1.本技术涉及热定型机的技术领域,尤其是涉及节能型松弛热定型机。
背景技术:
2.热定型机是一种利用热空气对织物进行干燥和整理并使之定型的装置,其中热空气的供给方式有多种途径,可以直接在定型机内燃烧煤气或轻柴油,也可以用循环导热油或蒸汽加热或者电加热进行加热。其中松弛定型是在松弛即无张力的状态下进行的热定型。消除纤维内部残余应力,固定纤维卷曲度,提升纤维后续的加工性能和使用性能。
3.相关技术中关于松弛热定型机的加工装置包括定型区和冷却区,定型区包括封闭的第一箱体和第一输送链板,第一输送链板用于对纤维产品进行输送,在第一箱体内设置有热交换器,热交换器和第一输送链板间隔设置,即设置在第一输送链板的上方。冷却区包括第二箱体和第二输送链板,第二输送链板设置在第二箱体内,在纤维经过第一箱体内进行热定型后,转送至第二输送链板上进行冷却。
4.上述中的相关技术,纤维放置在第一输送链板上,纤维的一面和第一输送链板接触,在对其进行热定型时,影响纤维的串透性,热定型效率较慢,需要延长加热时间,造成能源浪费。
技术实现要素:
5.为了减少能源的浪费,本技术提供节能型松弛热定型机。
6.本技术提供的节能型松弛热定型机采用如下的技术方案:节能型松弛热定型机,包括箱体以及设置在箱体内的用于传送纤维的传送带,在箱体内设置有用于对纤维进行热定型处理的热交换器,所述热交换器和传送带沿传送带的传送方向间隔设置有多组,每两组所述热交换器和传送带之间设置有辅助加热装置,所述热交换器设置传送带背离地面的一侧,且所述热交换器和传送带间隔设置,所述辅助加热装置设置在传送带传送面背离热交换器的一侧,所述辅助加热装置和热交换器分别对纤维的两侧进行加热,所述箱体上设置有用于将热交换器产生的热空气吹送至纤维处,所述箱体上设置有循环管,所述循环管分别与辅助加热装置和风机组件连接用于循环箱体内的热空气。
7.通过采用上述技术方案,设置辅助加热装置和热交换器在纤维输送的过程中同时对纤维的两侧进行加热定型处理,即在纤维输送至两个输送带之间时,通过辅助加热装置对纤维背离热交换器的一侧进行加热,提升加热效率,同时设置循环管对空气进行循环加热,减少能源浪费,节约能源。
8.可选的,所述风机组件包括风机一和风管,所述风管设置在箱体的外部,所述风管的一端穿过箱体设置在箱体内部,所述风管的端部设置在热交换器背离传送带的一侧,所述风机一设置在箱体上和风管连接。
9.通过采用上述技术方案,将风管的端部和热交换器对应设置,在风机的作用下,通
过风管朝向热交换器吹风,将热交换器处产生的热量吹送至纤维处,对纤维进行热定型处理。
10.可选的,两个所述传送带之间设置有安装架,所述辅助加热装置包括加热箱、连接管和承接杆,所述承接杆设置在安装架上,所述承接杆设置在纤维背离热交换器的一侧,所述承接杆为中空结构,所述承接杆的侧面开设有通口,所述加热箱设置在箱体的外部,所述连接管的一端和加热箱连接,另一端穿过箱体和承接杆内部连通,所述连接管上设置有用于将加热箱处产生的热空气输送至承接杆内的风机二。
11.通过采用上述技术方案,加热箱对空气进行加热后,在风机二的作用下,通过连接管通入至承接杆内,然后通过空口排出,对纤维进行加热定型,承接杆设置在纤维背离热交换器的一侧,配合热交换器对纤维进行加热,进一步提升定型效率。
12.可选的,所述循环管背离箱体的一端分别与风管背离箱体的一端和加热箱的进风口连接。
