扳机410逐渐靠近并抵持升降轴430,从而带动升降轴430相对套筒420上升,直至升降轴430克服弹性件600的弹性力将圆球440顶起,以使圆球440与顶部开口421分离,具体地,当升降轴430克服弹性件600的弹性力将圆球440顶起,以使圆球440与顶部开口421分离,从而使得顶部开口421漏出时,第一流道111与套筒420连通,且套筒420与第三流道113连通,从而流体能够依次经流体出管300、第一流道111、套筒420、第三流道113及流体出管300流入被加注对象内,当升降轴430未将圆球440顶起,圆球440未与顶部开口421分离,即圆球440遮挡住顶部开口421时,第一流道111与套筒420不连通,从而流体无法继续流入被加注对象内,具体地,椭圆齿轮900和磁铁1000设置于第三流道113内,在本实施例中,升降轴430的轴线方向为第一方向。
44.在本实施例中,升降轴430靠近圆球440的一端的外径小于套筒420的内径,且升降轴430远离圆球440的一端的外径与套筒420的内径相适配,从而升降轴430将圆球440顶起,以使圆球440与顶部开口421分离,从而使得顶部开口421漏出时,流体能够依次经第一流道111、套筒420、第三流道113及流体出管300流入被加注对象内,套筒420的下半部分被适配升降轴430封堵,从而流体不会经第一流道111、套筒420直接漏出。
45.进一步地,参考图3-4及图6,扳机组件400还包括转轴450和抵顶板460,抵顶板460
转动设置于扳机410上,转轴450上开设有卡槽451,驱动扳机410相对主体100转动,以使扳机410逐渐靠近并抵持升降轴430时,扳机410能够带动抵顶板460转动,以使抵顶板460滑入转轴450的卡槽451内,控制线路板500用于在扳机组件400导通流道110时控制阻挡件700抵持转轴450,以阻挡转轴450转动,从而使抵顶板460维持在卡槽451内。
46.在本实施例中,参考图3-4,转轴450上还设置有一个与转轴450轴线垂直的凸起轴452,控制线路板500用于在扳机组件400导通流道110时控制阻挡件700抵持凸起轴452,进而阻挡转轴450转动。
47.进一步地,参考图1及图7,批量加注装置还包括壳体1200,主体100及控制线路板500设置于壳体1200内。
48.进一步地,参考图1,壳体1200包括上壳1210和下壳1220,上壳1210设置于下壳1220上,以将主体100及控制线路板500包围在上壳1210和下壳1220形成的容置空间内。
49.进一步地,参考图1及图7,壳体1200上设置有显示屏1300和控制按钮1400,且显示屏1300和控制按钮1400均与控制线路板500电连接,显示屏1300用于显示总加注次数、已加注次数及加注值,控制按钮1400用于设定加注次数及加注量,具体地,显示屏1300和控制按钮1400设置于上壳1210上,在其他实施例中,显示屏1300还用于显示异常提示,当批量加注装置发生故障时,显示屏1300会显示出相应的异常提示,进一步地,显示屏1300还能够发出亮光,以使操作人员能够看清显示屏1300上的内容,或通过显示屏1300进行照明。
50.进一步地,参考图7-8,控制按钮1400包括转换按钮1410、增加按钮1420及减少按钮1430,按压转换按钮1410使得显示屏1300在加注量调节和加注次数调节的状态间进行切换,按压增加按钮1420能够增加加注量或加注次数,按压减少按钮1430能够减少加注量或加注次数,具体地,当需要设定加注量时,按压转换按钮1410切换到加注量调节状态,然后通过增加按钮1420和减少按钮1430将加注量调节至所需的加注量,当需要设定加注次数时,按压转换按钮1410切换到加注次数调节状态,然后通过增加按钮1420和减少按钮1430将加注次数调节至所需的加注次数。
51.进一步地,参考图7-8,控制按钮1400还包括电源按钮1440、自动按钮1450及复位按钮1460,按压电源按钮1440控制批量加注装置启动或关闭,当加注量和加注次数均设定好后,按压自动按钮1450控制批量加注装置开始批量加注,按压复位按钮1460控制批量加注装置回复到初始状态。
