一种pcb屏蔽盖的贴装方法及pcb板结构
技术领域
1.本技术涉及pcb技术领域,更具体地,涉及一种pcb屏蔽盖的贴装方法及pcb板结构。
背景技术:
2.如图1所示,现有的pcb板100通常把屏蔽盖的焊盘110进行全开窗设计,接着在开窗区域内设置过孔120,这种结构在刷上锡膏进行贴装屏蔽盖时,锡膏会流向焊盘其余开窗部位或者流入过孔120内,造成了每个上锡位上的锡量不一样,导致贴装后屏蔽盖各个部位高度不一致的状况,使得产品结构上的组装有问题。
技术实现要素:
3.本技术实施例所要解决的技术问题是屏蔽盖贴装高度不一致导致的产品结构上的组装有问题。
4.为了解决上述技术问题,本技术实施例提供一种pcb屏蔽盖的贴装方法及pcb板结构,采用了如下所述的技术方法:
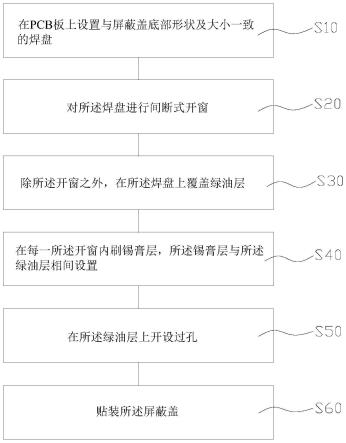
5.一种pcb板的屏蔽盖贴装方法,所述方法包括以下步骤:
6.步骤s10:在pcb板上设置与屏蔽盖底部形状及大小一致的焊盘;
7.步骤s20:对所述焊盘进行间断式开窗;
8.步骤s30:除所述开窗之外,在所述焊盘上覆盖绿油层;
9.步骤s40:在每一所述开窗内设置锡膏层,所述锡膏层与所述绿油层相间设置;
10.步骤s50:在所述绿油层上开设过孔;
11.步骤s60:贴装所述屏蔽盖。
12.进一步地,所述步骤s20:对所述焊盘进行间断式开窗时,每一所述开窗的面积尺寸一致,且在所述焊盘的上下左右位置对称设置。
13.进一步地,所述步骤s20包括:
14.通过丝网印刷机在需要开窗区域上覆盖胶片;
15.所述步骤s30之后包括:
16.取出所述胶片,以完成间断式开窗。
17.具体地,所述开窗处露铜。
18.具体地,所述过孔为通孔或盲孔;所述屏蔽盖的材质为不锈钢、洋白铜、锡青铜、黄铜或马口铁。
19.为了解决上述技术问题,本技术实施例还提供一种pcb板结构,采用了如下所述的技术方法:
20.一种pcb板结构,包括:pcb板和设于所述pcb板上的焊盘,所述焊盘上焊接有屏蔽盖,所述焊盘与所述屏蔽盖底部的形状及大小相同,所述焊盘上设有交叉设置的绿油层和锡膏层;
21.所述焊盘开设有若干间隔设置的开窗;
22.所述锡膏层设于所述开窗内,所述绿油层设于所述开窗外;
23.所述绿油层设有过孔。
24.进一步地,每一所述开窗的面积尺寸一致,且在所述焊盘的上下左右位置对称设置。
25.具体地,所述开窗处露铜。
26.具体地,所述过孔为通孔或盲孔。
27.具体地,所述屏蔽盖的材质为不锈钢、洋白铜、锡青铜、黄铜或马口铁。
28.与现有技术相比,本技术实施例主要有以下有益效果:通过在pcb板上设置与屏蔽盖底部形状及大小一致的焊盘,使屏蔽盖后续的焊接更精准;通过在焊盘上进行间断式开窗,并且在开窗之外,在焊盘上覆盖绿油层,在每一开窗内刷锡膏层时,一方面使焊盘不暴露在空气中,不出现氧化,起到保护焊盘的作用,另一方面,由于锡膏层与绿油层相间设置,锡膏层受到绿油层的阻拦,使开窗内的锡膏层不会流向焊盘的未开窗区域;此外,在绿油层上开设过孔,解决过孔漏锡导致锡膏层厚度不一致的情况,还能避免过孔氧化,同时不影响屏蔽盖的接地性。
29.本技术的锡膏层在绿油层的阻隔下,不会流出开窗外,降低了焊接难度;另一方面,现有技术全开窗焊盘上锡膏层外流会导致的锡膏层积聚、锡膏层不足甚至是无锡膏层的问题,当pcb板进行维修时,烙铁头、热风枪要一直对着锡膏层积聚区域加热,导致锡膏层积聚区域周边器件损坏的风险加大,锡膏层不足和无锡膏层导致加热不均匀,不便于屏蔽盖的拆卸,本技术还解决了上述问题,本技术便于屏蔽盖的焊接/拆卸并保证其焊接/拆卸质量;此外,本技术锡膏层不流向焊盘的未开窗区域或者流入过孔内,还解决了贴装后屏蔽盖各个部位的高度不一致的情况,避免了由于屏蔽盖高度有变差造成的产品结构上的组装问题,提升产品品质和加工效率。
