1.本发明涉及碳纤维产品固化技术领域,具体为一种能够连续传送碳纤维产品固化装置。
背景技术:
2.碳纤维是指纤维中碳含量在95%左右的碳纤维和碳含量在99%左右的石墨纤维。碳纤维由粘胶、腈纶、芳纶、聚酰亚胺等纤维在高温下烧制而成。
3.人类制造碳纤维的历史可以追溯至1880年爱迪生用棉、亚麻、竹等天然植物纤维炭化得到碳纤维用于筛选白炽灯灯丝。但最初得到的碳纤维气孔率高,脆性大且容易氧化,1881年,发现可在碳纤维表面涂覆一层碳膜使其性能有所改善。1909年,将碳纤维在惰性气体中加热到2300℃以上。获得了最早的石墨纤维。1910年钨丝的出现并成功用于白炽灯灯丝使碳纤维的研究停顿,20世纪50年代,美国联合碳化物公司报道了以人造丝性为原料,通过控制热解制备碳纤维的研究结果,1959年,日本工技术大阪工业试验所进速昭男首次以聚丙烯腈为原料制得碳纤维,1962年申报专利。1969年,日本碳公司根据进藤昭男的研究成果实现t业化生产。1963年,日本群马大学大谷杉郎教授以石油沥5青为原料制成碳纤维,1970年,由吴羽化学公司实现t业化生产。当时,无论是以人造丝为原料,还是聚丙烯腈或沥青为原料制的碳纤维,强度和模量均较低。1964年,在碳纤维制造技术上有过两次飞跃,使碳纤维性能大幅度提高。
4.碳纤维产品固化的过程中,将碳纤维通过密封袋包裹并对密封袋的内部注入碳纤维固定成型液体,完成对碳纤维产品的固定,但是在注液固定的过程中,无法对包裹碳纤维的密封袋的密封性进行检测,易造成注液过程中部分成型液体流出,且密封袋密封性不足易造成注液后的碳纤维固化不完全,降低了碳纤维产品固化的效果。
技术实现要素:
5.本发明的目的在于提供一种能够连续传送碳纤维产品固化装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种能够连续传送碳纤维产品固化装置,包括碳纤维固化组件及底板,所述碳纤维固化组件包括密封袋,所述密封袋的内部设置有碳纤维,所述密封袋上安装有抽气管及进料管,所述底板上设置有用于碳纤维固化组件输送的输送组件,所述底板上固定有两个l型撑板,两个所述l型撑板上设置有用于碳纤维固化组件输送过程中定位的定位组件,所述l型撑板上固定有支撑板,所述支撑板上固定有顶板,所述顶板上通过连接组件连接有第一安装板及第二安装板,所述第一安装板上设置有用于对进料管内部供料的供料组件,所述第二安装板上设置有用于对抽气管内部抽气识别抽气组件。
7.优选的,所述输送组件包括固定在底板上的两个安装架,两个所述安装架上转动连接有转动辊,两个所述转动辊之间设置有输送带,所述底板上安装有电机,所述电机的输
出端与转动辊之间通过皮带传动。
8.优选的,所述定位组件包括分别固定在两个l型撑板相对的一端的条形板,两个所述条形板的一侧开设有弧形面。
9.优选的,所述连接组件包括分别滑动连接在第一安装板及第二安装板上的多个第一t型滑杆,各个所述第一t型滑杆的一端与顶板相固定,各个所述第一t型滑杆的侧壁上套设有第一弹簧。
10.优选的,所述供料组件包括固定在顶板下方的连接板,所述连接板上安装有存液罐,所述存液罐的内部设置有用于碳纤维产品固定的液体,所述第一安装板上安装有第一安装管,所述第一安装管与存液罐之间通过第一连接软管相连接,所述第一连接软管上安装有用于第一连接软管内部液体流量检测的流量检测探头。
11.优选的,所述抽气组件包括固定在l型撑板上的固定板,所述固定板上安装有风机,所述第二安装板上安装有第二安装管,所述第二安装管与风机的抽气端口之间通过第二连接软管相连接,所述固定板上安装有用于碳纤维固化组件输送过程中位置识别的接近开关。
12.优选的,所述条形板上设置有两个分别用于抽气管及进料管居中推动的推动组件,所述推动组件包括推板,两个所述推动组件上的推板分别位于第一安装板及第二安装板的下方,所述推板靠向抽气管的一侧开设有v型定位槽,所述推板与第一安装板及推板与第二安装板之间设置有用于第一安装板及第二安装板拉动的拉动组件,所述第一安装板及第二安装板上设置有用于推板挤压推动的挤压组件,所述条形板上设置有用于推板被挤压后运动导向的导向组件。