52.进一步地,参考图1及图9,批量加注装置还包括电池1500,电池1500设置于壳体1200内,电池1500与控制线路板500连接,以为批量加注装置供电,在本实施例中,电池1500设置于下壳1220体1200内。
53.进一步地,参考图9,下壳1220体1200包括可拆卸连接的连接部1221和承载部1222,上壳1210体1200设置连接部1221上,承载部1222位于连接部1221远离承载部1222的一端,电池1500设置于承载部1222内,具体地,当需要更换电池1500时,只需要打开承载部1222即可更换电池1500,更换过程十分便捷。
54.参照图1-9,批量加注装置各结构之间的配合和动作过程如下:
55.当需要给批量加注时,将流体进管200与油枪连接,流体出管300与被加注对象连接,通过控制按钮1400在线路板上设置好批量加注值和批量加注次数,并启动批量加注模式,然后扣动扳机410,以使扳机410逐渐靠近并抵持升降轴430,从而带动升降轴430相对套
筒420上升,直至升降轴430克服弹性件600的弹性力将圆球440顶起,以使圆球440与顶部开口421分离,从而使得顶部开口421漏出,使得第一流道111与套筒420连通,且套筒420与第三流道113连通(即此时流道110为导通状态),从而油枪内的流体能够依次经流体出管300、第一流道111、套筒420、第三流道113及流体出管300流入被加注对象内,扣动扳机410时,扳机410能够带动抵顶板460转动,以使抵顶板460滑入转轴450的卡槽451内,此外,扣动扳机410时,扳机410还会同时靠近并接触微动开关800,以使微动开关800发送导通信号给控制线路板500,控制线路板500接收到导通信号后,控制线路板500控制电磁铁1000伸出伸缩轴710以抵持转轴450上的凸起轴452,从而阻挡转轴450转动,进而使抵顶板460维持在转轴450的卡槽451内,抵顶板460抵顶升降轴430,从而阻挡升降轴430沿第一方向朝远离弹性件600的方向移动,以使流道110维持在导通状态;
56.流体依次经流体出管300、第一流道111、套筒420、第三流道113及流体出管300流入被加注对象内时,流体能够带动套筒420的流道110内的椭圆齿轮900转动,进而带动磁铁1000转动,以使干簧管1100切割磁铁1000的磁力线,干簧管1100用于在磁铁1000每转动一圈时发送计量信号给控制线路板500,控制线路板500能够根据接收计量信号的次数判断加注量是否达到预设加注值,当加注量达到预设加注值时,控制线路板500控制电磁铁1000缩回伸缩轴710,以取消对转轴450上的凸起轴452的抵持,从而转轴450不被限制重新能够转动,从而升降轴430能够在弹性件600的作用下朝远离弹性件600的方向移动时,抵顶板460能够被带动转动并从转轴450的卡槽451内滑出,即抵顶板460已经无法继续阻挡升降轴430朝远离弹性件600的方向的移动,从而失去升降轴430的抵顶后圆球440落下至顶部开口421处,以重新将顶部开口421遮挡住,此时第一流道111与套筒420不连通(即流道110位于阻断状态),从而流体无法继续流入被加注对象内,一次加注完成;
57.当需要进行下次等量加注时,重新按压扳机410,再次使得流道110导通,重复前述步骤即可再次完成加注过程,然后根据设定的批量加注次数,重复加注过程,直至完成所有加注过程,本技术进行批量加注时,只需要按压扳机410即可完成多次加注过程,操作简单快捷,具体地,当需要进行下次等量加注时,若被加注对象与之前不同,则将流体出管300与当前的被加注对象取消连接,并将流体出管300与下一个被加注对象连接。
58.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效装置变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。