1.本发明涉及医疗设备领域,尤其是发药机加药装置及发药机的加药方法。
背景技术:
2.发药机是医院中用于自动进行发药的设备。
3.如申请号为201911382804.1 ,公开号为cn110916440a所揭示的自动发药机。当需要向发药机中添加不同的盒装药时,常规的操作是由人工来实现。
4.为了将多种不同类型的盒装药准确地添加到发药机中,通过自动化设备来是亟需的,因此需要研究相应的自动化加药设备来满足自动加药的需要。
5.如申请号为201810611601.4 ,公开号为cn108726072a所揭示的一种自动加药装置,这种结构存在以下问题:由于每个智能药盒中仅存放一种盒装药,因此,当发药机中有多种药时,则需对应数量的智能药盒,而智能药盒需要存放在存储柜中,在存储柜尺寸有限的情况下,智能药盒的数量受到极大地限制,这就造成加药机一次可添加的药物种类与发药机中存放的种类不匹配,需要分多次才能将发药机中的全部种类的药片添加完成。
6.这种结构中,必须事先将药品装入智能药盒内,而且将药品装入智能药盒内时必须保证智能药盒内放入的药品种类相同,才能保证后续加药的准确性,这增加了不确定性。同时,在将智能药盒存储到存储柜时,系统需要逐个读取芯片内的信息,这就增加了操作的复杂性,不能随意将多种药品批量加入到加药机中由加药机自动进行区分处理。
技术实现要素:
7.本发明的目的就是为了解决现有技术中存在的上述问题,提供一种发药机加药装置及发药机的加药方法。
8.本发明的目的通过以下技术方案来实现:发药机加药装置,包括框架,所述框架上设置有:输送组件,用于进行盒装药的输送;落料滑槽,其上端与所述输送组件的输出端衔接;单件输出组件,其输送面倾斜设置,且其下端与所述落料滑槽的下端衔接,所述单件输出组件使进入到其上的盒装药逐一由其上端输出;接料组件,用于承接所述单件输出组件输出的盒装药;识别组件,用于识别由单件输出组件输出的所述盒装药上的识别码;移载组件,用于抓取所述接料组件上的盒装药并驱动其移动。
9.优选的,所述发药机加药装置中,所述单件输出组件包括皮带输送机,所述皮带输送机的输送带上设置有一组沿所述输送带的周向间距分布的驱动条,每个所述驱动条倾斜设置在所述输送带的外表面。
10.优选的,所述发药机加药装置中,所述落料滑槽和单件输出组件位于所述输送组
件的下方。
11.优选的,所述发药机加药装置中,所述接料组件包括透明的接料板,所述识别组件包括位于所述接料板上方且镜头朝向所述接料板的顶面扫码装置和位于所述接料板下方且镜头朝向所述接料板的底面扫码装置。
12.优选的,所述发药机加药装置中,所述接料板倾斜设置,所述接料板靠近所述单件输出组件的一侧高于其相对的另一侧,所述接料板的上方设置有位于其下侧的挡边,所述顶面扫码装置和底面扫码装置的镜头的轴线与所述接料板垂直或大体垂直。
13.优选的,所述发药机加药装置中,所述接料板连接翻转组件,所述翻转组件驱动所述接料板在水平状态和倾斜状态之间切换。
14.优选的,所述发药机加药装置中,所述识别组件还包括用于识别所述盒装药侧面的识别码的侧面扫码装置。
15.优选的,所述发药机加药装置中,所述移载组件包括移动机构,所述移动机构连接由其驱动进行接料组件上的盒装药抓取的抓取组件。
16.优选的,所述发药机加药装置中,所述框架上还设置有防叠加组件,所述防叠加组件包括悬设在所述单件输出组件的输送面上方的支架,所述支架上垂设有柔性挡片。
17.发药机的加药方法,包括如下步骤:s1,提供如上任一所述的发药机加药装置;s2, 将待加入到发药机中的盒装药放入输送组件;s3,启动输送组件将盒装药输送至所述落料滑槽中;s4,当确定单件输出组件的输入端有盒装药时,启动所述单件输出组件使一盒装药落入到接料组件上;s5, 启动识别装置获取所述接料组件上的盒装药的信息;s6,移载组件启动抓取所述接料组件的盒装药并根据获取的信息将其移动到目标位置。
