1.本发明涉及铝合金钎焊板及其钎焊方法,特别是涉及应用于不使用熔剂的钎焊方法的所谓无熔剂钎焊(或无钎剂钎焊)的铝合金钎焊板及其钎焊方法。
背景技术:
2.在钎焊铝合金制的热交换器等的构件时,存在真空钎焊这样的方法,即在真空中,不使用熔剂而进行钎焊的方法。
3.此真空钎焊,若与使用熔剂的熔剂钎焊比较,具有不需要涂布熔剂的处理,可避免伴随熔剂的涂布量不当而发生问题等各种优点。
4.但是,真空钎焊需要在使钎焊时的炉内达到真空的状态下实施加热的昂贵的真空炉,因此作业成本高,并且由于处于真空的炉内控制困难,所以作业的困难性也高。
5.为了解决这样的问题,关于在非真空中的气氛下,不使用熔剂的无熔剂钎焊的研究推进,并提出以下这样的技术。
6.具体来说,在专利文献1中公开有一种铝材的无熔剂钎焊方法,其特征在于,是使用了以质量%计,含有0.1~5.0%的mg、3~13%的si的al-si系钎料位于最表面的铝包覆材的钎焊方法,在不伴有减压的非氧化性气氛中、559~620℃的加热温度下,经由al-si系钎料接合与钎焊对象构件的紧密接触部。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2010-247209号公报
技术实现要素:
10.发明所要解决的问题
11.专利文献1的技术是关于在非真空的非活性气体气氛中的无熔剂钎焊的技术,在专利文献1中已说明可发挥规定的效果。
12.但是,实施这样的无熔剂钎焊时,因为氧化皮膜的破坏花费时间,所以熔融焊料的流动领先于焊脚的形成。因此,如果在图3b、图4b所示这样的熔融焊料易受到重力影响的状态下实施钎焊,则沿垂直方向流动的熔融焊料变多,除了位于上侧的接合部的焊脚尺寸变小以外,还可能因该熔融焊料而发生熔蚀。
13.因此,在应用于无熔剂钎焊的铝合金钎焊板中,需要抑制熔融焊料的流动性。
14.另一方面,在应用铝合金钎焊板的制品中,大量存在散热器,冷凝器等在接合部具有间隙的热交换器,因此关于间隙填充性也需要确保达到一定水平。
15.因此,本发明的课题在于,提供一种熔融焊料的流动抑制和间隙填充性优异的铝合金钎焊板、和铝合金钎焊板的钎焊方法。
16.解决问题的手段
17.即,本发明的铝合金钎焊板,具有芯材、和设于所述芯材的至少一个面的钎料,所
述钎料含有si:5.0质量%以上且9.0质量%以下、mg:0.10质量%以上且0.90质量%以下、bi:0.05质量%以上且0.60质量%以下,还含有mn:0.80质量%以下、ti:0.60质量%以下之中的至少一种以上,余量包含al和不可避免的杂质,设mn的含量为[mn]质量%,ti的含量为[ti]质量%时,满足0.55
×
[mn] 0.31
×
[ti]≥0.055。
[0018]
另外,本发明的铝合金钎焊板的钎焊方法,是使用具有芯材和设于所述芯材的至少一个面的钎料的铝合金钎焊板的钎焊方法,其中,所述钎料含有si:5.0质量%以上且9.0质量%以下、mg:0.10质量%以上且0.90质量%以下、bi:0.05质量%以上且0.60质量%以下,还含有mn:0.80质量%以下、ti:0.60质量%以下之中的至少一种以上,余量包含al和不可避免的杂质,设mn的含量为[mn]质量%,ti的含量为[ti]质量%时,满足0.55
×
[mn] 0.31
×
[ti]≥0.055,不使用熔剂而通过560℃以上且620℃以下的加热温度对于所述铝合金钎焊板进行钎焊。
[0019]
发明效果
[0020]
本发明的铝合金钎焊板,熔融焊料的流动抑制和间隙填充性优异。
[0021]
本发明的铝合金钎焊板的钎焊方法,熔融焊料的流动抑制和间隙填充性优异。
附图说明
[0022]
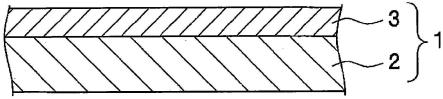
图1是本实施方式的铝合金钎焊板的剖视图。
[0023]
图2a是用于说明钎焊性评价的试验方法的图,是下部材料和上部材料组合状态的立体图。
[0024]
图2b是用于说明钎焊性评价的试验方法的图,是下部材料和上部材料组合状态的侧视图。
[0025]
图3a是用于说明熔融焊料的流动性评价的试验方法的图,是接合部位于下侧,焊脚形成于下侧的状态的立体图。
[0026]
图3b是用于说明熔融焊料的流动性评价的试验方法的图,是接合部位于上侧,焊脚形成于上侧的状态的立体图。
[0027]
图4a是用于说明熔融焊料的流动性评价的试验方法的图,是接合部位于下侧,焊脚形成于下侧的状态的剖视图。