附图说明
30.为了更清楚地说明本技术或现有技术中的方法,下面将对实施例或现有技术描述中所需要使用的附图作一个简单介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
31.图1是现有的pcb板结构的示意图;
32.图2是本发明实施例提供的一种pcb板的屏蔽盖贴装方法的流程图;
33.图3是本发明实施例提供的一种pcb板结构的示意图。
34.附图标记:
35.100pcb板110焊盘120过孔200pcb板210焊盘220绿油层230锡膏层240过孔
具体实施方式
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术技术领域的技术人员通常理解的含义相同;本文中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
37.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
38.为了使本技术领域的人员更好地理解本技术方法,下面将结合附图,对本技术实施例中的技术方法进行清楚、完整地描述。
39.本技术实施例提供一种pcb板的屏蔽盖贴装方法,如图2所示,包括以下步骤:
40.步骤s10:在pcb板上设置与屏蔽盖底部形状及大小一致的焊盘;
41.步骤s20:对所述焊盘进行间断式开窗;
42.步骤s30:除所述开窗之外,在所述焊盘上覆盖绿油层;
43.步骤s40:在每一所述开窗内刷锡膏层,所述锡膏层与所述绿油层相间设置;
44.步骤s50:在所述绿油层上开设过孔;
45.步骤s60:贴装所述屏蔽盖。
46.本技术实施例中,所述pcb板的屏蔽盖贴装方法通过在pcb板上设置焊盘,焊盘的材质为铜箔,最优地,焊盘和屏蔽盖底部的形状为矩形框;然后,通过丝网印刷机在需要开窗区域上覆盖胶片,当丝网印刷机在焊盘上覆盖绿油层时,绿油层不会涂抹到需要开窗区域上,绿油层覆盖完成后,丝网印刷机取出胶片,实现间断式开窗和除开窗之外在焊盘上覆盖绿油层的目的,胶片的形状可以为矩形、梯形、圆形或任一种多边形,使开窗的形状随之改变;接着,通过丝网印刷机在每一开窗内刷锡膏层,实现锡膏层与绿油层相间设置;再接着,通过机械钻头在绿油层上开设过孔;再接着,通过贴片机将屏蔽盖贴装到pcb板上的焊盘上;最后,通过回流焊炉使锡膏层升温融化,故锡膏层的横截面面积与开窗的面积一致,并使屏蔽盖底部与锡膏层粘接,当锡膏层降温凝固时,屏蔽盖与pcb板焊接在一起。
47.本技术实施例提供的一种pcb板的屏蔽盖贴装方法的有益效果是:通过在pcb板上设置与屏蔽盖底部形状及大小一致的焊盘,使屏蔽盖后续的焊接更精准;通过在焊盘上进行间断式开窗,并且在开窗之外,在焊盘上覆盖绿油层,在每一开窗内刷锡膏层时,一方面使焊盘不暴露在空气中,不出现氧化,起到保护焊盘的作用,另一方面,由于锡膏层与绿油层相间设置,锡膏层受到绿油层的阻拦,使开窗内的锡膏层不会流向焊盘的未开窗区域;此外,在绿油层上开设过孔,解决过孔漏锡导致锡膏层厚度不一致的情况,还能避免过孔氧化,同时不影响屏蔽盖的接地性。
48.本技术的锡膏层在绿油层的阻隔下,不会流出开窗外,降低了焊接难度;另一方面,现有技术全开窗焊盘110上锡膏层外流会导致的锡膏层积聚、锡膏层不足甚至是无锡膏层的问题,当pcb板进行维修时,烙铁头、热风枪要一直对着锡膏层积聚区域加热,导致锡膏