18.发药机的加药方法,包括如下步骤:s10,提供带有侧面扫码装置的发药机加药装置;s20, 将待加入到发药机中的盒装药放入输送组件;s30,启动输送组件将盒装药输送至所述落料滑槽中;s40,当确定单件输出组件的输入端有盒装药时,启动所述单件输出组件使一盒装药落入到接料组件上;s50, 启动识别装置获取所述接料组件上的盒装药的信息;s60,若s50中未获取到盒装药的目标位置信息时,移载组件启动抓取所述接料组件的盒装药并移动到侧面扫码装置进行扫码;s70,在获取到所述盒装药的目标位置信息后,移载组件将其抓取的盒装药移动到目标位置。
19.本发明技术方案的优点主要体现在:本发明通过输送组件、落料滑槽、单件输出组件及接料组件配合,使不同种类的盒装药逐一输送到所述接料组件上,然后通过识别组件识别盒装药上的识别码从而确定盒装药的需要放置到发药机中的位置信息,最后通过移载组件来根据位置信息进行相应的移
载,这种结构不需要配置额外的智能药盒存储空间,可添加的盒装药的种类不受空间限制,只要是发药机中存在的药都可以有效地进行识别和添加,能够有效地与发药机适配,同时,这种结构无需先将药品分类放置到不同的智能药盒内,各种药品可以混杂在一起批量导入加压装置中,由装置自动进行识别和上料,前期的操作更少,更便于应用。
20.本发明的落料滑槽和单件输出组件设置在所述输送组件的下方,能够有效地提高设备的集成度,减少设备占用的横向空间,同时输送组件的长度与围挡配合能够增加一次加入到加药装置中的盒装药的数量,从而减少向加药装置中加药的量。
21.本发明的单件输出组件的结构可以最大程度的保证一次只有一个盒装药输送到所述接料组件上,从而保证了后续识别码识别及盒装药移载的精确性。
22.本发明在单件输出组件上方设置防叠加组件,能够杜绝了两盒药叠加在一起输送的情况,其与所述单件输出组件配合可以保证每次仅有一个盒装药输送到接料组件上,保证了后续操作的稳定性和精度。
23.本发明的接料板采用透明板能够有效地与顶面扫码装置和底面扫码装置配合从而实现在接料板上直接读码,可以减少移载机构的操作。同时接料板接料时常倾斜设置且设置有挡边并结合垂帘能够有效保证单件输出组件输出的盒装药以平铺的状态落入到接料板上。同时使接料板连接翻转组件使其可以由倾斜状态切换至水平状态,从而使得移载组件的竖直设置的真空吸嘴只需要进行平移升降即可稳定性地实现盒装药有效抓取,能够有效简化所述移载组件的移动机构的结构。
24.本发明中进一步设置侧面扫码装置,可以与移载机构配合有效地满足识别码设置在盒装药任一面时的读码需要,可以处理的盒装药更丰富,灵活性更好。
附图说明
25.图1是本发明的发药机加药装置的第一视角立体图;图2是本发明的发药机加药装置的第二视角立体图;图3是本发明的单件输出组件的立体图,图中隐去了传动机构中的传动带;图4是图2中a区域的放大图;图5是本发明的接料组件的立体图;图6是图2中b区域的放大图。
具体实施方式
26.本发明的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本发明技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本发明要求保护的范围之内。
27.在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
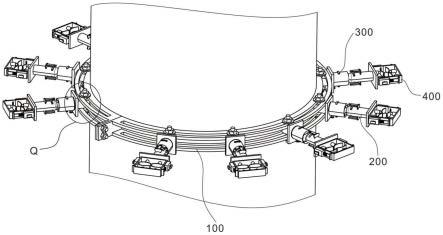