[0028]
图4b是用于说明熔融焊料的流动性评价的试验方法的图,是接合部位于上侧,焊脚形成于上侧的状态的剖视图。
[0029]
图5a是表示钎料的mn的含量与正置倒置差(熔融焊料的流动性的指标)的相关性的图。
[0030]
图5b是表示钎料的ti的含量与正置倒置差(熔融焊料的流动性的指标)的相关性的图。
具体实施方式
[0031]
以下,适宜参照附图,对用于实施本发明的铝合金钎焊板的方式(实施方式)进行说明。
[0032]
[铝合金钎焊板]
[0033]
本实施方式的铝合金钎焊板(以下,适宜称为“钎焊板”)的结构,例如,如图1所示,
具有芯材2、和设于芯材2的一个面的钎料3。
[0034]
而且,本实施方式的钎焊板1,适宜特定钎料3的各成分的含量。
[0035]
以下,对于本实施方式的钎焊板的钎料的各成分,详细说明其数值限定理由。
[0036]
[钎料]
[0037]
本实施方式的钎焊板的钎料,含有si:5.0质量%以上且9.0质量%以下、mg:0.10质量%以上且0.90质量%以下、bi:0.05质量%以上且0.60质量%以下,还含有mn:0.80质量%以下、ti:0.60质量%以下之中的至少一种以上,余量由al和不可避免的杂质构成,设mn的含量为[mn]质量%,ti的含量为[ti]质量%时,满足0.55
×
[mn] 0.31
×
[ti]≥0.055。
[0038]
另外,本实施方式的钎焊板的钎料,也可以含有zn,也可以含有fe、cr、zr、v之中的一种以上。
[0039]
(钎料的si:5.0质量%以上且9.0质量%以下)
[0040]
钎料的si,使钎焊加热温度下的液相率提高,在焊脚的形成中发挥着确保充分的熔融焊料量的效果。如果si的含量低于5.0质量%,则不能确保熔融焊料的量,并且熔融焊料的流动性过度降低,钎焊性(间隙填充性)降低。另一方面,若si的含量高于9.0质量%,则熔融焊料的流动性变得过高,有可能因熔融焊料造成熔蚀发生。
[0041]
因此,钎料的si的含量为5.0质量%以上且9.0质量%以下。
[0042]
还有,为了使基于si的效果更确实,si的含量优选为6.0质量%以上,更优选为6.2质量%以上,6.5质量%以上。另外,从抑制熔融焊料的流动性上升的观点出发,si的含量优选为8.0质量%以下。
[0043]
(钎料的mg:0.10质量%以上且0.90质量%以下)
[0044]
钎料的mg,在钎焊加热时的焊料熔融温度下在气氛中蒸发,与气氛中的氧反应。其结果是,形成于钎料表面的氧化皮膜在mg的蒸发时正好被破坏,并且气氛中的氧浓度降低,熔融焊料的再氧化得到抑制(吸气作用),由此使钎焊性提高。如果mg的含量低于0.10质量%,则吸气作用不充分,钎焊性降低。另一方面,若mg的含量高于0.90质量%,则在钎焊的升温时促进mgo氧化皮膜的生成、生长,钎焊性降低。
[0045]
因此,钎料的mg的含量为0.10质量%以上且0.90质量%以下。
[0046]
还有,为了使基于mg的效果更确实,mg的含量优选为0.30质量%以上。另外,从抑制mgo氧化皮膜的生长的观点出发,mg的含量优选为0.80质量%以下。
[0047]
(钎料的bi:0.05质量%以上且0.60质量%以下)
[0048]
钎料的bi与mg反应,在焊料熔融温度以下时,生成几乎不熔化的mg-bi系化合物。其结果是,在钎焊加热时的截至焊料熔融开始温度的升温过程中,抑制mg向钎料表层部扩散,抑制钎料表面的mgo的生成、生长(mg的捕获作用)。而后,在钎焊加热时的焊料熔融温度下,mg-bi系化合物在母相(钎料)中熔化,因此可促进mg的蒸发。其结果是,形成于钎料表面的氧化皮膜在mg蒸发时正好被破坏,并且该mg与气氛中的氧反应,气氛的氧浓度降低,抑制熔融焊料的再氧化的作用(吸气作用)提高,使钎焊性提高。如果bi的含量低于0.05质量%,则钎焊性降低。另一方面,若bi的含量高于0.60质量%,则效果饱和。
[0049]
因此,钎料的bi的含量为0.05质量%以上且0.60质量%以下。
[0050]
还有,为了使基于bi的效果更确实,bi的含量优选为0.10质量%以上。另外,bi的含量优选为0.50质量%以下,更优选为0.40质量%以下。
[0051]
本发明人等,为了使钎焊板的“熔融焊料的流动抑制”和“间隙填充性”两者都处于优异的水平,对于各种组成进行了研究,其结果确认,钎料的mn和ti对这些性能的影响大。
[0052]
