技术特征:
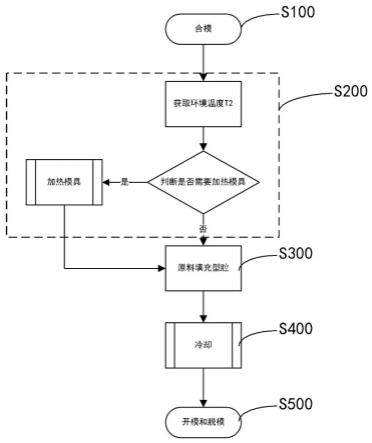
1.一种塑料成型注塑模具的控制方法,其特征在于,包括:s100:合模;s200:获取合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,依据合模后通过温度传感器获取到的环境温度和一段时间间隔内合模后的环境温度下降量,控制加热模块;s300:原料填充型腔;s400:获取第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,依据第二环境温度、模具型腔表面各处温度的方差和模具型腔表面各处温度的平均值一段时间间隔内的变化量,控制散热模块;s500:开模和脱模。2.根据权利要求1所述的一种塑料成型注塑模具的控制方法,其特征在于,步骤s200包括:s210:当合模后通过温度传感器获取到的环境温度属于第一温度范围时,开启加热模块。3.根据权利要求2所述的一种塑料成型注塑模具的控制方法,其特征在于,步骤s200还包括:s220:获取模具型腔表面各处温度、模具型腔表面各处温度的平均值、模具型腔表面各处温度的平均值一段时间间隔内的变化量和模具型腔表面各处温度的方差,依据模具型腔表面各处温度的方差控制加热模块的加热均匀程度;s230:当模具型腔表面各处温度的平均值属于第四温度范围时,关闭加热模块,否则进行步骤s240和步骤s250;s240:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制加热模块的加热速度;s250:依据一段时间间隔内合模后的环境温度下降量控制加热模块的加热速度,并重复步骤s220和步骤s230。4.根据权利要求1所述的一种塑料成型注塑模具的控制方法,其特征在于,步骤s400包括:s410:依据第二环境温度参数控制散热模块的散热速度;s420:依据模具型腔表面各处温度的方差控制散热模块的散热均匀程度;s430:当达到脱模条件时,关闭散热模块,否则进行步骤s440;s440:依据模具型腔表面各处温度的平均值一段时间间隔内的变化量控制散热模块的散热速度,并重复步骤s410-s430。5.根据权利要求1所述的一种塑料成型注塑模具的控制方法,其特征在于,加热模块和散热模块分别通过向模具内通入加热介质和冷却介质以实现对模具的加热或散热。6.根据权利要求1所述的一种塑料成型注塑模具的控制方法,其特征在于,步骤s200和s400中的控制加热和散热均匀程度,均是分别通过改变加热介质和冷却介质的流动速度来实现的。7.根据权利要求1所述的一种塑料成型注塑模具的控制方法,其特征在于,步骤s200和s400中的控制加热速度和散热速度,均是通过改变加热介质和冷却介质的温度实现的。
8.根据权利要求7所述的一种塑料成型注塑模具的控制方法,其特征在于,加热介质和冷却介质均由高温介质和低温介质经混合而成,改变高温介质和低温介质的混合比例以改变加热介质和冷却介质的温度。9.根据权利要求8所述的一种塑料成型注塑模具的控制方法,其特征在于,模具内部设有水道,高温介质和低温介质经过电动混水泵混合后从水道一端流入,从水道另一端流出。
技术总结
本发明涉及塑料成型技术领域,特别是涉及一种塑料成型注塑模具的控制方法。通过多个温度传感器获取的温度参数判断外界环境温度是否过低要启动加热模块以保证模具的温度不会过低,进而保证注塑过程正常进行;又或者依据外界温度和模具温度判断模具的温度变化速度是否符合要求,进而保证塑件成品率。进而保证塑件成品率。进而保证塑件成品率。
技术研发人员:杨海浓
受保护的技术使用者:南通协盈电子科技有限公司
技术研发日:2022.10.17
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。