28.实施例1下面结合附图对本发明揭示的发药机加药装置进行阐述,如附图1、附图2所示,其包括框架100,所述框架100上设置有:输送组件200,其用于进行盒装药的输送;落料滑槽300,其上端与所述输送组件200的输出端衔接;单件输出组件400,其输送面倾斜设置,且其下端与所述落料滑槽300的下端衔接,所述单件输出组件400使进入到其上的盒装药逐一由其上端输出;接料组件500,用于承接所述单件输出组件400输出的盒装药;识别组件600,用于识别由单件输出组件400输出的所述盒装药上的识别码;移载组件700,用于抓取所述接料组件500上的盒装药并驱动其移动。
29.具体来看,所述框架是型材构件而成的可行形状,所述框架的底部设置有行走轮,所述行走轮优选是已知的带锁万向轮。
30.所述输送组件200为已知的皮带输送机或滚筒输送机,其具体结构为已知技术,此处不作赘述。所述输送组件200可以水平设置,当然也可以倾斜设置。如附图2所示,所述输送组件200的基架201通过角铁等连接在所述框架100上,在所述基架201上还设置有围设在所述输送组件200的输送面外围的围挡202,所述围挡202使得所述输送组件200可以具有更多的存储空间以存放更多的盒装药,从而可以有效地减少人工向输送组件200上添料的次数。
31.如附图1、附图2所示,所述落料滑槽300用于使由所述输送组件200输出的盒装药落入到所述单件输出组件400上进行输送。所述落料滑槽300的上端可以衔接在所述输送组件200的输出的内侧,其下端位于所述输送组件200的输出端的外侧,这样所述落料滑槽300也需要占据一定的横向空间。
32.如附图1、附图2所示,所述落料滑槽300的上端位于所述输送组件200的输出端的外侧,所述落料滑槽300的下端位于所述输送组件200的输出端的内侧,这样,所述落料滑槽300整体位于所述输送组件200的下方,可以有效地减少落料滑槽300占用的水平空间。
33.如附图1、附图2所示,所述落料滑槽300的下端位于所述单件输出组件400的输送面的上方,从而落料滑槽300上滑落的盒装药能够有效地落入到所述单件输出组件400的输送面的上方,对应的,所述单件输出组件400也位于所述输送组件200的下方,从而单件输出组件400也无需提供额外的横向空间。
34.如附图2、附图3所示,所述单件输出组件400包括皮带输送机401,所述皮带输送机401通常包括倾斜设置在框架100上的机架402,所述机架402通过其两侧的连接件403连接在所述框架100上,所述机架402的两端分别设置有滚筒,两个所述滚筒中的一个通过传动机构404连接驱动其自转的输送电机405,所述输送电机405通过转接板406连接在所述单件输出组件400的下方,且所述输送电机405靠近所述单件输出组件400的上端。所述滚筒上套装有输送带407,所述输送带407的输送面与水平面的夹角在25
°‑
50
°
之间。所述皮带输送机401的输送带407上设置有一组沿所述输送带407的周向间距分布的驱动条408,每个所述驱动条408倾斜设置在所述输送带407的外表面,每个所述驱动条408的上端靠近所述单件输出组件400的上端,所述驱动条408的下端靠近所述单件输出组件400的下端,所述驱动条408的下端延伸至所述输送带407的中间位置。
35.如附图3所示,所述驱动条408分布在所述输送带407的两侧,同一侧的驱动条408平行且等间距设置,同时,一侧的每个驱动条位于另一侧的两个驱动条之间且一侧的每个驱动条的下端到另一侧的位于该驱动条上下侧的两个驱动条的下端的距离相等。所述驱动条可以是弹性材质以在所述皮带输送机的转角位置通过形变以实现有效地输送。当然,所述驱动条408也可以是刚性的,此时,所述驱动条408可以仅下端局部固定在所述输送带407上;或者所述驱动条408是与所述输送带407一体成型的。