以下,对于钎料的mn和ti进行说明。
[0053]
(钎料的mn和ti:0.55
×
[mn] 0.31
×
[ti])
[0054]
钎料的mn和ti,使熔融焊料的粘性提高,抑制熔融焊料的流动。而且,设mn的含量为[mn]质量%,ti的含量为[ti]质量%时,若由0.55
×
[mn] 0.31
×
[ti]计算出的值低于0.055,则熔融焊料的粘性不充分,以图3b、图4b所示这样的状态实施钎焊时,沿垂直方向流动的熔融焊料变多。
[0055]
因此,以0.55
×
[mn] 0.31
×
[ti]计算的值为0.055以上(0.55
×
[mn] 0.31
×
[ti]≥0.055)。
[0056]
还有,为了使基于mn、ti的效果更确实,以0.55
×
[mn] 0.31
×
[ti]计算的值优选为0.070以上,更优选为0.080以上,0.083以上。
[0057]
此“0.55
×
[mn] 0.31
×
[ti]”的算式,以如下方式导出。
[0058]
关于供试材9、11、12、24的实验结果,如图5a所示,标绘在横轴“钎料的mn的含量”和纵轴“正置倒置差(熔融焊料的流动性的指标)”的图中而绘制出近似直线,计算近似直线的斜率。同样,关于供试材13、14、24、25的实验结果,如图5b所示,标绘在横轴“钎料的ti的含量”和纵轴“正置倒置差(熔融焊料的流动性的指标)”的图中而绘制近似直线,计算近似直线的斜率。计算出的近似直线的斜率,能够判断为表示各元素对熔融焊料流动抑制效果造成的影响度,由此,将各近似直线的斜率的值作为系数乘以各元素的含量,导出所述的算式。
[0059]
(钎料的mn:0.80质量%以下)
[0060]
钎料的mn,如前述,使熔融焊料的粘性提高,抑制熔融焊料的流动。但是,若mn的含量高于0.80质量%,则熔融焊料中比重大的al-mn(-fe-si)系化合物生成,沿垂直方向流动的熔融焊料变多。
[0061]
因此,钎料的mn的含量为0.80质量%以下。
[0062]
还有,为了使基于mn的熔融焊料的流动抑制效果更确实,mn的含量优选为0.10质量%以上,更优选为0.20质量%以上。另外,从避免使熔融焊料的流动抑制效果降低的观点出发,mn的含量优选为0.70质量%以下,更优选为0.65质量%以下,0.60质量%以下。
[0063]
(钎料的ti:0.60质量%以下)
[0064]
钎料的ti,如前述,使熔融焊料的粘性提高,抑制熔融焊料的流动。但是,若ti的含量高于0.60质量%,则熔融焊料中比重大的al-ti系化合物生成,沿垂直方向流动的熔融焊料变多。
[0065]
因此,钎料的ti的含量为0.60质量%以下。
[0066]
还有,为了使基于ti的熔融焊料的流动抑制效果更确实,ti的含量优选为0.15质量%以上,更优选为0.20质量%以上。另外,从避免熔融焊料的流动抑制效果降低的观点出发,ti的含量优选为0.50质量%以下。
[0067]
如前述,钎料的mn和ti,承担着大体相同的作用,因此钎料按照mn和ti的至少一方为规定值以下的含量而含有,并满足所述算式(0.55
×
[mn] 0.31
×
[ti]≥0.055)即可。
[0068]
(钎料的zn:5.0质量%以下)
[0069]
钎料的zn能够使钎料的电位降低,形成与芯材的电位差,借助牺牲防腐效果使耐腐蚀性提高。但是,若zn的含量高于5.0质量%,则有可能引起焊脚的早期腐蚀。
[0070]
因此,使钎料中含有zn时,钎料的zn的含量为5.0质量%以下。
[0071]
还有,为了使含有zn而取得的耐腐蚀性提高效果更确实,钎料的zn的含量优选为0.5质量%以上。另外,从抑制焊脚的早期腐蚀发生这一观点出发,钎料的zn的含量优选为4.0质量%以下。
[0072]
(钎料的fe:0.35质量%以下)
[0073]
钎料的fe使耐腐蚀性提高。fe使耐腐蚀性提高的详细机制虽不能阐明,但推测是因为生成al-fe系化合物,化合物周围的贫fe层为电位低的部分,腐蚀优先进行,所以腐蚀被分散,耐腐蚀性提高。但是,若fe的含量高于0.35质量%,则在熔融焊料中生成粗大化合物,以图3b、图4b所示这样的状态实施钎焊时,沿垂直方向流动的熔融焊料变多。
[0074]
因此,使钎料中含有fe时,钎料的fe的含量为0.35质量%以下。
[0075]
还有,为了使含有fe而取得的耐腐蚀性提高效果更确实,钎料的fe含量优选为0.05质量%以上。另外,从避免使熔融焊料的流动抑制效果降低这一观点出发,钎料的fe的含量优选为0.2质量%以下。
