一种ic卡板视觉检测设备机架的焊接夹具
技术领域
1.本实用新型涉及机架焊接领域,尤其涉及一种ic卡板视觉检测设备机架的焊接夹具。
背景技术:
2.电子行业目前发展前景巨大,电子元器件制造行业是国家长期重点支持发展的重点产业,而机器视觉自动化检测设备的用途主要在半导体及电子产品,ic卡板检测设备作为机器视觉自动化检测设备的一种具体应用结构之一,而机架又是该设备的主体结构,主要受力部件、高精度运动部件、高精度驱动部件、高精度光学检测部件均装在该机架上,因此机架的制造精度及稳定性,直接影响到该检测设备的精度及稳定性,外观精密装配线条的准确性,因此,一款高精度的ic卡板视觉检测设备机架的焊接夹具对于检测的准确性至关重要。
3.202022243146.2公开了一种机架零配件定位机构,包括底板、支撑板、载具板以及夹紧块;所述载具板、支撑板以及底板自上而下依次设置且通过支撑柱固定连接,所述载具板中间部位设置有定位块,所述定位块上开设有若干真空气孔,所述底板以及支撑板上分别水平设置有双向气缸一以及双向气缸二,所述双向气缸一以及双向气缸二上均设置有夹紧支撑块,所述夹紧块通过螺栓与夹紧支撑块锁附,所述夹紧块上开设有若干一字槽。
4.该方案的问题在于:无法对复杂的机架进行精准定位。
5.本实用新型需要解决的技术问题是:如何实现复杂的机架进行定位。
技术实现要素:
6.本实用新型的主要目的是提供一种ic卡板视觉检测设备机架的焊接夹具,该装置设有第一支撑平台、第二支撑平台、第三支撑平台、第四支撑平台,在四个支撑平台上设有顶部定位模块、腿部定位模块和底部定位模块对机架的多个部位进行定位,增强了机架在焊接过程中的稳定性,提高了机架的精度。
7.为实现上述目的,本技术所采用的技术方案:
8.一种ic卡板视觉检测设备机架的焊接夹具,包括支撑框架和定位模块,所述支撑框架为矩形体结构,且支撑框架边缘设置有若干用于容纳定位模块的镂空部,所述定位模块包括顶部定位模块、腿部定位模块和底部定位模块,所述顶部定位模块分别设置在支撑框架顶部的四个角落处,所述顶部定位模块用于固定外设的机架的面板,所述腿部定位模块设置于支撑框架侧部的镂空部内,所述腿部定位模块用于固定外设的机架的腿部,所述底部定位模块设置于支撑框架底部的镂空部内,所述底部定位模块用于固定外设的机架的底部。
9.优选地,所述支撑框架包括由上至下依次设置的第一支撑平台、第二支撑平台和第三支撑平台,且第一支撑平台、第二支撑平台、第三支撑平台之间相互连接,所述第二支撑平台中部设有两个平行布置的第四支撑平台。
10.优选地,所述顶部定位模块包括第一定位气缸和第一定位组件,所述第一定位气缸通过固定架固定在第一支撑平台顶部,所述第一定位组件设置于第一支撑平台顶部的一侧,所述第一定位气缸的动力输出端设置有第一定位块,所述第一定位组件的自由端设置有第二定位块,所述第一定位块在第一定位气缸的作用下靠近或远离第二定位块。
11.优选地,所述腿部定位模块包括第二定位气缸和第二定位组件,所述第二定位气缸通过连接件固定于第四支撑平台上方,所述第二定位组件设置于第一支撑平台内测,所述第二定位气缸的动力输出端设置有第三定位块,所述第二定位组件的自由端设有第四定位块,所述第三定位块在第二定位气缸的作用下靠近或远离第四定位块。
12.优选地,所述腿部定位模块还包括设置于第二支撑平台侧部的第三定位气缸和第三定位组件,所述第三定位气缸设置于第二支撑平台一侧的镂空部内,所述第三定位组件设置于第二支撑平台上不同于第三定位气缸的另一侧,所述第三定位气缸的动力输出端设有第五定位块,所述第三定位组件的自由端设有第六定位块,所述第五定位块在第三定位气缸的作用下靠近或远离第六定位块。