13.优选的,所述拉动组件包括固定在第一安装板及第二安装板上的电磁铁,两个所述推板上固定有铁块,所述电磁铁及铁块之间相对设置。
14.优选的,所述挤压组件包括固定在推板上端的传动板,所述传动板上开设有斜面,所述第一安装板及第二安装板靠向推板的一侧固定有对斜面挤压的压板。
15.优选的,所述导向组件包括固定在条形板上的矩形板,所述矩形板上滑动连接有多个第二t型滑杆,各个所述第二t型滑杆的一端与推板相固定,各个所述第二t型滑杆的侧壁上套设有第二弹簧。
16.与现有技术相比,本发明的有益效果是:(1)、该种能够连续传送碳纤维产品固化装置,在整个固定处理的过车中,通过输送组件的输送及定位组件与推动组件的定位配合,便于对碳纤维固化组件进行连续化输送并精准的固定处理,提高了碳纤维固化组件固定处理的效率。
17.(2)、该种能够连续传送碳纤维产品固化装置,在对碳纤维固化组件固化处理的过程中,可以形成对碳纤维固化组件内部密封性的检测识别,便于在对碳纤维固化组件时,快速的识别碳纤维固化组件的密封性,避免注液过程中部分成型液体流出,进一步的保证每个碳纤维固化组件固化后的固化效果。
附图说明
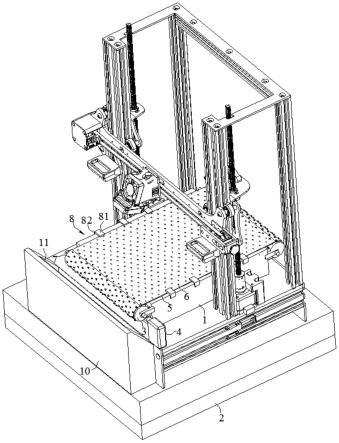
18.图1为本发明的整体外形结构示意图;图2为本发明的供料组件及抽气组件结构示意图;
图3为本发明的推动组件及拉动组件结构示意图;图4为图2中a处的放大结构示意图;图5为图2中b处的放大结构示意图;图6为图3中c处的放大结构示意图;图7为图3中d处的放大结构示意图。
19.图中:1、底板;2、碳纤维固化组件;201、密封袋;202、抽气管;203、进料管;3、输送组件;301、安装架;302、转动辊;303、输送带;304、电机;305、皮带;4、l型撑板;5、支撑板;6、顶板;7、定位组件;701、条形板;702、弧形面;8、第一安装板;9、第二安装板;10、供料组件;1001、第一安装管;1002、连接板;1003、存液罐;1004、第一连接软管;1005、流量检测探头;11、抽气组件;1101、固定板;1102、风机;1103、第二连接软管;1104、第二安装管;1105、接近开关;12、连接组件;1201、第一t型滑杆;1202、第一弹簧;13、推动组件;1301、推板;1302、v型定位槽;14、导向组件;1401、矩形板;1402、第二t型滑杆;1403、第二弹簧;15、拉动组件;1501、电磁铁;1502、铁块;16、挤压组件;1601、传动板;1602、斜面;1603、压板。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.请参阅图1-7,本发明提供一种技术方案:一种能够连续传送碳纤维产品固化装置,包括碳纤维固化组件2及底板1,碳纤维固化组件2包括密封袋201,密封袋201的内部设置有碳纤维,密封袋201上安装有抽气管202及进料管203,底板1上设置有用于碳纤维固化组件2输送的输送组件3,底板1上固定有两个l型撑板4,两个l型撑板4上设置有用于碳纤维固化组件2输送过程中定位的定位组件7,l型撑板4上固定有支撑板5,支撑板5上固定有顶板6,顶板6上通过连接组件12连接有第一安装板8及第二安装板9,第一安装板8上设置有用于对进料管203内部供料的供料组件10,第二安装板9上设置有用于对抽气管202内部抽气识别抽气组件11。
22.输送组件3包括固定在底板1上的两个安装架301,两个安装架301上转动连接有转动辊302,两个转动辊302之间设置有输送带303,底板1上安装有电机304,电机304的输出端与转动辊302之间通过皮带305传动,将待固化的碳纤维固化组件2放置在输送带303上,放置完成后,将电机304启动,电机304启动的过程中,通过皮带305驱动转动辊302进行转动,在转动辊302转动的过程中,驱动输送带303对需要固化处理的碳纤维固化组件2进行输送。
23.定位组件7包括分别固定在两个l型撑板4相对的一端的条形板701,两个条形板701的一侧开设有弧形面702,输送带303对碳纤维固化组件2进行输送的过程中,碳纤维固化组件2上的抽气管202及进料管203与两个条形板701上的弧形面702相抵,通过两个弧形面702与抽气管202及进料管203之间的推动,使碳纤维固化组件2移动至两个条形板701之间,对输送过程中的碳纤维固化组件2进行居中定位,便于更加精准的对碳纤维固化组件2进行固化处理。