[0076]
(钎料的cr:0.3质量%以下)
[0077]
钎料的cr使耐腐蚀性提高。cr使耐腐蚀性提高的详细机制虽然不能阐明,但推测是因为al-cr系和al-cr-si系化合物生成,化合物周围的贫cr、贫si层为低电位的部分,腐蚀优先进行,所以腐蚀被分散,耐腐蚀性提高。但是,若cr的含量高于0.3质量%,则熔融焊料中生成粗大化合物,以图3b、图4b所示这样的状态实施钎焊时,沿垂直方向流动的熔融焊料变多。
[0078]
因此,使钎料含有cr时,钎料的cr含量为0.3质量%以下。
[0079]
还有,为了使含有cr所得到的耐腐蚀性的提高效果更确实,钎料的cr含量优选为0.05质量%以上。另外,从避免使熔融焊料的流动抑制的效果降低这一观点出发,钎料的cr的含量优选为0.2质量%以下。
[0080]
(钎料的zr:0.3质量%以下)
[0081]
钎料的zr使耐腐蚀性提高。zr使耐腐蚀性提高的详细机制虽不能阐明,但推测是因为al-zr系化合物生成,化合物周围的贫zr层成为电位低的部分,腐蚀优先进行,因此腐蚀被分散,耐腐蚀性提高。但是,若zr的含量高于0.3质量%,则在熔融焊料中生成粗大化合物,以图3b、图4b所示这样的状态实施钎焊时,沿垂直方向流动的熔融焊料变多。
[0082]
因此,使钎料含有zr时,钎料的zr的含量为0.3质量%以下。
[0083]
还有,为了使含有zr而取得的耐腐蚀性提高这样的效果更确实,钎料的zr的含量优选为0.05质量%以上。另外,从避免使熔融焊料的流动抑制效果降低这样的观点出发,钎料的zr的含量优选为0.2质量%以下。
[0084]
(钎料的v:0.3质量%以下)
[0085]
钎料的v使耐腐蚀性提高。v使耐腐蚀性提高的详细机制虽不能阐明,但推测是因为al-v系化合物生成,化合物周围的贫v层成为电位低的部分,腐蚀优选进行,因此腐蚀被分散,耐腐蚀性提高。但是,若v的含量高于0.3质量%,则熔融焊料中生成粗大化合物,以图3b、图4b所示这样的状态实施钎焊时,沿垂直方向流动的熔融焊料变多。
[0086]
因此,使钎料中含有v时,钎料的v的含量为0.3质量%以下。
[0087]
还有,为了使含有v而取得的耐腐蚀性提高效果更确实,钎料的v的含量优选为0.05质量%以上。另外,从避免使熔融焊料的流动抑制效果降低这一观点出发,钎料的v的含量优选为0.2质量%以下。
[0088]
只要所述钎料的fe、cr、zr、v不超过所述上限值,则即使钎料中含有一种以上,也就是不仅在含有一种的情况下,即使含有两种以上,也不妨碍本发明的效果。
[0089]
(钎料的余量:al和不可避免的杂质)
[0090]
钎料的余量是al和不可避免的杂质。而且,作为钎料的不可避免的杂质,可以在不妨碍本发明的效果的范围内含有ca、be、sr、na、sb、稀土元素、li等。详细地说可以在ca:0.05质量%以下,be:0.01质量%以下,其他元素:低于0.01质量%的范围含有这些元素。
[0091]
而且,关于这些元素,只要不超过所述规定的含量,则不仅作为不可避免的杂质被含有时,即使积极添加时,也不妨碍本发明的效果,可以允许。
[0092]
另外,所述zn、fe、cr、zr、v也可以作为不可避免的杂质含有,这种情况下,各元素的含量,例如分别为0.05质量%以下,合计为0.15质量%以下。
[0093]
[芯材]
[0094]
本实施方式的钎焊板的芯材,例如,由mg:1.00质量%以下(含0质量%)的al-mn系合金构成。还有,所谓al-mn系合金,是必需含有mn的铝合金。
[0095]
另外,本实施方式的钎焊板的芯材,除了mn和mg以外,也要以适宜含有cu、si、fe、ti、v、ni、cr、zr。
[0096]
(芯材的mn:2.5质量%以下)
[0097]
芯材的mn使强度提高。但是,若mn的含量高于2.5质量%,则al-mn系化合物变多,有可能在材料制造工序中发生裂纹。
[0098]
因此,使芯材含有mn时,mn的含量为2.5质量%以下。
[0099]
还有,为了使含有mn而取得的强度提高这一效果确实,芯材的mn的含量优选为0.5质量%以上。
[0100]
(芯材的mg:1.00质量%以下)
[0101]