13.优选地,所述底部定位模块包括若干第四定位气缸、若干第四定位组件和若干第五定位气缸,所述第四定位气缸设置于第三支撑平台上方,所述第四定位组件设置于第三支撑平台侧部的镂空部内,所述第五定位气缸设置于第三支撑平台底部的镂空部内,所述第四定位气缸、第五定位气缸的动力输出端分别设置有第七定位块和第八定位块,所述第四定位组件的自由端设有第九定位块,所述第七定位块、第九定位块分别对应外设的机架的底部两侧,所述第八定位块对应外设的机架的底部,所述第七定位块在第四定位气缸的作用下靠近或远离第九定位块。
14.优选地,所述支撑框架还包括支撑底座,所述支撑底座固定设置于第三支撑平台下部。
15.优选地,所述第二定位气缸与外设的机架的腿部数量相等。
16.优选地,所述支撑框架采用钢材制成。
17.本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
18.本实用新型设有多个机架定位模块,所机架的多个部位定位,提高机架焊接过程中的稳定性,同时多个支撑平台为定位模块提供了足够的支撑作用,并且多个定位气缸对机架的边角处进行了准确的定位,提高了机架的精准性。
附图说明
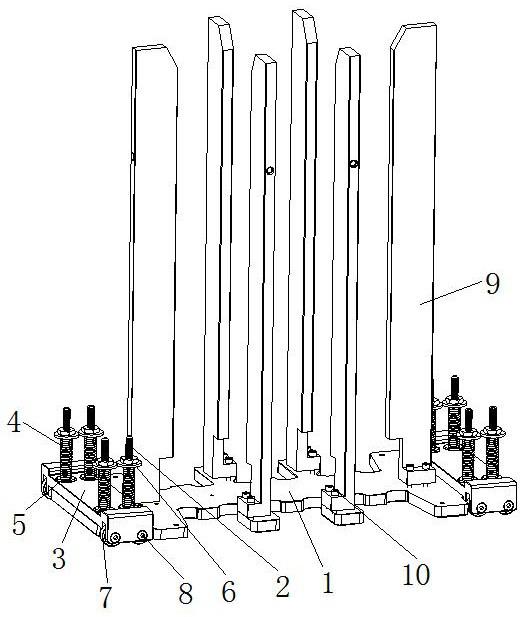
19.图1为实施例1中一种ic卡板视觉检测设备机架的焊接夹具的立体图;
20.图2为实施例1中顶部定位模块的立体图;
21.图3为实施例1中一种ic卡板视觉检测设备机架的焊接夹具的侧视图。
具体实施方式
22.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施的组件可以以各种不同的配置来布置和设计。
23.实施例1
24.参考图1-3,一种ic卡板视觉检测设备机架的焊接夹具,包括支撑框架1和定位模块2,所述支撑框架1为矩形体结构,且支撑框架1边缘设置有若干用于容纳定位模块2的镂空部11,所述定位模块2包括顶部定位模块21、腿部定位模块22和底部定位模块23,所述顶部定位模块21分别设置在支撑框架1顶部的四个角落处,所述顶部定位模块21用于固定外设的机架的面板,所述腿部定位模块22设置于支撑框架1侧部的镂空部11内,所述腿部定位模块22用于固定外设的机架的腿部,所述底部定位模块23设置于支撑框架1底部的镂空部11内,所述底部定位模块23用于固定外设的机架的底部。
25.在本实施例中,将外设的未焊接的机架放入机架定位装置内,并将机架的各部件对应的放入顶部定位模块21、腿部定位模块22和底部定位模块23上,通过顶部定位模块21、腿部定位模块22和底部定位模块23对机架夹紧,减少加工过程中机架的晃动,增加焊接的精准性。
26.在本实施例中,作为优选地,所述支撑框架1包括由上至下依次设置的第一支撑平台12、第二支撑平台13和第三支撑平台14,且第一支撑平台12、第二支撑平台13、第三支撑平台14之间相互连接,所述第二支撑平台13中部设有两个平行布置的第四支撑平台15,所述的第一支撑平台12、第二支撑平台13、第三支撑平台14分别为顶部定位模块21、腿部定位模块22和底部定位模块23提供支撑作用,增强机架定位装置的稳定性。
