1.本技术涉及汽轮机安装技术领域,具体公开了一种轴向位移安装、调试方法。
背景技术:
2.汽轮机也称蒸汽透平发动机,是一种旋转式蒸汽动力装置,高温高压蒸汽穿过固定喷嘴成为加速的气流后喷射到叶片上,使装有叶片排的转子旋转,同时对外做功。汽轮机是现代火力发电厂的主要设备,也用于冶金工业、化学工业、舰船动力装置中,而汽轮机在使用之前,其前箱的安装同样十分重要。
3.前箱内所有本体、热工设备安装调试完后,进行前箱上盖和前箱侧盖的安装,安装上盖时,使用专用的安装装置将上盖吊装至下盖的上表面,进行上盖的固定,上盖安装完成后再安装侧盖,使得上盖安装在下盖上,而在实际安装过程中发生一个现象,安装过程中会导致汽轮机前箱内的轴承轴向位移整体偏移0.5mm左右,每次安装偏移量不确定,这个偏移占定值的50%,如果忽视这个偏移,那么将导致保护动作定值偏移0.5mm,在机组运行过程中会引发保护误动作或拒动作,误动作将引起机组误跳闸,综合损失近100万及一次机组非停指标;如果实际轴向位移已达到保护定值,而因为定值偏移将导致保护拒动作,那么将导致重大的设备损坏,可能会导致上千万的损失,发明人有鉴于此,提出一种轴向位移安装、调试方法。
技术实现要素:
4.本发明的目的在于解决传统的汽轮机前箱在安装上盖和侧盖的过程中会导致轴向位移偏移,造成机组运行过程中会引发保护误动作或拒动作所引起机组误跳闸,进而导致重大的设备损坏,经济损失严重的问题。
5.为了达到上述目的,本发明提供以下基础方案:
6.一种轴向位移安装、调试方法,包括以下步骤:
7.s1:确定安装装置安装上盖时的总推力间隙并对汽轮机内部轴承定位之后,将轴向位移探头安装在汽轮机前箱内部;
8.s2:安装汽轮机前箱上盖,将上盖的四周和下盖的四周通过连接螺栓进行连接,使其与汽轮机前箱下盖连接;
9.s3:安装上盖的过程中,通过轴向位移探头对上盖安装时每一个连接螺栓的安装进行调试;
10.s4:所述汽轮机前箱的上盖和下盖均一体成型有连接块,通过连接块使用固定螺栓安装汽轮机前箱侧盖;
11.s5:安装侧盖的过程中,通过轴向位移探头对侧盖安装时每一个固定螺栓的安装进行调试。
12.本基础方案的原理及效果在于:
13.1.与现有技术相比,本发明中通过设置在前箱缸体内的轴向位移探头,能够在安
装上盖的过程中,全程监控每一个螺栓安装过程中前箱的轴向位移变化,从而对每一个螺栓安装时进行微调,防止上盖安装过程中轴向位移过大,避免机组运行过程中会引发保护误动作或拒动作所引起的机组误跳闸,进而避免了导致重大的设备损坏。
14.2.与现有技术相比,本发明中通过设置的轴向位移探头,能够在安装侧盖的过程中,同样监控每一个螺栓安装过程中前箱的轴向位移变化,方便安装和调试,减小汽轮机前箱在安装侧盖的过程中轴向位移过大。
15.3.与现有技术相比,由于汽轮机前箱罩主要由3部分,即前箱下罩、上盖、侧端盖组成,在加工、运输、检修拆装、吊运等环节不可避免的会导致各螺丝孔相对位置发生变化,与设计值产生误差,零点几毫米的误差对于前箱来说微乎其微,但对于轴向位移来说却是致命的而本发明中所使用的方法不依托在前箱侧壁,避免前箱上盖及侧盖安装时影响轴向位移支架实际位置,保证轴向位移参数不会因前箱盖的安装而发生偏移,消除机组安全隐患,保证机组安全稳定运行。
16.进一步,所述汽轮机前箱内可拆卸连接在下箱盖上的轴向位移探头支架,所述轴向位移探头支架上设有若干安装在所述汽轮机前箱侧壁的轴向位移探头,所述位于轴向位移探头对称设置。通过对称设置的轴向位移探头能够实时监控前箱在安装过程中的轴向位移量。
