1.本实用新型是关于抽芯铆钉钉套的局部软化技术,尤其涉及一种电流辅助局部软化装置。
背景技术:
2.钛合金抽芯铆钉是航空航天领域常用的一种用于单面连接的紧固件,钛合金抽芯铆钉的钉套在拉铆过程中发生局部塑性变形,在非敞开空间内形成鼓包,钉套的局部变形需要保证钉套的不同区域有不同的屈服强度,即需要将钉套进行局部强化或局部软化处理,因塑性变形区相对于钉套的比例较小,塑性变形区的局部软化是实现钉套强度差异化的首选。当前钛合金抽芯铆钉钉套主要的局部退火的加热方式为高频线圈感应加热,但是,因感应加热为非接触式加热,加热区域的宽度与设计值相比误差较大,且同一规格的线圈只能对应固定的加热宽度,加热区域宽度可调节性较差。
3.由此,本发明人根据从事相关行业的经验与实践,提出一种电流辅助局部软化装置,以克服现有技术的缺陷。
技术实现要素:
4.本实用新型的目的在于提供一种电流辅助局部软化装置,能有效解决抽芯铆钉的钉套局部加热区域不精准的问题。
5.本实用新型的目的是这样实现的,一种电流辅助局部软化装置,用于对抽芯铆钉的钉套进行局部软化,电流辅助局部软化装置包括:
6.对称间隔设置的两组电刷块,钉套能放置在两组电刷块之间,且两组电刷块能相向运动以夹紧钉套;
7.直流脉冲电源,其正极和负极通过相应的导线分别与两组电刷块连接,且直流脉冲电源能与两组电刷块和钉套构成一闭合回路;
8.以及夹持装置,其与两组电刷块连接,并能驱动两组电刷块相向运动或远离。
9.在本实用新型的一较佳实施方式中,每组电刷块均包括沿两组电刷块的对称轴方向依次叠放的多个电刷片,通过调整电刷片的总数量和/或各电刷片的厚度能够调整每组电刷块的总厚度。
10.在本实用新型的一较佳实施方式中,两组电刷块中面向彼此的侧面上均开设有弧形槽,钉套的相应侧壁能与弧形槽的槽壁相贴合。
11.在本实用新型的一较佳实施方式中,电刷块为铜电刷。
12.在本实用新型的一较佳实施方式中,夹持装置包括对称设置的两组夹持组件,每组夹持组件均包括底座、电刷固定滑块、驱动杆和驱动机构,电刷块能固设在电刷固定滑块上;在底座上设有驱动导轨,电刷固定滑块能滑动的与驱动导轨连接;驱动机构通过驱动杆与电刷固定滑块连接,并能驱动电刷固定滑块移动。
13.在本实用新型的一较佳实施方式中,电刷固定滑块内开设有安装槽,电刷块的一
部分能插设在安装槽内并在电刷固定滑块的侧面通过顶丝紧固。
14.在本实用新型的一较佳实施方式中,直流脉冲电源的最大输出功率不低于10kw,直流脉冲电源的最大输出频率不低于1khz。
15.在本实用新型的一较佳实施方式中,电流辅助局部软化装置还包括机械臂,机械臂能将待局部软化的钉套放置在两组电刷块之间。
16.在本实用新型的一较佳实施方式中,电流辅助局部软化装置还包括水冷箱,机械臂还能在钉套完成局部软化后将钉套放入水冷箱内。
17.在本实用新型的一较佳实施方式中,电流辅助局部软化装置还包括惰性气体氛围保护箱,夹持装置、两组电刷块、机械臂和水冷箱均设在惰性气体氛围保护箱内。
18.由上所述,本实用新型中的局部软化装置,通过将直流脉冲电源、电刷块和抽芯铆钉的钉套连接为一个闭合回路,利用直流脉冲电源提供直流脉冲,通过焦耳热效应实现对钉套的通电区域的局部加热,进而实现钉套的局部软化,不仅加热速度快,加热效率高,而且实现了接触式加热方式,加热区域位置更加精准,重复精度高。
附图说明
19.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
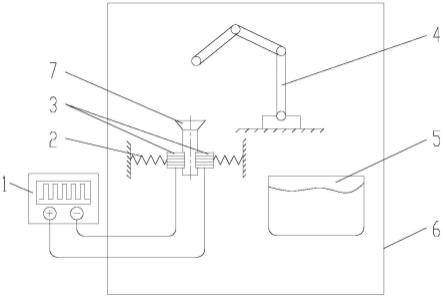
20.图1:为本实用新型提供的电流辅助局部软化装置的结构示意图。
21.图2:为本实用新型提供的夹持装置中其中一组夹持组件的结构示意图。
22.附图标号说明:
23.1、直流脉冲电源;