27.在本实施例中,作为优选地,所述顶部定位模块21包括第一定位气缸211和第一定位组件212,所述第一定位气缸211通过固定架固定在第一支撑平台12顶部,所述第一定位组件212设置于第一支撑平台12顶部的一侧,所述第一定位气缸211的动力输出端设置有第一定位块213,所述第一定位组件212的自由端设置有第二定位块214,所述第一定位块213在第一定位气缸211的作用下靠近或远离第二定位块214,将外设的机架放置于第一定位块213和第二定位块214之间,控制第一定位气缸211推动第一定位块213,夹紧机架,提高机架焊接时的稳定性。
28.在实际应用中,作为优选地,所述腿部定位模块22包括第二定位气缸221和第二定位组件222,所述第二定位气缸221通过连接件固定于第四支撑平台15上方,所述第二定位组件222设置于第一支撑平台12内测,所述第二定位气缸221的动力输出端设置有第三定位块223,所述第二定位组件222的自由端设有第四定位块224,所述第三定位块223在第二定位气缸221的作用下靠近或远离第四定位块224。将外设的机架的腿部放入第三定位块223与第四定位块224之间,控制第二定位气缸221推动第三定位块223像第四定位块224靠近,并夹紧机架的腿部,提高机架焊接时的稳定性。
29.在本实施例中,为了加固对机架腿部的固定,因此作为优选地,所述腿部定位模块22还包括设置于第二支撑平台13侧部的第三定位气缸225和第三定位组件226,所述第三定位气缸225设置于第二支撑平台13一侧的镂空部11内,所述第三定位组件226设置于第二支撑平台13上不同于第三定位气缸225的另一侧,所述第三定位气缸225的动力输出端设有第五定位块227,所述第三定位组件226的自由端设有第六定位块228,所述第五定位块227在第三定位气缸225的作用下靠近或远离第六定位块228。
30.在本实施例中,作为优选地,所述底部定位模块23包括若干第四定位气缸231、若干第四定位组件232和若干第五定位气缸233,所述第四定位气缸231设置于第三支撑平台
14上方,所述第四定位组件232设置于第三支撑平台14侧部的镂空部11内,所述第五定位气缸233设置于第三支撑平台14底部的镂空部11内,所述第四定位气缸231、第五定位气缸233的动力输出端分别设置有第七定位块234和第八定位块235,所述第四定位组件232的自由端设有第九定位块236,所述第七定位块234、第九定位块236分别对应外设的机架的底部两侧,所述第八定位块235对应外设的机架的底部,所述第七定位块234在第四定位气缸231的作用下靠近或远离第九定位块236。
31.在本实施例中,作为优选地,所述支撑框架1还包括支撑底座16,所述支撑底座16固定设置于第三支撑平台14下部,通过添加支撑底座16提高支撑框架1的结构强度,防止支撑框架1因负载过大损坏。
32.在本实施例中,为了确保外设的机架具有良好的稳定性,优选地,所述第二定位气缸221与外设的机架的腿部数量相等。
33.在实际应用中,为了保证整成框架的稳定性,因此,作为优选地,所述支撑框架1采用钢材制成,具体来说所使用的钢材为方钢,当然本实施例并不排斥其他钢材作为支撑框架1的制作材料,如圆钢、六角钢、八角钢等其他钢材,本实施例考虑到易于焊接于是选择方钢作为支撑框架1的制作材料。
34.综上所述,本实用新型设有多个机架定位模块,对机架的多个部位定位,提高机架焊接过程中的稳定性,同时多个支撑平台为定位模块提供了足够的支撑作用,并且多个定位气缸对机架的边角处进行了准确的定位,提高了机架的精准性。
35.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。