17.进一步,所述汽轮机前箱的上盖和下盖均一体成型有连接块,连接块上均开有若干上下盖紧固螺纹孔,连接块的端面周向均布开有若干用于与侧盖相连的侧盖紧固螺纹孔。通过设置的上下盖紧固螺纹孔使得上盖和下盖能够连接起来,而侧盖紧固螺纹孔用于连接侧盖。
18.进一步,在步骤s2中,安装上盖的过程中,通过在上盖四周安装连接螺栓至刚刚固定,固定过程中全程监控四个轴向位移数据变化,若某个连接螺栓紧固过程中影响轴向位移数据,停止该连接螺栓紧固并推出至轴向位移数据恢复原数据位置,保证轴向位移数据变化在0.05mm范围内。
19.进一步,若某个或多个连接螺栓紧固过程中对轴向位移影响过大,无法进行纠正,则先进行其他连接螺栓的紧固,最后再对未紧固的连接螺栓进行紧固,适当调整紧固顺序,并实时监视4个轴向位移数据变化。
20.进一步,若有连接螺栓对轴向位移影响较大,则需确认好上下盖紧固螺纹孔与连接螺栓吃力位置,将上盖拆卸,对记录的位置进行磨削,磨削掉0.5mm左右,以减少连接螺栓与上盖结合点吃力造成下缸壁的形变,回装重新按上述方法调整,以保证所有连接螺栓紧固后对轴向位移影响在0.05mm范围内。
21.进一步,在步骤s4中,安装侧盖时需在侧盖内端面涂抹足够厚的密封胶。涂抹密封胶用于前箱的密封,
22.进一步,使用固定螺栓通过侧盖紧固螺纹孔安装侧盖至刚好紧固,从对角方向逐个紧固,密切关注轴向位移数据变化,若紧固某个固定螺栓对轴向位移影响较大,则退出固定螺栓,在结合面垫入0.2mm-0.5mm垫铁,垫铁的厚度根据实际情况调整,再进行紧固,直至所有的固定螺栓已紧固,保证所有螺栓紧固后对轴向位移影响在0.05mm范围内。
附图说明
23.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
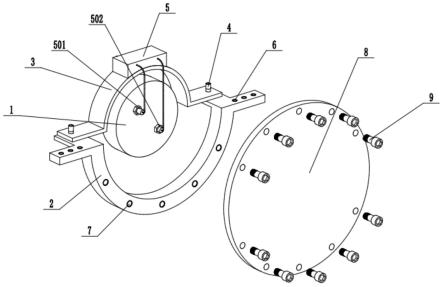
24.图1示出了本技术实施例提出的一种轴向位移安装、调试方法中轴向位移探头和连接块的机构示意图;
25.图2示出了本技术实施例提出的一种轴向位移安装、调试方法中轴向位移探头的结构示意图;
26.图3示出了本技术实施例提出的一种轴向位移安装、调试方法中上盖与下盖连接的示意图。
具体实施方式
27.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
28.说明书附图中的附图标记包括:安装座1、连接块2、轴向位移支架3、连接螺钉4、机座5、第一探头501、第二探头502、第三探头503、第四探头504、上下盖紧固螺纹孔6、侧盖紧固螺纹孔7、侧盖8、固定螺栓、下盖10、上盖11。
29.实施例如图1、图2和图3所示:
30.一种轴向位移安装、调试方法,包括以下步骤:
31.s1:确定安装装置安装上盖时的总推力间隙并对汽轮机内部轴承定位之后,将轴向位移探头安装在汽轮机前箱内部;
32.s2:安装汽轮机前箱上盖,将上盖的四周和下盖的四周通过连接螺栓进行连接,使其与汽轮机前箱下盖连接;
33.s3:安装上盖的过程中,通过轴向位移探头对上盖安装时每一个连接螺栓的安装进行调试;
34.s4:所述汽轮机前箱的上盖和下盖均一体成型有连接块,通过连接块使用固定螺栓安装汽轮机前箱侧盖;
35.s5:安装侧盖的过程中,通过轴向位移探头对侧盖安装时每一个固定螺栓的安装进行调试。