13.通过采用上述技术方案,设置循环管分别与风管和加热箱的进风口连接,在箱体内空气的温度传递至纤维上降低后,通过循环管进入到加热箱内,此时的空气具有一定的温度,在加热至指定温度后即可再次通入至箱体内对纤维进行定型处理,减少加热箱的消耗,节约能源。
14.可选的,所述承接杆设置有多个,多个所述承接杆设置在同一平面内,每两个相邻所述承接杆之间平行间隔设置,所述连接管同时和多个承接杆连接,所述通口在承接杆上开设有多个,多个所述通口在承接杆上均匀布置。
15.通过采用上述技术方案,设置多个承接杆提升和纤维的接触面积,提升纤维的受热面积,提升加热效率。
16.可选的,所述承接杆沿垂直于传送带的传送方向设置,所述承接杆在安装架上转动设置,所述连接管和承接杆的端部转动连接。
17.通过采用上述技术方案,在纤维传送经过承接杆时,承接杆在纤维的作用下转动,减少纤维和承接杆之间的摩擦力,对纤维进行保护。
18.可选的,所述承接杆背离连接管的一端设置有转动杆,所述转动杆的外部设置有用于连接多个转动杆的皮带一,所述皮带一用于带动多个转动杆同步转动,其中一个所述转动杆的外部套设有皮带二,所述皮带二和传送带的转动轴连接,所述皮带二用于带动转动杆和传送带的转动轴同步转动。
19.通过采用上述技术方案,将转动杆和传送带的转动轴通过皮带一和皮带二连接,使得皮带一和皮带二可同步转动,即承接杆随纤维的移动转动,进一步减少纤维和限位杆之间的摩擦力。
20.可选的,所述安装架上设置有挡框,所述挡框背离地面的一侧开设有开口,所述承接杆的端部和挡框内壁连接,所述承接杆之间设置有中间板,所述中间板上均匀开设有多个中间孔。
21.通过采用上述技术方案,在承接杆转动时,当承接杆上的通口转动至挡框内后,热空气进入到挡框内,随着热空气的不断增多,热空气通过中间孔排出,且设置中间孔在承接杆的间隙处,该部分热气和纤维接触对其进行热定型处理,进一步提升热空气和限位的接触面积,使得纤维均匀受热,提升定型效果。
22.可选的,所述承接杆的外部沿承接杆的长度方向开设有螺纹槽,多个所述通口在螺纹槽内沿螺纹槽的长度方向间隔设置。
23.通过采用上述技术方案,设置螺纹槽,并设置通口在螺纹槽内,使得在通口转动至和纤维正对时,即转动至纤维的正下方时,排出的热空气和纤维接触后,流动至螺纹槽内,在进入到螺纹槽内后,可继续对纤维进行加热,提升热定型效率。
24.可选的,所述挡框上设置有连接板,所述连接板上转动设置有挡杆,所述挡杆和承接杆对应设置有多个,所述挡杆和承接杆间隔设置两者之间形成用于输送纤维的通道。
25.通过采用上述技术方案,和承接杆间隔设置挡杆,减少在通口或者中间孔内排出的热气对纤维加热时,减少纤维出现和承接杆脱离的现象,提升热定型时的稳定性。
26.综上所述,本技术包括以下至少有益技术效果:1、通过设置承接杆和热交换器分别对纤维的两侧进行加热,使得纤维均匀受热,提升纤维的定型效率,同时设置循环管对箱体内的热空气进行循环加热使用,减少能源的浪费,节省资源。
附图说明
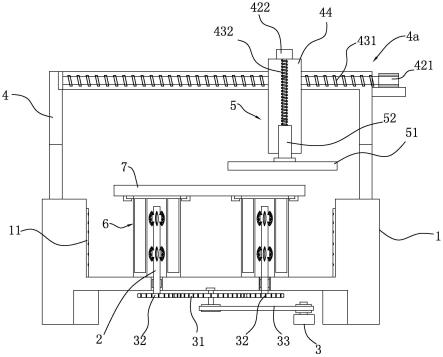
27.图1是本技术实施例的节能型松弛热定型机的结构示意图。
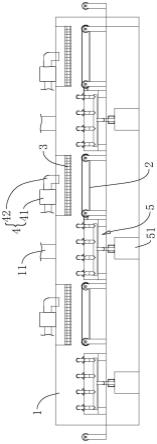
28.图2是本技术实施例的节能型松弛热定型机的部分视图。
29.图3是本技术实施例的节能型松弛热定型机中辅助加热装置的结构视图。
30.图4是本技术实施例的节能型松弛热定型机中皮带一的结构视图。
31.图5是本技术实施例的节能型松弛热定型机中挡框的剖开视图。
32.图6是本技术实施例的节能型松弛热定型机的中间板的结构视图。
