1.本发明涉及模切产品技术领域,具体是一种补强钢片加工工艺。
背景技术:
2.补强钢片在电子产品中fpc软性电路板中被广泛使用。补强钢片主要解决柔性电路板的柔韧度性,提高插接部位的强度,方便产品的整体组装,现有如生产附图1所示的钢片的背面粘贴热熔胶的胶带,胶面的尺寸比钢片的尺寸小,目前的加工方式是采用分开单独冲切后再通过治具将补强钢片与胶片进行定位对贴,该加工方式加工效率较低,人工作业成本高,无法适用大批量的产品作业生产。
技术实现要素:
3.本发明的目的在于提供一种补强钢片加工工艺,以解决背景技术中的技术问题。
4.为实现前述目的,本发明提供如下技术方案:
5.一种补强钢片加工工艺,包含以下步骤:
6.步骤s1,将胶带通过第一送料机构往第一套模具进行输送,胶带包括胶体和离型底纸,钢片料带通过第二送料机构往第一套模具进行输送,胶带与钢片料带的输送方向相垂直交错,胶带在钢片料带上方;
7.步骤s2,步骤s1中的第一套模具内的前方设有第一刀模对胶带冲切第一内孔和第一定位孔,将离型底纸面朝上冲切胶带,第一内孔和第一定位孔为全穿,第一定位孔在胶带的前侧,第一套模具内的左侧设有第二刀模对钢片料带冲切第二内孔和第二定位孔,第二定位孔在钢片料带的前后两侧;
8.步骤s3,第一刀模的后侧设有第三刀模,将步骤s2中的胶带和钢片料带输送至第三刀模内,将胶带定位冲压粘贴在钢片料带上,同时冲切胶带的外形,冲切成胶带断而钢片不断,对胶带进行排废,得到半成品a;
9.步骤s4,将步骤s3中的半成品a用第二套模具进行冲切,在第二套模具冲切钢片的外形,将胶带面朝上冲切,冲切成钢片料带全穿,再通过转贴设备将单个钢片转贴至卷料上,得到成品。
10.所述步骤s2中的胶带和钢片料带同时冲切加工。
11.所述第一刀模包括若干个第一冲针用于冲切第一定位孔和若干个第二冲针冲切第一内孔,所述第二刀模包括若干个第三冲针用于冲切第二定位孔和若干个第四冲针冲切第二内孔,所述第一冲针直径大于第三冲针直径,所述第二冲针直径小于第四冲针直径。
12.所述第三刀模上设有若干个第一定位针、第二定位针和冲切胶带外形的第一切刀,所述第一定位针与第一定位孔相配合,所述第二定位针与第二定位孔相配合,所述第三刀模内还设有加热组件对模具进行加热。
13.所述第二套模具内设有冲切钢片外形的第二切刀和第三定位针,所述第三定位针与第二定位孔位置相配合。
14.与现有技术相比,本发明提供的一种补强钢片加工工艺,在模具内对热熔胶结构的胶带外形进行定位冲切且贴合在钢片上,后续再对钢片进行外形的冲切,采用模内对胶带进行冲贴能让胶带与钢片之间的贴合更精准,减少人工作业成本,能够实现连续的大批量的生产过程,保证了产品质量和特性的一致性,生产线稳定,隔绝了人工污染。
附图说明
15.图1:本发明加工的补强钢片结构示意图;
16.图2:本发明中第一套模具结构图;
17.图3:本发明中第一刀模结构图;
18.图4:本发明中第二刀模结构图;
19.图5:本发明中第三刀模结构图;
20.图6:本发明中第二套模具结构图;
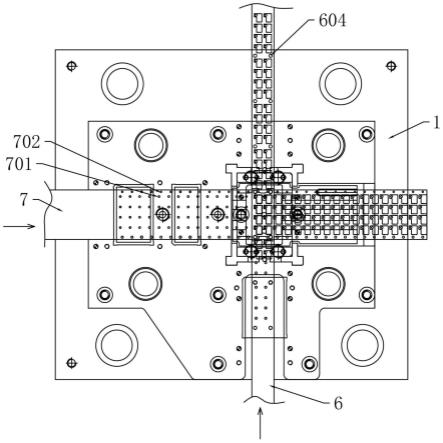
21.图7:本发明中第一套模具加工示意图;
22.图8:本发明中的半成品a结构示意图;
23.图9:本发明的成品结构图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
25.具体实施例1:请参阅图1到图9,本发明实施例中,一种补强钢片加工工艺,包含以下步骤:
26.步骤s1,将胶带6通过第一送料机构往第一套模具1进行输送,胶带6包括胶体602和离型底纸601,钢片料带7通过第二送料机构往第一套模具1进行输送,胶带6与钢片料带7的输送方向相垂直交错,胶带6在钢片料带7上方;
27.步骤s2,步骤s1中的第一套模具1内的前方设有第一刀模2对胶带6冲切第一内孔603和第一定位孔604,将离型底纸601面朝上冲切胶带6,第一内孔603和第一定位孔604为全穿,第一定位孔604在胶带6的前侧,第一套模具1内的左侧设有第二刀模3对钢片料带7冲切第二内孔701和第二定位孔702,第二定位孔702在钢片料带7的前后两侧,胶带6和钢片料带7同时冲切加工;
28.步骤s3,第一刀模2的后侧设有第三刀模4,将步骤s2中的胶带6和钢片料带7输送至第三刀模4内,将胶带6定位冲压粘贴在钢片料带7上,同时冲切胶带6的外形,冲切成胶带6断而钢片不断,对胶带6进行排废,得到半成品a;
29.步骤s4,将步骤s3中的半成品a用第二套模具5进行冲切,在第二套模具5冲切钢片的外形,将胶带6面朝上冲切,冲切成钢片料带7全穿,再通过转贴设备将单个钢片转贴至卷料上,得到成品。
30.在本实施例中,第一刀模2包括两个第一冲针202用于冲切第一定位孔604和八个第二冲针201冲切第一内孔603,即一模八穴加工,第一冲针202在第一刀模2内前侧,第一刀模2的后侧设有第一导向针203与第一定位孔604进行导向输送,第二冲针201在第一导向针203和第一冲针202之间;第二刀模3包括四个第三冲针302用于冲切第二定位孔702和八个
第四冲针301冲切第二内孔701,第一冲针202直径大于第三冲针302直径,第二冲针201直径小于第四冲针301直径,在第二刀模3的右侧上下两端设有第二导向针303与第二定位孔702相配合定位输送。
31.第三刀模4上设有四个第一定位针401、第二定位针402和冲切胶带6外形的第一切刀403,第一定位针401与第一定位孔604相配合,第二定位针402与第二定位孔702相配合,第三刀模4内还设有加热组件对模具进行加热,通过第一定位针401和第二定位针402对胶带6和钢片带进行套充定位冲切胶带6的外形。
32.第二套模具5内设有冲切钢片外形的第二切刀502和第三定位针501,第三定位针501与第二定位孔702位置相配合。
33.与现有技术相比,本发明提供的一种补强钢片加工工艺,在模具内对热熔胶结构的胶带外形进行定位冲切且贴合在钢片上,后续再对钢片进行外形的冲切,采用模内对胶带进行冲贴能让胶带与钢片之间的贴合更精准,减少人工作业成本,能够实现连续的大批量的生产过程,保证了产品质量和特性的一致性,生产线稳定,隔绝了人工污染。
34.对于本领域技术人员而言,显然本发明不限于前述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是前述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
35.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