芯材的mg使强度提高。另外,芯材的mg在钎焊加热时的升温过程中向钎料扩散,在焊料熔融温度下蒸发到气氛中,与气氛中的氧反应。其结果是,形成于钎料表面的氧化皮膜在mg的蒸发时正好被破坏,并且气氛中的氧浓度降低,可抑制熔融焊料的再氧化(吸气作用),由此能够提高钎焊性。还有,由于钎料的mg也发挥着吸气作用,所以钎料的mg含量多时,芯材的mg的含量可以少,也可以为0质量%。
[0102]
另一方面,若mg的含量高于1.00质量%,则无法由钎料的bi捕获全部的mg,钎料表面的mgo的生成促进,钎焊性降低。
[0103]
因此,芯材的mg含量为1.00质量%以下(含0质量%)。
[0104]
(芯材的cu:3.00质量%以下)
[0105]
芯材的cu使芯材的电位升高,使耐腐蚀性提高。但是,若cu的含量高于3.00质量%,则芯材的固相线温度降低,因此耐熔蚀性降低,并且焊料流动性降低,因此钎焊性降低。
[0106]
因此,使芯材含有cu时,cu的含量为3.00质量%以下。
[0107]
还有,为了使含有cu而取得的耐腐蚀性提高这一效果确实,芯材的cu的含量优选为0.05质量%以上。
[0108]
(芯材的si:1.2质量%以下)
[0109]
芯材的si使强度提高。但是,若si的含量高于1.2质量%,则芯材的固相线温度降低,因此耐熔蚀性降低,并且焊料流动性降低,因此钎焊性降低。
[0110]
因此,使芯材含有si时,si的含量为1.2质量%以下。
[0111]
还有,为了使含有si而取得的强度提高这一效果确实,芯材的si的含量优选为0.05质量%以上。
[0112]
(芯材的fe:0.5质量%以下)
[0113]
芯材的fe通过固溶强化作用使强度提高。但是,若fe的含量高于0.5质量%,则粗大的金属间化合物形成,从而有可能使成形性降低。
[0114]
因此,使芯材含有fe时,fe的含量为0.5质量%以下。
[0115]
还有,为了使含有fe而取得的强度提高这一效果确实,芯材的fe的含量优选为0.05质量%以上。
[0116]
(芯材的ti:0.3质量%以下)
[0117]
芯材的ti使耐腐蚀性提高。但是,若ti的含量高于0.3质量%,则粗大的金属间化合物形成,从而有可能使成形性降低。
[0118]
因此,使芯材含有ti时,ti的含量为0.3质量%以下。
[0119]
还有,为了使含有ti而取得的耐腐蚀性提高这一效果确实,芯材的ti的含量优选为0.01质量%以上。
[0120]
(芯材的v、ni、cr、zr:0.3质量%以下)
[0121]
芯材的v、ni、cr、zr通过使析出物分散而提高强度。但是,若这些元素的含量分别高于0.3质量%,则粗大的金属间化合物形成,从而有可能使成形性降低。
[0122]
因此,使芯材含有v、ni、cr、zr时,各元素的含量分别为0.3质量%以下。
[0123]
还有,为了使含有v、ni、cr、zr各元素而取得的强度提高这一效果确实,芯材的各元素的含量,分别优选为0.05质量%以上。
[0124]
(芯材的余量:al和不可避免的杂质)
[0125]
芯材的余量是al和不可避免的杂质。而且,作为芯材的不可避免的杂质,可列举ca、na、sr、li等,并且所述mn、mg、cu、si、fe、ti、v、ni、cr、zr也可以作为不可避免的杂质含有。详细来说,就是作为不可避免的杂质的fe和si,可以在fe:0.03质量%以下、si:0.05质量%以下的范围含有。另外,作为不可避免的杂质的ca、na、sr、li、mn、mg、cu、ti、v、ni、cr,zr,分别在0.05质量%以下,合计在0.15质量%以下即可。
[0126]
而且,关于ca、na、sr、li,只要不超过所述规定的含量,不仅在作为不可避免的杂质被含有时,即使积极添加时,也不妨碍本发明的效果,可以允许。
[0127]
[铝合金钎焊板的厚度]
[0128]
本实施方式的钎焊板的厚度,没有特别限定,但用于管材时,优选为0.5mm以下,更优选为0.4mm以下,另外,优选为0.05mm以上。
[0129]
而且,本实施方式的钎焊板的厚度,在用于侧面支承材、集管材、水箱材时,优选为2.0mm以下,更优选为1.5mm以下,另外,优选为0.5mm以上。
[0130]
另外,本实施方式的钎焊板的厚度,在用于翅片材时,优选为0.2mm以下,更优选为0.15mm以下,另外,优选为0.01mm以上。
[0131]
还有,本实施方式的钎焊板的厚度,若基于不损害钎焊后强度等的基本特性而确保适当的钎料厚度这一观点,则特别优选0.5mm以上。
[0132]