36.在所述输送带407转动时,所述驱动条408可以带动位于其上的盒装药向上移动,同时,由于所述驱动条408倾斜设置,若所述驱动条408上同时存在两个盒装药时,在输送过程中,靠近驱动条408下端的盒装药将会很容易从所述驱动条408上掉落,从而使一个所述驱动条408上通常只会有一个盒装药;即使在一个所述驱动条408上存在两个盒装药,由于两个盒装药在驱动条408上是存在高度差的,因此,当所述驱动条408移动到所述单件输出组件400的上端时,位于上方的一个盒装药会先落入到所述接料组件500上,此时单件输出组件400即可停止输送,从容保证只有一个盒装药输送到所述接料组件500上。
37.所述驱动条408的厚度可以根据实际需要进行设计,以满足其能够将一个盒装药稳定的托起为宜,例如其厚度可以设置为0.3cm-1cm之间。所述驱动条408的长度方向与所述输送带407的宽度方向(y轴方向)的夹角a在25
°‑
45
°
之间,这样的设计,结合输送带407的输送面的倾角设计可以有效地保证输送时,位于所述驱动条408上的一个盒装药不会掉落,从而保证盒装药输出的稳定性。
38.所述单件输出组件的机架402上还设置有位于其输送面两侧且延伸到输送面上方的侧挡409,所述侧挡409有效避免所述输送带上的盒装药从输送带的两侧掉落。
39.在盒装药从所述落料滑槽300上落到所述单件输出组件400上时,可能会存在两盒药上下叠加的情况出现,这就会导致可能会出现一次输出两个盒装药的问题。如附图4所示,所述框架100上还设置有防叠加组件800,所述防叠加组件800包括悬设在所述单件输出组件400的输送面上方的支架801,所述支架801上垂设有柔性挡片802,所述柔性挡片802的下端可以与所述驱动条408接近,从而当有两盒药叠加在一起输送经过所述柔性挡片802时,所述柔性挡片802能够一定程度的阻挡上层的盒装药以使上层的盒装药不能跟随下层的盒装药同步移动从而实现叠加的盒装药分离。
40.如附图2、附图5所示,所述接料组件500用于承接所述单件输出组件400输出的盒装药以便所述移载组件700取料,所述接料组件500可以包括一接料板501,所述接料板501可以是水平固定在框架100上,并且其略低于所述单件输出组件400的输出端且其局部伸入到所述单件输出组件400的输出端的内侧。此时,所述接料板501可以仅具有接料的功能。
41.为了避免落入到接料板501上的盒装药从所述接料板上掉落,所述接料板501可以设置为倾斜状态,即所述接料板501靠近所述单件输出组件400的一侧高于相对的另一侧。同时,如附图5所示,在所述接料板501上还设置有挡边,所述挡边呈c形分布在所述接料板501的顶面的边缘处,且所述挡边包括分布在所述接料板501下侧的第一挡边502和位于所述第一挡边502两侧的第二挡边503,落入到所述接料板501上的盒装药会滑落到所述第一挡边502处。
42.进一步,所述接料板501还需要配合所述识别组件600以实现盒装药上的识别码(条形码、二维码)的识别,即可以在所述接料板501上进行盒装药上的识别码的识别,在一
种实施例中,盒装药是扁平的长方体形状,识别码会设置在盒装药上幅面最大的两个相对的表面,并且当盒装药落入到所述接料板501上时,设置有识别码的表面会朝上或朝下,所以为了方便在所述接料板501上实现两个方向的条码读取,所述接料板501设置为透明板,其可以是透明玻璃或者透明亚克力板等。
43.如附图1、附图6所示,所述识别组件600包括位于所述接料板501上方且镜头朝向所述接料板501的顶面扫码装置601和位于所述接料板501下方且镜头朝向所述接料板501的底面扫码装置602,所述顶面扫码装置601可以是已知的激光扫码器、影像式扫码器及相机式扫码器等,此处不作限定。
44.当所述接料板501是水平状态设置时,所述顶面扫码装置601和底面扫码装置602可以设置在所述接料板501的正上方和正下方且它们的镜头的轴线与所述接料板501垂直。当然,也可以使所述顶面扫码装置601和底面扫码装置602设置在所述接料板501的两侧外,此时,它们的镜头是倾斜朝向所述接料板501的。