33.图7是本技术实施例的节能型松弛热定型机中承接杆的结构视图。
34.图8是本技术实施例的节能型松弛热定型机中承接杆的局部视图。
35.附图标记:1、箱体;11、循环管;12、安装架;2、传送带;3、热交换器;4、风机组件;41、风机一;42、风管;5、辅助加热装置;51、加热箱;52、连接管;521、风机二;53、承接杆;531、转动杆;532、皮带一;533、皮带二;6、通口;61、螺纹槽;7、挡框;71、开口;8、中间板;81、中间孔;9、挡杆;91、连接板。
具体实施方式
36.以下结合附图1-8对本技术作进一步详细说明。
37.本技术公开的节能型松弛热定型机。参照图1和图2,节能型松弛热定型机包括箱体1,在箱体1内设置有用于传送纤维的传送带2,且在箱体1内和传送带2间隔设置有热交换器3,热交换器3设置在传送带2背离地面的一侧。在传送带2对纤维进行传送的同时通过热交换器3对纤维进行热定型处理。
38.参照图1和图2,在箱体1上设置有风机组件4,风机组件4设置在热交换器3背离传送带2的一侧,风机组件4包括风机一41和风管42,风管42设置在箱体1的外部,且一端穿过箱体1侧壁延伸至箱体1内部,风机一41设置在风管42上,风管42靠近箱体1内部的一端设置在热交换器3背离传送带2的一侧,风机一41通过风管42向热交换器3吹风,将热交换器3产生的热量吹送至传送带2出,对纤维进行热定型处理。
39.参照图1和图2,热交换器3和风机组件4设置有多组,多组热交换器3和风机组件4沿传送带2的输送方向间隔设置,在箱体1上设置有循环管11,循环管11的一端设置在箱体1的内部,另一端和风管42背离箱体1的一端连接。在风机的作用下,风管42、循环管11和箱体1内部形成供空气循环的空间,对空气进行循环加热,然后对纤维进行处理,节约能源。
40.参照图2和图3,传送带2设置有多个,多个传送带2和多个热交换器3一一对应设置,且多个传送带2之间间隔设置,在两个相邻的传送带2之间设置有辅助加热装置5。在两个传送带2之间设置有安装架12。辅助加热装置5包括加热箱51、连接管52和承接杆53,加热箱51用于对空气进行加热,加热箱51设置在箱体1的外部,承接杆53设置在安装架12上,且承接杆53为中空结构,连接管52的一端和箱体1连接,另一端和承接杆53的端部连接,连接管52和承接杆53内部连通,在连接管52上设置有风机二521,风机二521设置在箱体1的外部,风机二521用于将加热箱51内产生的热气通过连接管52输送至承接杆53内,在承接杆53上开设有通口6。承接杆53设置在纤维靠近地面的一侧,在纤维经过承接杆53进行输送时,通过通口6处吹出的热气传递至纤维处,对纤维进行定型处理。另外,承接杆53和热交换器3分别设置在纤维的两侧,在纤维传送的过程中同时对纤维进行加热处理,提升热定型效率,减少能源浪费。循环管11背离箱体1的一端也可和加热箱51的进风口连接,即在循环管11、连接管52和箱体1内部之间又形成一个循环,减少热量的散失,减少能源浪费。
41.参照图3和图4,承接杆53在水平面上沿垂直于传送带2的传送方向设置,承接杆53设置有多个,多个承接杆53设置在同一平面内,且每两个相邻的承接杆53之间平行间隔设置,连接管52同时和多个承接杆53连接。且通口6在承接杆53上开设有多个,多个通口6在承接杆53上均匀布置。通过设置多个承接杆53及在承接杆53上开设多个通口6,在纤维传送并经过承接杆53时,提升对纤维的定型效果。