36.对于s1,汽轮机前箱主要由三部分构成:上盖11、下盖10和侧盖8,安装之前,需要确定总推力间隙并对轴承定位,做好上盖11安装的准备工作,然后将轴向位移支架3安装在下盖10的安装座1上,轴向位移支架3通过两侧的连接螺钉4安装在下盖10内部,安装座1固定在前箱内部,为前箱内部的工作元件,轴向位移安装支架上设有机座5,机座5上设有与安装座1相连的若干轴向位移探头,分别为第一探头501、第二探头502、第三探头503和第四探头504,第一探头501和第二探头502安装在安装座1的前侧壁,朝向发电机方向,第三探头503和第四探头504安装在安装座1的后侧壁,朝向机头的方向,从而能够对上盖11、侧盖8安装过程中发生的轴向位移进行传感,再将数据传输至监控设备处,监控设备的主机tsi系统选用美国本特利公司生产的3500系列安全监测装置,用于连接第一探头501、第二探头502、
第三探头503和第四探头504并进行监控。
37.下盖10和上盖11的端部均设有连接块2,连接块2与下盖10和上盖11为一体成型,是下盖10和上盖11的一部分,上盖11安装在下盖10的过程中,连接块2上均设有相互对应的上下盖紧固螺纹孔6,方便上盖11与下盖10的安装,并使用连接螺栓进行连接,对于s2,在轴向位移探头安装完成之后,确认前箱内本体及热工元件都安装无误之后,进行上盖11的安装,首相通过上盖11四周的连接螺栓紧固至刚刚固定,在每一个连接螺栓紧固的过程中全程监控四个轴向位移数据变化,若某个连接螺栓紧固过程中影响轴向位移数据,停止该连接螺栓紧固并推出至轴向位移数据恢复原数据位置,该过程左右侧及后侧连接螺栓可适当加快速度,前侧的连接螺栓一定要放缓紧固速度,并做好各连接螺栓间的顺序配合,保证轴向位移数据变化在0.05mm范围内。
38.在连接螺栓紧固的过程中若某个或多个连接螺栓紧固过程中对轴向位移影响过大,无法进行纠正,则先进行其他连接螺栓的紧固,最后再对未紧固的连接螺栓进行紧固,适当调整紧固顺序,并实时监视4个轴向位移数据变化。
39.若有连接螺栓对轴向位移影响较大,则需确认好上下盖紧固螺纹孔6与连接螺栓吃力位置,将上盖拆卸,对记录的位置进行磨削,磨削掉0.5mm左右,以减少连接螺栓与上盖结合点吃力造成下缸壁的形变,回装重新按上述方法调整,以保证所有连接螺栓紧固后对轴向位移影响在0.05mm范围内。
40.对于s3,在上盖安装完成之后,即可对侧盖进行连接,连接块2上均周向均布有侧盖紧固螺纹孔7,通过侧盖紧固螺纹孔7和固定螺栓对侧盖进行紧固,对侧盖安装的过程中需在侧盖内端面涂抹足够厚的密封胶,使得前箱内部在侧盖安装完成后能够保持良好的密封性能,安装方法为:使用固定螺栓通过侧盖紧固螺纹孔7安装侧盖至刚好紧固,从对角方向逐个紧固,密切关注轴向位移数据变化,若紧固某个固定螺栓对轴向位移影响较大,则退出固定螺栓,在结合面垫入0.2mm-0.5mm垫铁,垫铁的厚度根据实际情况调整,再进行紧固,直至所有的固定螺栓已紧固,保证所有螺栓紧固后对轴向位移影响在0.05mm范围内。本方法在实际运用过程中对比传统的安装方法,可从监控设备上观察出前箱的轴向位移明显减小,并且安装的过程也较为平稳,保障了汽轮机后续的正常运行,避免机组运行过程中保护误动作或拒动作,误动作将引起机组误跳闸,综合损失近100万及一次机组非停指标;如果实际轴向位移已达到保护定值,而因为定值偏移将导致保护拒动作,那么将导致重大的设备损坏,避免了可能会导致的上千万损失。
41.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