层积聚区域周边器件损坏的风险加大,锡膏层不足和无锡膏层导致加热不均匀,不便于屏蔽盖的拆卸,本技术还解决了上述问题,本技术便于屏蔽盖的焊接/拆卸并保证其焊接/拆卸质量;此外,本技术锡膏层不流向焊盘的未开窗区域或者流入过孔内,还解决了贴装后屏蔽盖各个部位的高度不一致的情况,避免了由于屏蔽盖高度有变差造成的产品结构上的组装问题,提升产品品质和加工效率。
49.进一步地,所述步骤s20:对所述焊盘进行间断式开窗时,每一所述开窗的面积尺寸一致,且在所述焊盘的上下左右位置对称设置;另外,通过回流焊炉使锡膏层升温融化,故锡膏层的横截面面积与开窗的面积一致;并使每一开窗内的锡膏层厚度一致,确保了贴装屏蔽盖后的每处锡膏层的张力对称一致,从而使得贴装屏蔽盖时,屏蔽盖不会因为张力不一致而产生移位;本技术达到了锡膏层均匀分布的目的,使本技术与现有技术中全开窗焊盘110的焊接效果一致,保证了焊接质量,进一步解决了贴装后屏蔽盖各个部位的高度不一致的情况,避免了由于屏蔽盖高度有变差造成的产品结构上的组装问题,提升产品品质和加工效率。
50.进一步地,所述锡膏层与所述绿油层的面积尺寸无需一致,当每一所述开窗的面积尺寸一致时,即可实现每一开窗内的锡膏层厚度一致,使贴装屏蔽盖后的每处锡膏层的张力对称一致,从而使得贴装屏蔽盖时,屏蔽盖不会因为张力不一致而产生移位。
51.进一步地,所述步骤s20包括:通过丝网印刷机在需要开窗区域上覆盖胶片;所述步骤s30之后包括:取出所述胶片,以完成间断式开窗。通过丝网印刷机在需要开窗区域上覆盖胶片,当丝网印刷机在焊盘上覆盖绿油层时,绿油层不会涂抹到需要开窗区域上,绿油层覆盖完成后,丝网印刷机取出胶片,实现间断式开窗和除开窗之外在焊盘上覆盖绿油层的目的。另外,胶片的形状可以为矩形、梯形、圆形或任一种多边形,使开窗的形状随之改变。
52.具体地,所述开窗处露铜,由于焊盘的材质为铜箔,丝网印刷机在需要开窗区域上覆盖胶片,当丝网印刷机在焊盘上覆盖绿油层时,绿油层不会涂抹到需要开窗区域,绿油层覆盖完成后,丝网印刷机取出胶片,实现开窗且开窗处露铜,金属面暴露以便于屏蔽盖的焊接。
53.具体地,所述过孔为通孔或盲孔;过孔为盲孔时,位于pcb板的顶层和底层表面,用于表层线路和内层线路的连接;当过孔为通孔时,贯穿pcb板,用于表层线路和底层底面线路的连接或元器件的定位安装。
54.进一步地,所述过孔240的数量不限制,根据实际需求设置。
55.具体地,所述屏蔽盖的材质为不锈钢、洋白铜、锡青铜、黄铜或马口铁。
56.本技术实施例还提供一种pcb板结构,如图3所示,该pcb板结构包括:pcb板200和设于所述pcb板200上的焊盘210,所述焊盘210上焊接有屏蔽盖(未示出),所述焊盘210与所述屏蔽盖底部的形状及大小相同,所述焊盘210上设有交叉设置的绿油层220和锡膏层230;所述焊盘210开设有若干间隔设置的开窗;所述锡膏层230设于所述开窗内,所述绿油层220设于所述开窗外;所述绿油层220设有过孔240。
57.本技术实施例提供的一种pcb板结构的有益效果是:焊盘210与屏蔽盖底部的形状及大小相同,均为矩形框,使屏蔽盖的焊接更精准;焊盘210上设有交叉设置的绿油层220和锡膏层230,一方面使焊盘不暴露在空气中,不出现氧化,起到保护焊盘的作用,另一方面,