42.参照图3和图4,承接杆53在安装架12上转动设置,设置连接管52和承接杆53的端部连接,且连接管52和承接杆53的端部转动连接,设置多个承接杆53所在水平面和传送带2的传送面在同一平面内,在纤维传送至承接杆53上时,承接杆53在纤维的作用下转动,减少纤维和承接杆53之间的摩擦力,减少纤维出现损坏的现象。在承接杆53背离连接管52的一端设置有转动杆531,在转动杆531的外部套设有皮带一532,在皮带一532的内部设置有啮合齿,在转动杆531的外部开设有齿槽,啮合齿和齿槽啮合,在其中一转动杆531的外部套设置有皮带二533,皮带二533和皮带一532的结构相同,即皮带二533和转动杆531啮合连接,同时皮带二533和传送带2上的转动轴连接。在转动轴转动时,通过皮带二533带动转动杆531转动,转动杆531通过皮带一532带动其他的转动杆531转动,通过转动杆531带动所有的承接杆53随传送带2同步转动,在承接杆53对纤维进行加热时,对纤维进行传送,进一步减少其和纤维之间的摩擦力,对纤维进行保护。
43.参照图3和图5,在安装架12上设置有挡框7,承接杆53的端部和挡框7内壁连接,连接管52穿过挡框7和承接杆53连接,挡框7呈密封结构,且背离地面的一侧开设有开口71,承接杆53通过开口71放置在挡框7内。在承接杆53之间设置有中间板8,中间板8和侧面和承接杆53的侧面抵接,在中间板8上开设有中间孔81,中间孔81沿垂直于中间板8的方向设置,中间孔81开设有多个,多个中间孔81在中间板8上均匀间隔设置。承接杆53在转动时,通口6随之转动,在通口6转动至和挡框7内部对应时,热气进入到挡框7内,然后热气通过中间孔81排出,然后对纤维进行加热,提升纤维的受热面积。
44.参照图6和图7,在承接杆53的外部开设有螺纹槽61,螺纹槽61沿承接杆53的长度方向设置,通口6开设在螺纹槽61的内壁上,多个通口6沿螺纹槽61的长度方向间隔设置。在通口6转动至纤维的正下方时,通过通口6吹出的热空气和纤维接触后扩散至螺纹槽61内,进而提升和纤维的接触面积,提升热定型效果。结合图8,在螺纹槽61上任意一处垂直于螺纹槽61的螺旋方向的截面螺纹槽61呈梯形状,梯形上底边较长的一侧靠近承接杆53的侧面设置,提升螺纹槽61和纤维槽的接触面积,进而提升通过通口6排出的热气和纤维的接触面积。
45.参照图3和图5,在挡框7上设置有挡杆9,在挡杆9的端部设置有连接板91,挡杆9通过连接板91和挡框7连接,挡杆9在连接板91上转动设置,挡杆9在挡框7背离地面的一侧,且挡杆9沿承接杆53的长度方向设置,挡杆9和承接杆53间隔设置,挡杆9设置有多个,多个挡杆9和多个承接杆53一一对应设置。纤维在挡杆9和承接杆53之间传送,在通口6吹出的热风对纤维进行加热时,在风机的作用下,纤维会出现和承接杆53分离的现象,设置挡杆9和承接杆53间隔设置,通过挡杆9对纤维的位置进行限制,减少限位出现和承接杆53分离的现象,同时挡杆9转动设置,减少纤维和挡杆9之间的摩擦力,以便对纤维进行输送。
46.本技术的实施原理为:在纤维传送的过程中,设置热交换器3和承接杆53同时对纤维的两侧进行加热定型处理,增加热空气和纤维的接触面积,提升热定型的效率,同时设置循环管11对加热后的空气循环利用,再次进行加热后通入到箱体1内对纤维进行热定型处理,减少能源的浪费。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。