24.连接组件12包括分别滑动连接在第一安装板8及第二安装板9上的多个第一t型滑
杆1201,各个第一t型滑杆1201的一端与顶板6相固定,各个第一t型滑杆1201的侧壁上套设有第一弹簧1202,通过各个第一t型滑杆1201,对第一安装板8及第二安装板9的运动进行导向,通过各个第一弹簧1202,便于受力后的第一安装板8及第二安装板9进行复位。
25.供料组件10包括固定在顶板6下方的连接板1002,连接板1002上安装有存液罐1003,存液罐1003的内部设置有用于碳纤维产品固定的液体,第一安装板8上安装有第一安装管1001,第一安装管1001与存液罐1003之间通过第一连接软管1004相连接,第一连接软管1004上安装有用于第一连接软管1004内部液体流量检测的流量检测探头1005,通过抽气组件11,对碳纤维固化组件2的内部进行抽气处理,在对碳纤维固化组件2内部抽气处理的过程中,使碳纤维固化组件2的内部产生负压,在压力的作用下通过第一安装管1001及第一连接软管1004将存液罐1003内部的用于碳纤维固定的液体抽气至碳纤维固化组件2的内部,实现对碳纤维固化组件2的固定处理,在对碳纤维固化组件2固化处理的过程中,通过风机1102对碳纤维固化组件2的内部进行抽气,抽气的过程中,通过流量检测探头1005对第一连接软管1004上液体输送的流量进行检测识别,当第一连接软管1004内部用于固化的液体输送的流量过少或是不输送时,代表对碳纤维固化组件2进行抽气处理时,碳纤维固化组件2上存在密封性低导致第一安装管1001及第一连接软管1004上的压力不足,形成对碳纤维固化组件2内部密封性的检测识别,便于在对碳纤维固化组件2时,快速的识别碳纤维固化组件2的密封性,避免注液过程中部分成型液体流出,进一步的保证每个碳纤维固化组件2固化后的固化效果。
26.抽气组件11包括固定在l型撑板4上的固定板1101,固定板1101上安装有风机1102,第二安装板9上安装有第二安装管1104,第二安装管1104与风机1102的抽气端口之间通过第二连接软管1103相连接,固定板1101上安装有用于碳纤维固化组件2输送过程中位置识别的接近开关1105,将第一安装管1001及第二安装管1104分别插入进料管203及抽气管202,将风机1102启动,在风机1102启动的过程中,通过第二连接软管1103及第二安装管1104对碳纤维固化组件2的内部进行抽气处理。
27.条形板701上设置有两个分别用于抽气管202及进料管203居中推动的推动组件13,推动组件13包括推板1301,两个推动组件13上的推板1301分别位于第一安装板8及第二安装板9的下方,推板1301靠向抽气管202的一侧开设有v型定位槽1302,推板1301与第一安装板8及推板1301与第二安装板9之间设置有用于第一安装板8及第二安装板9拉动的拉动组件15,第一安装板8及第二安装板9上设置有用于推板1301挤压推动的挤压组件16,条形板701上设置有用于推板1301被挤压后运动导向的导向组件14,通过挤压组件16,推动两个推板1301分别靠向抽气管202及进料管203运动,在运动的过程中,使两个推板1301上的v型定位槽1302分别与抽气管202及进料管203相抵并对抽气管202及进料管203进行居中推动,进一步的便于第一安装管1001及第二安装管1104更加精准的插入进料管203及抽气管202上。
28.拉动组件15包括固定在第一安装板8及第二安装板9上的电磁铁1501,两个推板1301上固定有铁块1502,电磁铁1501及铁块1502之间相对设置,将两个电磁铁1501进行通电,两个通电后的电磁铁1501在分别与两个铁块1502之间的磁力作用下,拉动第一安装板8及第二安装板9靠向碳纤维固化组件2运动,在第一安装板8及第二安装板9运动的过程中,将第一安装管1001及第二安装管1104分别插入进料管203及抽气管202。