45.当所述接料板501优选是倾斜状态设置时,所述顶面扫码装置601和底面扫码装置602是倾斜设置在所述卸料板的上下两侧,且所述接料板501倾斜设置,所述接料板501靠近所述单件输出组件400的一侧高于其相对的另一侧,所述顶面扫码装置601和底面扫码装置602的镜头的轴线与所述接料板501垂直或大体垂直。这样便于所述接料板501快速、准确地识别出接料板501上盒装药上的识别码。
46.同时,所述识别组件600可以同时识别出所述盒装药在所述接料板501上的位置和状态,从而为所述移载组件700的移载动作提供信息。
47.如附图2所示,所述移载组件700设置在所述接料组件的外侧,所述移载组件700包括移动机构701及由所述移动机构701驱动进行移动的取料器702,所述移动机构701是已知的能够驱动所述取料器702进行x轴、y轴和z轴移动以及进行z轴旋转的装置,例如可以是已知的四轴机器人、六轴机器人等。所述取料器702可以是已知的气动夹爪或电动夹爪,较优的,所述取料器702是至少一个真空吸嘴。当然,所述移载组件700还可以设置有由所述移动机构701驱动与所述取料器同步移动的图像采集装置,所述图像采集装置可以是相机、摄像头等,通过所述图像采集装置获取的图像可以确定所述接料板上的盒装药的位置和姿态,从而为所述移载组件的抓取所述盒装药提供数据。同时,还可以通过所述图像采集装置获取的图像来确定所述盒装药所要放置到的位置的情况,从而为所述移载组件的防所述盒装药提供数据。
48.在较优的实施例中,所述真空吸嘴的轴线是沿纵向z延伸的,为了使所述真空吸嘴稳定、快速地吸附所述接料板501上的盒装药,所述真空吸嘴只有平移、升降和自转运动。但是,在优选的结构中,当所述接料板501是倾斜状态时,所述盒装药也是倾斜状态的,这样就无法通过竖直的真空吸嘴稳定吸附。
49.鉴于此,如附图5所示,所述接料板501连接在驱动其转动地翻转组件,所述翻转组件驱动所述接料板501在水平状态和倾斜状态之间切换。对应的,所述接料板501设置在边框504上,所述边框504上设置所述挡边,所述边框504连接所述翻转组件,所述翻转组件包括与所述边框504固定连接的转轴505,所述转轴505位于边框504的底部且靠近所述接料板501的上侧,所述转轴505可自转地设置在两个端部支撑件506上,所述端部支撑件506设置在框架100上,所述转轴505的一端共轴连接有同步轮507,所述同步轮507通过传动带509连
接驱动轮508,所述驱动轮508连接驱动其自转地驱动电机510,所述驱动电机510驱动所述转轴505自转从而带动所述边框504摆动实现接料板501的状态切换。
50.在所述单件输出组件400向所述接料组件500供料时,所述接料板501保持倾斜状态,当所述识别组件600完成识别后,所述移载组件700取料之前,所述驱动电机510驱动所述接料板501由倾斜状态切换为水平状态,在所述移载组件700将所述接料板501上的盒装药取走后,所述驱动电机510驱动所述接料板501由水平状态切换为倾斜状态,再次接料。
51.如附图2所示,所述框架100上还设置有垂帘900,所述垂帘900悬挂在所述接料板的上方并且垂帘900与所述单件输出组件400的输出端保持一定的间距。所述垂帘900包括设置在框架100上的固定板901以及间距设置在所述固定板901上的软质的垂条902,例如可以是硅胶条、橡胶条等,在所述接料板处于水平状态时,所述垂条的下端与所述接料板的顶面接近或接触,从而在一定程度对接料板上的盒装药起到一定的阻挡作用,此时,所述垂帘900大致位于所述接料板的中部位置。在所述接料板处于倾斜状态时,所述垂条与所述接料板保持一定的间距,可以使盒装药以平铺的状态进入到所述接料板上。