24.2、夹持装置;21、底座;211、驱动导轨;22、电刷固定滑块;221、顶丝;23、驱动杆;
25.3、电刷块;31、电刷片;32、弧形槽;33、螺栓;
26.4、机械臂;
27.5、水冷箱;
28.6、惰性气体氛围保护箱;
29.7、钉套。
具体实施方式
30.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式。
31.如图1和图2所示,本实施例提供一种电流辅助局部软化装置,用于对抽芯铆钉的钉套7进行局部软化,电流辅助局部软化装置包括:
32.对称间隔设置的两组电刷块3,钉套7能放置在两组电刷块3之间,且两组电刷块3能相向运动以夹紧钉套7;
33.直流脉冲电源1,其正极和负极通过相应的导线分别与两组电刷块3连接,且直流脉冲电源1能与两组电刷块3和钉套7构成一闭合回路;
34.以及夹持装置2,其与两组电刷块3连接,并能驱动两组电刷块3相向运动或远离。
35.其中,两组电刷块3之间的间隔能调节,以方便对钉套7夹持或方便将钉套7取出,
放置钉套7时需要将钉套7的待软化区域正对两组电刷块3。本实施例的局部软化装置可以适用于任一需要局部软化的金属材质的钉套7(例如钛合金材质的钉套7),以便使用时钉套7可以与电刷块3、直流脉冲电源1和相应的导线构成闭合回路产生焦耳热,利用直流脉冲电源1输出的脉冲电流对钉套7的待软化区域进行局部加热,可以将钉套7进行局部软化。
36.由此,本实施例中的局部软化装置,通过将直流脉冲电源1、电刷块3和抽芯铆钉的钉套7连接为一个闭合回路,利用直流脉冲电源1提供直流脉冲,通过焦耳热效应实现对钉套7的通电区域的局部加热,进而实现钉套7的局部软化,不仅加热速度快,加热效率高,而且实现了接触式加热方式,加热区域位置更加精准,重复精度高。
37.进一步优选地,每组电刷块3均包括沿两组电刷块3的对称轴方向依次叠放的多个电刷片31,通过调整电刷片31的总数量和/或各电刷片31的厚度能够调整每组电刷块3的总厚度。
38.各电刷片31的厚度方向平行于两组电刷块3的对称轴方向,各电刷片31的厚度可以相同也可以不同,使用时可以改变电刷片31的总数量和/或调整单个电刷片31的厚度。通过组合不同数量的电刷片31和/或不同厚度的电刷片31,来调整电刷块3的总厚度,可以达到调节钉套7的加热区域宽度的目的,并能够实现加热宽度的快速调节,且简单方便,调节精准,进而能更好地匹配不同钉套7的局部软化范围的需求。
39.一般两组电刷块3中面向彼此的侧面上均开设有弧形槽32,该弧形槽32的形状与待软化的钉套7的侧壁相匹配,钉套7的相应侧壁能与弧形槽32的槽壁相贴合,便于电刷块3更好地与钉套7中待软化区域的侧壁面紧密接触。
40.对于电刷块3的材质可以根据需要而定,优选采用导电性能更好,材质相对较软的材质,便于实现对钉套7的柔性夹持,以利于电刷块3与钉套7接触贴合时减少对钉套7表面的损伤。例如本实施例中优选电刷块3为铜电刷,更优选其材质为紫铜。
41.进一步地,为了便于驱动两组电刷块3的移动,夹持装置2包括对称设置的两组夹持组件,每组夹持组件均包括底座21、电刷固定滑块22、驱动杆23和驱动机构,电刷块3能固设在电刷固定滑块22上;在底座21上设有驱动导轨211,电刷固定滑块22能滑动的与驱动导轨211连接;驱动机构通过驱动杆23与电刷固定滑块22连接,并能驱动电刷固定滑块22移动。
42.这两组夹持组件位于两组电刷块3的外侧,驱动导轨211可以采用任一方式,例如本实施例中参照图2,在底座21的顶面设有t型槽,t型槽两侧的这部分底座21构成驱动导轨211,电刷固定滑块22嵌设在t型槽内并能沿t型槽的长度方向往复直线滑动。驱动杆23位于t型槽内,其轴向平行于t型槽的长度方向并垂直于两组电刷块3的对称轴方向,利用驱动机构驱动驱动杆23移动,便可带动电刷块3移动。对于驱动机构优选采用高精度伺服电机或精密液压元件,通过力传感器实时检测以精准控制两组电刷块3对钉套7的夹持力,且夹持力应相对缓慢加载(例如力值是线型加载的,而非瞬间加载),以实现对钉套7的柔性夹持,避免两组电刷块3闭合的夹持力太大导致钉套7表面损伤。