本实施方式的钎焊板的钎料的厚度,优选为20μm以上,更优选为30μm以上,40μm以上,50μm以上,60μm以上,70μm以上。通过使钎料的厚度在规定值以上,能够确保用于形成焊脚所需的足够的钎料量,并且能够抑制间隙填充性的降低。
[0133]
另外,钎焊板的钎料厚度优选为170μm以下,更优选为150μm以下。通过使钎料的厚度在规定值以下,以图3b、图4b所示这样的状态实施钎焊时,能够抑制熔融焊料容易在垂直方向上流动。
[0134]
还有,所谓钎料的厚度,如果在芯材两侧的面设置钎料,则是一个面的焊料的厚度。
[0135]
本实施方式的钎焊板的钎料的包覆率,在应用于任何板材时都没有特别限定,但优选为40%以下,更优选为30%以下。通过使钎料的包覆率为规定值以下,能够避免、抑制钎焊后强度等的基本特性和生产率等降低。
[0136]
[铝合金钎焊板的其他构成]
[0137]
关于本实施方式的钎焊板,以图1所示的双层结构的构成为例示进行说明,但并非将其他的构成排除在外。
[0138]
例如,本实施方式的钎焊板的构成,根据使用者的要求,也可以在图1所示的芯材2的另一侧(设有钎料3的一侧的相反侧)设置牺牲材(牺牲防腐材、牺牲材)和中间材。另外,也可以在芯材2的另一侧再设置钎料。另外,也可以在芯材2的另一侧设置牺牲材和中间材,并且在其外侧,再设置钎料。
[0139]
还有,如果本实施方式的钎焊板的构成,是在芯材的两侧具备钎料的结构时,则只要任意一侧的钎料满足本发明的发明特定事项,则别一侧的钎料也可以是不满足本发明的发明特定事项的钎料(例如,jis 4045、4047、4343等的al-si系合金、al-si-zn系合金、al-si-mg系合金等)。另外,对于不满足本发明的发明特定事项的钎料,也可以在该钎料表面涂布熔剂而进行钎焊。
[0140]
作为牺牲材,只要是能够发挥牺牲防腐能力的公知的成分组成的即可,例如,可使用jis 1000系的纯铝、jis 7000系的al-zn系合金。另外,作为中间材,能够根据要求特性使用各种各样的铝合金。
[0141]
还有,本说明书所示的合金编号,基于jis h 4000:2014、jis z 3263:2002。
[0142]
接下来,对于本实施方式的铝合金钎焊板的钎焊方法进行说明。
[0143]
[铝合金钎焊板的钎焊方法]
[0144]
本实施方式的铝合金钎焊板的钎焊方法,是不使用熔剂的所谓无熔剂钎焊,是在非活性气体气氛中以规定的加热条件进行加热的方法。
[0145]
(加热条件:升温速度)
[0146]
加热(钎焊)本实施方式的钎焊板时,若从350℃至560℃的升温速度低于1℃/min,则在此升温过程中,钎料的mg过剰地扩散到钎料表层部,在钎料表面生成mgo的可能性变高,钎焊性有可能降低。另一方面,若350℃至560℃的升温速度高于500℃/min,则在此升温
过程中,钎料的mg未适当扩散至钎料表层部,吸气作用不充分的可能性变高,钎焊性有可能降低。
[0147]
因此,从350℃至560℃的升温速度,优选为1℃/min以上且500℃/min以下。
[0148]
还有,为了使钎料表面生成mgo的可能性更低,从350℃至560℃的升温速度,优选为10℃/min以上。另外,为了更确实地发挥吸气作用,从350℃至560℃的升温速度,优选为300℃/min以下。
[0149]
另一方面,关于从560℃起的降温速度没有特别限定,例如,为5℃/min以上且1000℃/min以下即可。
[0150]
从560℃至实际的加热温度(后述的加热温度的范围内规定的最高到达温度)的升温速度虽然没有特别限定,但是与350℃至560℃的升温速度为相同范围内的速度即可。另外,对于从实际的加热温度至560℃的降温速度虽然也没有特别限定,但是与从560℃起的降温速度为相同的范围内的速度即可。
[0151]
(加热条件:加热温度、保持时间)
[0152]
加热本实施方式的钎焊板时的加热温度(焊料熔融温度),为钎料适宜熔融的560℃以上且620℃以下,优选为580℃以上且620℃以下。而且,若在此温度区域内的保持时间低于10秒,则钎焊现象(氧化皮膜的破坏、气氛的氧浓度降低、熔融焊料向接合部的流动)发生所需的时间有可能不足。
[0153]
因此,在560℃以上且620℃以下的温度区域(优选为580℃以上且620℃以下的温度区域)的保持时间,优选为10秒以上。
[0154]