29.挤压组件16包括固定在推板1301上端的传动板1601,传动板1601上开设有斜面1602,第一安装板8及第二安装板9靠向推板1301的一侧固定有对斜面1602挤压的压板1603,在第一安装板8及第二安装板9靠向碳纤维固化组件2运动的过程中,使压板1603传动板1601上的斜面1602相抵,推动两个推板1301分别靠向抽气管202及进料管203运动。
30.导向组件14包括固定在条形板701上的矩形板1401,矩形板1401上滑动连接有多个第二t型滑杆1402,各个第二t型滑杆1402的一端与推板1301相固定,各个第二t型滑杆1402的侧壁上套设有第二弹簧1403,在推板1301运动的过程中,带动各个第二t型滑杆1402在矩形板1401上滑动,通过各个第二t型滑杆1402的滑动,对受力后推板1301的运动进行导向,通过各个第二弹簧1403,便于运动后的推板1301进行复位。
31.工作原理:对碳纤维固化组件2进行固化的过程中,将待固化的碳纤维固化组件2放置在输送带303上,放置完成后,将电机304启动,电机304启动的过程中,通过皮带305驱动转动辊302进行转动,在转动辊302转动的过程中,驱动输送带303对需要固化处理的碳纤维固化组件2进行输送,输送带303对碳纤维固化组件2进行输送的过程中,碳纤维固化组件2上的抽气管202及进料管203与两个条形板701上的弧形面702相抵,通过两个弧形面702与抽气管202及进料管203之间的推动,使碳纤维固化组件2移动至两个条形板701之间,对输送过程中的碳纤维固化组件2进行居中定位,便于更加精准的对碳纤维固化组件2进行固化处理;随着输送带303对居中定位后的碳纤维固化组件2的继续输送,当碳纤维固化组件2运动至接近开关1105的一侧时,通过接近开关1105感应识别到碳纤维固化组件2的位置并停止输送带303的驱动,将两个电磁铁1501进行通电,两个通电后的电磁铁1501在分别与两个铁块1502之间的磁力作用下,拉动第一安装板8及第二安装板9靠向碳纤维固化组件2运动,在第一安装板8及第二安装板9运动的过程中,将第一安装管1001及第二安装管1104分别插入进料管203及抽气管202,且在第一安装板8及第二安装板9靠向碳纤维固化组件2运动的过程中,使压板1603传动板1601上的斜面1602相抵,推动两个推板1301分别靠向抽气管202及进料管203运动,在运动的过程中,使两个推板1301上的v型定位槽1302分别与抽气管202及进料管203相抵并对抽气管202及进料管203进行居中推动,进一步的便于第一安装管1001及第二安装管1104更加精准的插入进料管203及抽气管202上,第一安装管1001及第二安装管1104分别与进料管203及抽气管202插接连接后,将风机1102启动,在风机1102启动的过程中,通过第二连接软管1103及第二安装管1104对碳纤维固化组件2的内部进行抽气处理,在对碳纤维固化组件2内部抽气处理的过程中,使碳纤维固化组件2的内部产生负压,在压力的作用下通过第一安装管1001及第一连接软管1004将存液罐1003内部的用于碳纤维固定的液体抽气至碳纤维固化组件2的内部,实现对碳纤维固化组件2的固定处理,在整个固定处理的过车中,通过输送组件3的输送及定位组件7与推动组件13的定位配合,便于对碳纤维固化组件2进行连续化输送并精准的固定处理,提高了碳纤维固化组件2固定处理的效率;且在对碳纤维固化组件2固化处理的过程中,通过风机1102对碳纤维固化组件2的内部进行抽气,抽气的过程中,通过流量检测探头1005对第一连接软管1004上液体输送的流量进行检测识别,当第一连接软管1004内部用于固化的液体输送的流量过少或是不输送时,代表对碳纤维固化组件2进行抽气处理时,碳纤维固化组件2上存在密封性低导致第一
安装管1001及第一连接软管1004上的压力不足,形成对碳纤维固化组件2内部密封性的检测识别,便于在对碳纤维固化组件2时,快速的识别碳纤维固化组件2的密封性,避免注液过程中部分成型液体流出,进一步的保证每个碳纤维固化组件2固化后的固化效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。