43.为了便于对电刷块3固定,电刷固定滑块22内开设有安装槽,电刷块3的一部分能插设在安装槽内并在电刷固定滑块22的侧面通过顶丝221紧固。
44.安装槽的形状例如可以按照2中示出的采用t型槽,也可以根据需要采用其他形状。在电刷固定滑块22的侧壁会开设有安装孔,将电刷块3插设在安装槽后,利用顶丝221穿
入该安装孔内并顶紧在电刷块3的侧面;利用安装槽的形状与电刷块3的形状相匹配进行定位,并利用顶丝221顶紧,可以将电刷块3固定,简单方便。对于电刷块3所包含的多个电刷片31之间也可以通过螺栓33进行紧固。
45.当然,上述的夹持装置2也可以采用其他的结构形式,只要便于驱动两个电刷块3移动即可,本实施例仅为举例说明。
46.进一步地,上述的直流脉冲电源1应采用大功率,以保证能使钉套7加热到需求的温度,实现快速软化。具体输出功率值根据需要而定,本实施例中优选其最大输出功率不低于10kw,一般其最大输出功率为20kw左右。
47.由于脉冲频率和脉冲宽度均是钉套7局部软化要参考的工艺参数,在相同脉冲宽度的情况下,频率越高,或者在相同频率下,脉冲宽度越大,产生的热效应越强,针对不同的产品需要进行具体调节。例如本实施例中直流脉冲电源1的最大输出频率优选不低于1khz,以保证整个软化过程中对钉套7的软化效果,保证钉套7的性能。
48.进一步地,电流辅助局部软化装置还包括机械臂4,机械臂4能将待局部软化的钉套7放置在两组电刷块3之间。机械臂4可以采用现有任一结构,只要方便抓取钉套7并将其移动至指定位置即可,本实用新型对此不进行限定。
49.为了便于实现对钉套7局部加热后的迅速冷却,电流辅助局部软化装置还包括水冷箱5,机械臂4还能在钉套7完成局部软化后将钉套7放入水冷箱5内。
50.进一步地,电流辅助局部软化装置还包括惰性气体氛围保护箱6,夹持装置2、两组电刷块3、机械臂4和水冷箱5均设在惰性气体氛围保护箱6内。惰性气体氛围保护箱6用于提供惰性气体氛围(惰性气体例如可以采用ar),使钉套7在加热时不被氧化,保证了钉套7的表面质量。
51.进一步地,整个局部软化装置的工作过程具体如下:
52.利用机械臂4从上料装置处取出要进行局部软化的钉套7,并将钉套7置于两组电刷块3中间;然后夹持装置2开始动作,以提供两组电刷块3的夹紧力并保证钉套7表面不出现硌伤,此时闭合回路形成;接下来直流脉冲电源1开始输出脉冲电流,通过焦耳热效应使钉套7的通电部位迅速加热升温进而得到软化,随后夹持装置2松开,机械臂4将钉套7投入水冷箱5中进行快速冷却,单个钉套7的局部软化过程结束,整个过程均在惰性气体氛围中进行。
53.综上,本实施例中的局部软化装置,采用大功率高频的直流脉冲电源1与总厚度可调的电刷块3配合,利用焦耳热效应对钉套7进行局部加热,优势为加热速度快,加热区域精准且可调节加热宽度(加热宽度可通过调整组合电刷块3的总厚度来实现),重复精度高;还可以根据需要配备相应的控制器,以通过自动化控制来实现钉套7的大批量、自动化局部软化,可为高端紧固件的批量化生产提供技术保障。有效解决了现有抽芯铆钉的钉套7局部退火加热区域不精准、加热区域宽度不易调节的问题。
54.以上仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作出的等同变化与修改,均应属于本实用新型保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