还有,为了使钎焊现象更确实地发生,在560℃以上且620℃以下的温度区域(优选为580℃以上且620℃以下的温度区域)的保持时间,优选为30秒以上,更优选为60秒以上。另一方面,对于保持时间的上限虽然没有特别限定,但为1500秒以下即可。
[0155]
(非活性气体气氛)
[0156]
加热(钎焊)本实施方式的钎焊板时的气氛,是非活性气体气氛,例如,是氮气气氛、氩气气氛、氦气气氛、混合有此多种气体的混合气体气氛。另外,非活性气体气氛优选为氧浓度尽可能低的气氛,具体来说,优选氧浓度为50ppm以下,更优选为10ppm以下。
[0157]
而且,本实施方式的铝合金钎焊板的钎焊方法,不需要使气氛为真空,能够在常压(大气压)下进行。
[0158]
还有,通常,在对于本实施方式的钎焊板实施所述加热之前(钎焊工序之前),会以被接合构件与钎焊板的钎料接合的方式进行组装(组装工序)。另外,在组装工序之前,也可以将钎焊板成形为所需形状、结构(成形工序)。
[0159]
本实施方式的钎焊板的钎焊方法(换言之,在钎焊板上钎焊有被接合构件的结构体的制造方法),如以上说明,但关于未明示的条件,采用现有公知的条件即可,只要起到基于所述处理而得到的效果,当然也能够适宜变更其条件。
[0160]
接着,对于本实施方式的铝合金钎焊板的制造方法进行说明。
[0161]
[铝合金钎焊板的制造方法]
[0162]
本实施方式的钎焊板的制造方法没有特别限定,例如可由公知的包覆材的制造方法制造。以下说明其一例。
[0163]
首先,对于芯材、钎料各自的成分组成的铝合金进行熔炼、铸造,再根据需要实施
表面切削(铸块的表面平滑化处理)、均质化处理,得到各自的铸块。而后,对于钎料的铸块,实施热轧至规定厚度,与芯材的铸块组合,遵循常规方法,通过热轧成为包覆材。其后,对于该包覆材实施冷轧,根据需要实施中间退火,再实施最终冷轧,根据需要实施最终退火。
[0164]
还有,优选均质化处理以400~600℃实施1~20小时,中间退火以300~450℃实施1~20小时。另外,优选最终退火以150~450℃实施1~20小时。而且,如果实施最终退火,则可以省略中间退火。另外,调质可以是h1n、h2n、h3n、o(jis h 0001:1998)中的任意一种。
[0165]
本实施方式的铝合金钎焊板的制造方法,如以上说明,但在所述各工序中,关于未明示的条件,使用现有公知的条件即可,只要发挥出基于所述各工序的处理而得到的效果,当然也能够适宜变更其条件。
[0166]
实施例
[0167]
接下来,关于本发明的铝合金钎焊板,比较满足本发明的要件的实施例和不满足本发明的要件的比较例,具体加以说明。
[0168]
[供试材作制]
[0169]
铸造表1所示的组成的芯材,实施600℃
×
5小时的均质化处理,对两面进行表面切削至规定的厚度。另外,铸造表1所示组成的钎料,实施500℃
×
5小时的均质化处理,并实施热轧至规定的厚度,制作热轧板。而后,使芯材两侧的面与钎料组合(钎料-芯材-钎料)而实施热轧,得到包覆材。其后,实施冷轧后,再实施终轧,并实施400℃
×
5小时的最终退火,制作3层结构的钎焊板(o调质材),作为供试材。
[0170]
还有,关于各供试材的板厚、钎料厚(单侧的钎料的厚度),如表1所示。
[0171]
接着,显示钎焊等效加热的条件、以及钎焊性评价(间隙填充性评价)、熔融焊料的流动性评价的方法和评价标准。
[0172]
[钎焊等效加热]
[0173]
钎焊等效加热以如下条件实施:在氧浓度5ppm的氮气氛中,400~560℃的升温速度为50℃/min,575℃以上的保持时间为180s。
[0174]
还有,从560℃至最高到达温度的升温速度为15℃/min,降温速度为100℃/min。
[0175]
[钎焊性评价(间隙填充性评价)]
[0176]
钎焊性参考竹本正等著,“铝钎焊手册(修订版)”(轻金属焊接结构协会,2003年3月发行)的132~136页所述的评价方法进行评价。
[0177]
详细来说,从钎焊等效加热前的供试材上截取表面尺寸为25mm
×
60mm的试验片。然后,如图2a、b所示,在水平放置的下板4(试验片(纵宽25mm
×
横宽60mm))、与相对于此下板4垂直竖立配置的上板5(3003al合金板-o材(厚度1.0mm
×
纵宽15mm
×
横宽55mm))之间,夹隔φ2mm的不锈钢制间隔物6,设定出一定的空隙。
[0178]
然后,以所述钎焊等效加热的条件进行钎焊接合。钎焊接合后,测量下板4与上板5的间隙被填充的长度l(间隙填充长度l)而使钎焊性数值化。
