技术特征:
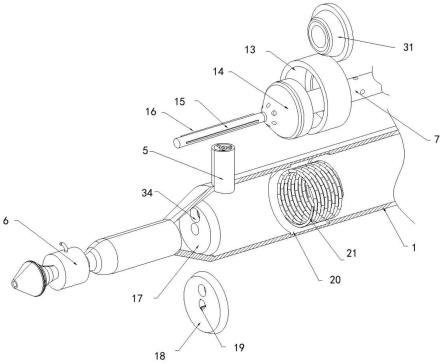
1.一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,包括熔胶、挤胶和定量出胶三个步骤,所述熔胶、挤胶和定量出胶三个步骤中使用到注塑成型装置,所述注塑成型装置中包括射胶管(1)、安装在射胶管(1)外部的电热套管(2)以及设置在射胶管(1)一端的传动结构,所述射胶管(1)内部包括螺旋推杆(7)、开设在射胶管(1)另一端内部的出胶腔(33)以及安装在射胶管(1)另一端外部的定量套(6)和外接管(5),所述注塑成型工艺中,包括如下部分:步骤一:在熔胶步骤中,通过电热套管(2)将固定原材料熔化成流体状;步骤二:在挤胶步骤中,利用螺旋推杆(7)对流体状原材料进行持续的施压,用于挤出流体状原材料中存在的小气泡;步骤三:在定量出胶步骤中,用于限制出胶腔(33)的开口直径,并用于在步骤二中封闭出胶腔(33)。2.根据权利要求1所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所述传动结构包括安装罩(4)、伺服电机(10)和液压缸(8),所述安装罩(4)内部四角位置安装有滑动导杆(12),且安装罩(4)内部放置有滑动板(11),所述滑动板(11)与每个滑动导杆(12)之间为滑动连接,所述伺服电机(10)安装在滑动板(11)上,且伺服电机(10)的传动轴与螺旋推杆(7)之间相连接,所述安装罩(4)外部安装有安装板(9),所述液压缸(8)安装在安装板(9)上,且液压缸(8)的传动轴贯穿安装板(9)与滑动板(11)相连接。3.根据权利要求1所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所述射胶管(1)靠近传动结构的一端圆周外壁上安装有喂料嘴(3),所述螺旋推杆(7)靠近定量套(6)的末端位置上安装有锥形压块(14),所述射胶管(1)靠近锥形压块(14)的内壁位置上开设有活动槽(20),所述活动槽(20)内部设置有活动管套(13),所述活动管套(13)与锥形压块(14)之间相互靠近的一侧外壁位置上安装有顶位弹簧(21),所述螺旋推杆(7)靠近活动管套(13)的位置上安装有与活动管套(13)匹配的内阻板(31)。4.根据权利要求3所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所述锥形压块(14)内部开设与冒胶流道(23),所述冒胶流道(23)位于锥形压块(14)的内部区域中开设有空腔(24),所述冒胶流道(23)末端延伸至螺旋推杆(7)的圆周外壁上,所述空腔(24)内部放置有堵球(22),所述堵球(22)的直径小于空腔(24)的直径。5.根据权利要求3所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所述射胶管(1)靠近定量套(6)的内部一端位置上固定安装有定量板(17),所述定量板(17)靠近锥形压块(14)的一侧设置有调节板(18),所述锥形压块(14)圆心点位置上固定安装有支撑杆(15),所述支撑杆(15)分别贯穿调节板(18)和定量板(17),且支撑杆(15)圆周外壁上呈环形均匀分布安装有定向滑条(16),所述调节板(18)与支撑杆(15)相交处的内壁位置上开设有与定向滑条(16)匹配的定向滑槽(19)。6.根据权利要求5所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所述调节板(18)与定量板(17)上均开设有出胶口(34),所述外接管(5)呈竖向分布,且外接管(5)位于锥形压块(14)和调节板(18)中间部分,所述外接管(5)内部顶端位置上安装有防脱架(32),且外接管(5)内部下端位置上安装有透气膜(29),所述防脱架(32)与透气膜(29)之间放置有坠球(30)。7.根据权利要求1所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,所
述定量套(6)内部安装有多个外夹簧片(27),每个所述外夹簧片(27)沿定量套(6)的圆心点呈均匀分布,且每个外夹簧片(27)内曲面位置上均安装有顶位环(28),所述定量套(6)内部位置上放置有呈环形的充气橡胶圈(25),所述充气橡胶圈(25)上连接有充气嘴(26),所述射胶管(1)对应定量套(6)的区域设置为软胶部(35)。8.根据权利要求1-7所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,在进行注塑成型时,通过注塑成型装置向注塑模具中注入流体状塑胶,包括如下步骤:步骤一:在初始状态下,传动结构不启动,此时活动管套(13)与内阻板(31)之间不接触,空腔(24)内部的堵球(22)位于靠近活动管套(13)的一侧,从喂料嘴(3)投入的固定原材料经过电热套管(2)加热熔化成流体,以及定量板(17)和调节板(18)上的出胶口(34)呈错开分布;步骤二:在需要注胶之前,首先启动伺服电机(10)带动螺旋推杆(7)旋转,并在液压缸(8)的作用下,带动螺旋推杆(7)向定量板(17)移动,在此过程中,内阻板(31)覆盖在活动管套(13)上,并带动活动管套(13)移动一段距离,以此对调节板(18)与锥形压块(14)之间存在的流体状原材料进行挤压,并慢慢溢出到外接管(5)内部的透气膜(29)下侧,挤出流体原材料内部的存在的小气泡;步骤三:在步骤二结束后,继续启动伺服电机(10)和液压缸(8),使调节板(18)与定量板(17)上的出胶口(34)处于对位状态,流体状原材料持续向出胶腔(33)中流动;步骤四:在注胶过程中,通过在充气嘴(26)上连接气泵等结构,在对充气嘴(26)进行充气时使充气橡胶圈(25)膨胀,使每个外夹簧片(27)内缩,缩小出胶腔(33)的直径,通过控制出胶腔(33)的直径,在压力恒定的条件下,控制流体原材料的流速。9.根据权利要求8所述的一种笔记本外壳塑料件生产用注塑成型工艺,其特征在于,在步骤二中,螺旋推杆(7)在旋转过程中带动调节板(18),调节板(18)沿着定量板(17)旋转的过程中,调节板(18)与定量板(17)上的出胶口(34)处于错开状态。
技术总结
本发明公开了一种笔记本外壳塑料件生产用注塑成型工艺,涉及注塑成型技术领域,包括熔胶、挤胶和定量出胶三个步骤,熔胶、挤胶和定量出胶三个步骤中使用到注塑成型装置,注塑成型装置中包括射胶管、安装在射胶管外部的电热套管以及设置在射胶管一端的传动结构。采用了注塑一体成型的生产方式,并针对注塑工艺过程中吹/挤胶这一过程进行优化,在吹/挤胶的过程中,利用注塑机其本身的高压条件,对熔化后的原材料进行施压排出其内部可能存在的气泡,以及稳定进入到模具内部空腔的流动速度,减少可能出现的产品质量问题,例如缺料、裂纹或者气孔等质量问题。孔等质量问题。孔等质量问题。
技术研发人员:申志永 凌有将 汪炎 虞志瑶
受保护的技术使用者:安徽胜利精密制造科技有限公司
技术研发日:2022.09.07
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。