由于锡膏层230受到绿油层220的阻拦,锡膏层230不会流出焊盘210区域;所述焊盘210开设有若干间隔设置的开窗,所述锡膏层230设于所述开窗内,所述绿油层220设置所述开窗外,由于锡膏层230受到绿油层220的阻拦,进一步地使开窗内的锡膏层230不会流向焊盘210的未开窗区域;所述绿油层220均设有过孔240,解决过孔240漏锡导致锡膏层230厚度不一致的情况,还能避免过孔240氧化,同时不影响屏蔽盖的接地性。
58.本技术的锡膏层230在绿油层220的阻隔下,不会流出开窗外,降低了焊接难度;另一方面,现有技术全开窗焊盘110上锡膏层外流会导致的锡膏层积聚、锡膏层不足甚至是无锡膏层的问题,当pcb板进行维修时,烙铁头、热风枪要一直对着锡膏层积聚区域加热,导致锡膏层积聚区域周边器件损坏的风险加大,锡膏层不足和无锡膏层导致加热不均匀,不便于屏蔽盖的拆卸,本技术还解决了上述问题,本技术便于屏蔽盖的焊接/拆卸并保证其焊接/拆卸质量;此外,本技术锡膏层不流向焊盘的未开窗区域或者流入过孔内,还解决了贴装后屏蔽盖各个部位的高度不一致的情况,避免了由于屏蔽盖高度有变差造成的产品结构上的组装问题,提升产品品质和加工效率。
59.进一步地,每一所述开窗的面积尺寸一致,且在所述焊盘210的上下左右位置对称设置;另外,回流焊炉使锡膏层230升温融化,故锡膏层230的横截面面积与开窗的面积一致;从而使每一开窗内的锡膏层230厚度一致,确保了贴装屏蔽盖后的每处锡膏层230的张力对称一致,从而使得贴装屏蔽盖时,屏蔽盖不会因为张力不一致而产生移位;本技术达到了锡膏层230均匀分布的目的,使本技术与现有技术中全开窗焊盘110的焊接效果一致,保证了焊接质量,进一步解决了贴装后屏蔽盖各个部位的高度不一致的情况,避免了由于屏蔽盖高度有变差造成的产品结构上的组装问题,提升产品品质和加工效率。
60.进一步地,所述锡膏层230与所述绿油层220的面积尺寸无需一致,当每一所述开窗的面积尺寸一致时,即可实现每一开窗内的锡膏层230厚度一致,使贴装屏蔽盖后的每处锡膏层230的张力对称一致,从而使得贴装屏蔽盖时,屏蔽盖不会因为张力不一致而产生移位。
61.具体地,所述开窗处露铜,由于焊盘210的材质为铜箔,通过丝网印刷机在需要开窗区域上覆盖胶片,当丝网印刷机在焊盘210上覆盖绿油层220时,绿油层220不会涂抹到开窗区域,绿油层220覆盖完成后,丝网印刷机取出胶片,实现开窗处露铜,金属面暴露以便于屏蔽盖的焊接。且胶片的形状可以为矩形、梯形、圆形或任一种多边形,使开窗的形状随之改变。
62.具体地,所述过孔240为通孔或盲孔;过孔240为盲孔时,位于pcb板200的顶层和底层表面,用于表层线路和内层线路的连接;当过孔240为通孔时,贯穿pcb板200,用于表层线路和底层底面线路的连接或元器件的定位安装。
63.进一步地,所述过孔240的数量不限制,根据实际需求设置。
64.具体地,所述屏蔽盖的材质为不锈钢、洋白铜、锡青铜、黄铜或马口铁。
65.显然,以上所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,附图中给出了本技术的较佳实施例,但并不限制本技术的专利范围。本技术可以以许多不同的形式来实现,相反地,提供这些实施例的目的是使对本技术的公开内容的理解更加透彻全面。尽管参照前述实施例对本技术进行了详细的说明,对于本领域的技术人员来而言,其依然可以对前述各具体实施方式所记载的技术方法进行修改,或者对其中部分技术特征进
行等效替换。凡是利用本技术说明书及附图内容所做的等效结构,直接或间接运用在其他相关的技术领域,均同理在本技术专利保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。