[0179]
还有,此钎焊性严格地说是间隙填充性,是考虑了在组装各构件时产生的构件接合面之间的间隙、钎焊时的钎焊板和被接合构件因发生热变形而发生的构件接合面间的间隙的钎焊性。
[0180]
作为钎焊性评价(间隙填充性评价),间隙填充长度l为15.0mm以上的评价为
“◎”
,在10.0mm以上且低于15.0mm的评价为
“○”
,低于10.0mm的评价为
“×”
,
“◎”
、
“○”
评价为合
格,
“×”
评价为不合格。
[0181]
[熔融焊料的流动性评价]
[0182]
从钎焊等效加热前的供试材上截取面尺寸为15mm
×
55mm的试验片。而后,如图3a所示,相对于水平状态的横板7(3003al合金板-o材(厚度1.0mm
×
纵宽25mm
×
横宽60mm)),在上侧以垂直的状态配置纵板8(试验片(纵宽15mm
×
横宽55mm))。另外,如图3b所示,相对于水平状态的横板9(3003al合金板-o材(厚度1.0mm
×
纵宽25mm
×
横宽60mm)),在下侧以垂直状态配置纵板10(试验片(纵宽15mm
×
横宽55mm))。
[0183]
而后,以所述钎焊等效加热的条件进行钎焊接合。钎焊接合后,测量作为图3a的截面的图4a所示的焊脚f1的截面积、和作为图3b的截面的图4b所示的焊脚f2的截面积。而后,计算“纵板两侧的2个焊脚f2的合计截面积(μm2)/纵板两侧的2个焊脚f1的合计截面积(μm2)”。
[0184]
作为熔融焊料的流动性评价,将所述计算值(表和图中表示为“正置倒置差”)为0.50以上的评价为
“◎”
,在0.45以上且低于0.50的评价为
“○”
,低于0.45的评价为
“×”
,
“◎”
、
“○”
评价为合格,
“×”
评价为不合格。
[0185]
以下,表1中显示钎料的组成、芯材的组成、板材的厚度、钎料的厚度和评价结果。而且,表1的钎料和芯材的余量是al和不可避免的杂质,表中的“-”表示不含有(检测极限以下)。
[0186]
【表1】
[0187][0188]
[结果讨论]
[0189]
在供试材1~19中,满足本发明规定的要件。因此,供试材1~19的“间隙填充性”为合格的结果,并且“熔融焊料的流动性”也为合格的结果。
[0190]
另一方面,在供试材20~26中,由于不满足本发明规定的要件,所以间隙填充性和熔融焊料的流动性的至少1个为不合格的结果。详情如下。
[0191]
供试材20,由于钎料的mn的含量高于规定值,所以间隙填充性不合格。还有,供试材20,因为钎料的mn的含量高于规定值,所以比重大的化合物生成,熔融焊料容易流动,其结果可以预见熔融焊料的流动性不合格。但是,由于钎料的si含量比较少,导致熔融焊料有一点难以流动,因此熔融焊料的流动性勉强合格。
[0192]
供试材21,由于钎料的mn的含量高于规定值,所以熔融焊料的流动性不合格。
[0193]
供试材22、23,由于钎料的si的含量高于规定值,并且钎料的mn的含量高于规定值,所以熔融焊料的流动性不合格。
[0194]
供试材24,由于在钎料中mn和ti均不含有,以0.55
×
[mn] 0.31
×
[ti]计算的值低于规定值,所以熔融焊料的流动性不合格。
[0195]
供试材25,虽然在钎料中含有ti,但是以0.55
×
[mn] 0.31
×
[ti]计算的值低于规定值,所以熔融焊料的流动性不合格。
[0196]
供试材26,由于bi低于规定值,所以间隙填充性和熔融焊料的流动性不合格。
[0197]
由以上的结果能够确认,本发明的铝合金钎焊板,熔融焊料的流动抑制(熔融焊料的流动性)和间隙填充性优异。
[0198]
以上,一边参照附图,一边对于各种实施方式进行了说明,但本发明当然不受这样的示例限定。可知只要是本领域技术人员,在专利要求的范围所述的范畴内,能够想到各种变更例或修改例,关于这些当然也理解为属于本发明的技术范围。另外,在不脱离发明宗旨的范围内,也可以任意组合上述实施方式中的各构成要素。
[0199]
还有,本技术基于2020年3月31日申请的日本专利申请(特愿2020-064320),其内容在本技术之中作为参照援引。
[0200]
符号说明
[0201]1ꢀꢀꢀꢀ
铝合金钎焊板(钎焊板)
[0202]2ꢀꢀꢀꢀ
芯材
[0203]3ꢀꢀꢀꢀ
钎料
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。