52.当然,在一些使用场景中,所述识别码也可能设置在所述盒装药的四侧面处,此时,只从底部和顶部进行识别码的识别将无法有效识别侧面的识别码,这就造成后续无法有效地确定盒装药要放置到的位置,因此所述识别组件600还包括用于识别所述盒装药侧面的识别码的侧面扫码装置(图中未示出),所述侧面扫码装置可以通过独立的安装架设置在所述框架100的外侧且靠近所述移载组件700,当所述底部扫码装置和顶部扫码装置扫码失败时,所述移载组件700抓取所述盒装药并平移到所述侧面扫码装置处,然后,所述移载组件700驱动所述侧面扫码装置转动以使盒装药的不同侧面朝向所述侧面扫码装置,从而实现盒装药侧部识别码的读码。当然,在一些实施例中,所述移载组件700也可以将每种盒装药放置于该盒装药对应的上料位置。
53.所述发药机加药装置还包括控制装置,所述控制装置可以结合设定部位设置的传感器及设定的控制程序来控制所述输送组件200,单件输出组件400,翻转组件、识别组件600及移载组件700自动工作,相应的控制技术为已知技术,此处不作赘述。
54.实施例2本实施例揭示了一种发药机的加药方法,此种加药方法主要用于识别码位于盒装药的顶面和底面的应用场景中,其包括如下步骤:s1,提供如上所述的发药机加药装置。
55.s2,将待加入到发药机中的盒装药放入输送组件200。
56.s3,当通过传感器识别到所述输送组件200上有盒装药或者接收到人工发出的启动信号,所述输送组件200启动将盒装药输送至所述落料滑槽300中,进入到落料滑槽300中的盒装药落入到所述单件输出组件400上。
57.s4,当通过传感器确定单件输出组件400的输入端有盒装药时,所述单件输出组件400启动使落入到其上的盒装药向上输送,至一盒装药落入到接料组件500上后,所述单件输出组件400停止。
58.s5,当确定所述接料板501上有一盒装药时,启动识别装置所述接料板501上的盒装药的识别码(条码、二维码等)从而获取所述接料组件500上的盒装药的信息,所述信息至少包括所述盒装药要放置到所述发药机的目标位置以及所述盒装药在所述接料板501上的
位置和姿态等。
59.s6,所述移载组件700启动抓取所述接料组件500的盒装药并根据获取的信息将其移动到目标位置。
60.进一步,当所述接料板501连接翻转组件时,在所述接料板501上有一盒装药且所述识别组件600完成读码后,所述翻转组件驱动所述接料板501转动至水平状态再启动所述移载组件700抓取所述接料板501上的盒装药。
61.实施例3在一种实施例中,此种加药方法主要用于识别码位于盒装药的任一侧的应用场景中,其包括如下步骤:s10,提供如上包括顶面扫码装置601、底面扫码装置602及侧面扫码装置的所述的发药机加药装置。
62.s20,将待加入到发药机中的盒装药放入输送组件200。
63.s30,启动输送组件200将盒装药输送至所述落料滑槽300中。
64.s40,当确定单件输出组件400的输入端有盒装药时,启动所述单件输出组件400使一盒装药落入到接料组件500上。
65.s50,启动识别装置获取所述接料组件500上的盒装药的信息。
66.s60,若s50中未获取到盒装药的目标位置信息时,所述移载组件700启动抓取所述接料组件500的盒装药并移动到侧面扫码装置进行扫码。
67.s70,在获取到所述盒装药的目标位置信息后,移载组件700将其抓取的盒装药移动到目标位置,所述目标位置根据需要进行设定。
68.进一步,当所述接料板501连接翻转组件时,在所述接料板501上有一盒装药且所述识别组件600完成读码后,所述翻转组件驱动所述接料板501转动至水平状态再启动所述移载组件700抓取所述接料板501上的盒装药。
69.本发明尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。